1.本发明属于超精密加工领域,涉及一种高效超精密力流变抛光方法,抛光效率高、热稳定性好、化学作用稳定可控,可实现各种表面尤其是复杂曲面的高效超精密抛光。
背景技术:
2.超精密抛光是降低表面粗糙度、去除损伤层,获得光滑、无损伤表面的重要终加工手段。对于复杂曲面零件的批量生产,如何提高加工效率和质量,降低成本尤其重要。虽然,目前已研发出了磁流变抛光、电流变抛光、磨粒流抛光、气囊抛光等技术,但是,上述抛光技术难以同时满足高效、高质量和低成本的要求。例如,磁流变液和电流变液成本高,流变性能易衰退,加工装备复杂;磨粒流抛光效率和形面精度较低;气囊抛光设备复杂,难以实现曲率变化大的表面抛光。
3.为克服以上抛光技术的局限性,近年研发了剪切增稠抛光技术(现有发明专利:“一种基于非牛顿流体剪切增稠效应的超精密曲面抛光方法”,授权公告号cn102717325b),但由于参与加工的有效磨粒数不充分,抛光液化学作用及加工区域温度场不够稳定,其加工工艺稳定性和抛光效率还有待进一步提升。
4.力流变抛光技术是在剪切增稠抛光技术基础上发展的,是一种利用抛光液在剪切应力作用下的非线性流变特性实现工件表面超精密抛光的方法,目的之一是进一步提升剪切增稠抛光的效率和稳定性;其二是利用除剪切增稠之外的流变效应,包括剪切膨胀和剪切变稀等非线性流变特性,实现复杂曲面的高效超精密抛光。
5.专利发明人及其研究团队前期已开展的力流变抛光相关研究仅仅是在原有剪切增稠抛光液中引入了化学作用,如添加氧化剂、调节ph值等手段,提升抛光效率;在抛光过程中引入辅助工具,如毛刷、抛光头,实现工件表面均匀性去除和确定量去除。
6.专利发明人及其研究团队前期开展的力流变抛光工作如下:浙江工业大学硕士学位论文“基于力流变原理的确定性抛光材料去除函数研究,2019”和“力流变确定性抛光面形误差修正过程的研究,2020”,采用力流变抛光液进行了工件表面的确定性抛光。浙江工业大学硕士学位论文“基于硬质合金材料特性的力流变抛光液研究,2019”和“毛刷辅助力流变抛光复杂刃形硬质合金刀片实验研究,2021”,采用含芬顿试剂的力流变抛光液进行了硬质合金刀片的抛光;浙江工业大学硕士学位论文“内凹曲面力流变抛光方法基础研究,2020”和期刊论文“铝合金锥镜化学增强力流变抛光优化实验研究.表面技术,2020,49(10):329
‑
337.”,利用酸性力流变抛光液进行了铝合金工件表面的抛光。现有发明专利:“一种定点释放化学作用的力流变抛光方法”,授权公开号cn108500741b,公开了一种定点释放化学试剂的力流变抛光方法。
7.但上述力流变抛光过程中,仍未解决由于抛光液磨粒陷入固相粒子间隙或相互团聚而造成的有效加工磨粒数不充分,而导致的抛光效率不够高的问题;以及抛光液中化学试剂不断消耗引起化学作用减弱、抛光液温度波动引起的黏度变化,而导致存在加工工艺不够稳定的问题。
8.因此,亟需开发一种兼具高效、高质量、低成本的高效超精密力流变抛光方法。
技术实现要素:
9.为了克服现有技术中存在的上述不足,本发明提供了一种高效超精密力流变抛光方法,该方法兼具高效、高质量、低成本的优势,尤其适合复杂曲面的超精密抛光加工。
10.为了实现上述发明目的,本发明提供了如下技术方案:
11.高效超精密力流变抛光方法,抛光时,工件与力流变抛光液做相对运动;所述力流变抛光液在剪切力作用下具有非线性流变特性,成分包括分散介质、固相粒子、磨粒、吸附相、热稳定相和缓释相;所述吸附相吸附磨粒形成“磨粒球”;抛光过程中:所述缓释相均匀释放化学试剂维持抛光液中化学试剂浓度的稳定,化学试剂与工件反应在工件表面生成反应膜;在工件与抛光液相对运动产生的剪切力作用下,抛光液与工件接触界面形成贴合工件面形的流变层,流变层中的固相粒子发生团聚,并将磨粒球包裹后形成粒子团,粒子团与工件相对运动实现所述反应膜的去除;所述热稳定相吸收抛光过程产生的热量,维持抛光液温度和黏度的稳定。
12.上述本发明的力流变抛光方法中:为提高力流变抛光过程化学作用的稳定性,利用缓释相均匀地向抛光液释放化学试剂,保持抛光过程中化学作用的稳定,从而防止化学试剂浓度变化造成的抛光质量和效率波动;为提高力流变抛光液抛光效率,利用吸附相形成“磨粒球”,提高粒子团队磨粒的把持作用,防止磨粒陷入固相粒子间隙或相互团聚而无法发挥抛光去除作用;为了提高力流变抛光过程的热稳定性,利用热稳定相分子聚合吸收抛光过程中产生的热量,稳定抛光温度和抛光液黏度,防止抛光液温度升高导致抛光液流变特性波动。
13.作为上述方案的一种优化方案,所述分散介质占抛光液质量的30%
‑
50%,所述固相粒子占抛光液质量的30%
‑
55%,所述磨粒占抛光液质量的1
‑
30%,所述吸附相占抛光液质量的0.1%
‑
10%,所述热稳定相占抛光液质量的1%
‑
30%。
14.作为上述方案的一种优化方案,所述缓释相采用高分子缓释膜包裹化学试剂获得,所述高分子缓释膜具有确定的化学试剂释放阈值m%,当外界溶液中化学试剂的浓度低于m%时,高分子缓释膜内的化学试剂可以通过缓释膜释放到力流变抛光液中;当力流变抛光液中化学试剂的浓度高于m%时,化学试剂不能透过高分子缓释膜。进一步,所述化学试剂为氧化剂、缓蚀剂、催化剂、络合剂中的一种或一种以上组合。
15.作为上述方案的一种优化方案,所述热稳定相在抛光区域温度上升时,通过其分子的聚合吸抛光过程产生的热量,并提高抛光液粘度,补偿温度上升导致的抛光液黏度下降,从而稳定抛光液流变特性;当抛光区域温度降低,热稳定相聚合体解离,以维持抛光液黏度的稳定,保障抛光过程的稳定性。进一步所述热稳定性相为亲水性和温敏性的共聚物或温敏缔合聚合物中的一种或多种组合。
16.上述方案中,所述分散介质可以为水性分散介质、油性分散介质或有机分散介质,所述固相粒子可以为氧化物颗粒和/或有机物颗粒。进一步,所述分散介质可以为去离子水、乙二醇水溶液、丙三醇水溶液、煤油或聚乙二醇液,所述固相粒子可以为氧化硅颗粒、氧化钙颗粒、聚甲基丙烯酸甲酯颗粒、多羟基聚合物颗粒中的一种或多种组合。
17.上述方案中,所述吸附相可以为活性炭、硅胶、聚丙烯酰胺、聚氨酯、蛭石颗粒一种
或多种组合。
18.上述方案中,所述的工件与抛光液的相对运动可以为旋转运动、直线运动或以上两种运动的复合运动。
19.与现有技术相比,本发明的有益效果主要表现在:
20.1)化学作用稳定性好;化学试剂缓释相向抛光液均匀释放化学试剂,从而提高抛光过程的稳定性;
21.2)抛光效率高;吸附相吸附磨粒形成“磨粒球”,防止磨粒陷入微米级固相粒子间隙或相互团聚,提高了参与加工的有效磨粒数,从而提升了抛光效率;
22.3)热稳定性好;热稳定相吸收稳定抛光过程中产生的热量,防止抛光液由于温度升高剪切黏度降低导致流变特性衰退,从而提高抛光过程的热稳定性。
23.从而,可实现工件表面材料的高效、稳定去除,满足高效、高质量、低成本的加工需要,尤其适合复杂曲面的抛光加工。
附图说明
24.图1为本发明方法使用的抛光液在无剪切应力状态下粒子分布示意图;
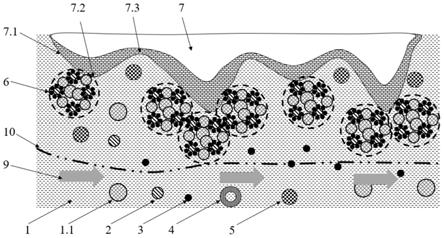
25.图2为本发明在剪切应力施加下粒子分布示意图(加工状态);
26.图3为本发明中化学缓释相释放化学试剂与工件发生化学反应机理示意图;
27.图4为无吸附相的抛光液中的磨粒分布示意图;
28.图5为本发明采用的抛光液中在吸附相作用下磨粒分布示意图;
29.图6为本发明方法中去除微凸峰机理示意图;
30.图7为无热稳定相的抛光液中剪切状态下粒子分布示意图;
31.图8为本发明采用的抛光液中在热稳定相作用下粒子分布示意图;
32.图9为对比实验中剪切增稠抛光方法加工的钛合金圆棒粗糙度检测结果;
33.图10为本发明实施例加工的钛合金圆棒粗糙度检测结果。
具体实施方式
34.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。以下实施例中,没有详细说明的内容均为本领域技术常识。
35.实施例(参见1
‑
7):
36.本实施例中,利用水基分散介质1(去离子水,占抛光液质量分数40%)、固相粒子1.1(多羟基聚合物,占抛光液质量分数45%)、吸附相2(聚氨酯,占抛光液质量分数1%)、磨粒3(硅溶胶,占抛光液质量分数8%)、热稳定相4(温敏缔合聚合物,占抛光液质量分数4%)和缓释相5(双氧水缓释相,占抛光液质量分数2%)制备抛光液。利用抛光液在剪切应力作用下的流变特性,并充分发挥抛光液中纳米级磨粒高利用率、化学试剂缓释效应、以及热稳定性,实现工件表面高效超精密抛光加工。具体的,抛光液中的缓释相5释放出可控浓度的化学物质5.1(双氧水),与工件7(钛合金工件)表层发生化学反应,生产反应膜7.1;抛光液受剪切力9作用,在与工件7接触界面形成贴合面形的微米量级厚度流变层10,流变层10中的固相粒子1.1团聚,把持吸附有纳米级磨粒3的吸附相2形成粒子团3.1,粒子团在抛光液带动作用下对工件7表面粗糙峰7.2施加机械去除作用;工件7表面粗糙峰7.2在抛光液化学
作用和机械作用的共同作用下被去除,从而实现高效精密抛光。抛光液与工件7摩擦产生的热量被抛光液中的热稳定相4吸收,避免热量导致抛光液流变特性弱化的影响,保证抛光过程的稳定性。
37.抛光过程中,缓释相5将化学试剂5.1缓慢可控释放到抛光液中,化学试剂5.1可在加工对象(工件7)表面发生化学反应生成一层机械强度较基体材料小、与基体结合力低的反应膜7.1。特别的,在工件7表面尖峰处7.2与抛光液的相对接触面积较大,粗糙峰7.2处的化学反应相比凹谷7.3处更为强烈,更易生产反应膜7.1,更易被去除。反应膜7.1被磨粒3的机械作用去除后,工件7表面粗糙峰7.2处重新露出的材料继续与抛光液中的化学试剂5.1发生反应,生产反应膜7.1,直到粗糙峰7.2被完全去除。通过缓释相5调节力流变抛光液中的化学试剂5.1的浓度,可以精确调控化学反应膜7.1厚度,避免了化学试剂5.1浓度过高造成工件7表面过腐蚀,或者化学试剂5.1浓度过低导致磨粒3机械作用过度产生的表面损伤,从而保障了超精密抛光过程的稳定性,实现工件7表面的高效、高质量抛光。
38.抛光液中的吸附相2吸附纳米级磨粒3形成“磨粒球3.1”,提高粒子团6对纳米级磨粒3的把持作用,并防止大量纳米级磨粒2陷入固相粒子1.1间的孔隙中或相互团聚,而无法发挥抛光去除作用(如图4所示),提高纳米级磨粒3的利用率,从而提高抛光效率(如图5所示)。粒子团6在抛光液的带动作用下对材料表面进行微刻划,去除工件7表面生产的反应膜7.1。抛光液对工件7表面粗糙峰7.2处施加的作用力更大,粗糙峰7.2处的材料去除率更高,因此在化学作用和机械作用的协同作用下,粗糙峰7.2处被快速去除,经过多次迭代去除(如图6所示),实现工件7表面的高效、高质量加工。
39.抛光液中的热稳定相4可吸收抛光过程中抛光液与工件7摩擦产生的热量,热稳定相分子量增加提高抛光液粘度(如图8所示);当抛光区域8温度降低,热稳定相分子量减少抛光液粘度降低。弥补抛光液由于温度升高剪切粘度降低导致流变特性衰退的问题(如图7所示),提高抛光液的热稳定性和材料去除稳定性,从而保障了超精密抛光过程的稳定性。
40.针对钛合金圆柱工件,分别采用力流变抛光方法和剪切增稠抛光方法对圆柱面进行抛光,其他加工参数均一致,加工条件如表一所示。
41.对比实验中剪切增稠抛光液由水基分散介质1(去离子水,占抛光液质量分数43.4%)、固相粒子1.1(多羟基聚合物,占抛光液质量分数48.6%)、磨粒3(硅溶胶,占抛光液质量分数8%)。
42.表一:加工条件
43.工件尺寸直径φ20m,长度50mm工件材料ti
‑
6al
‑
4v钛合金工件运动形式自转,15rpm抛光槽直径400mm抛光运动形式及速度公转,85rpm工件初始表面粗糙度r
a 220.3
±
10nm磨粒8wt%sio2(平均粒径100nm)抛光时间30min
44.加工结果如表2及图9和图10所示。结果显示,在其他工艺参数条件一致情况下,本实施例中力流变抛光方法去除效率是剪切增稠抛光方法的2.896倍,并且加工工件表面粗
糙度从纳米级降至亚纳米级,能够实现工件表面的高效、高质量抛光。这表明力流变抛光方法在取代现有的剪切增稠抛光方法方面,具有良好的应用前景。
45.表二:加工结果
[0046][0047]
上述对本技术中涉及的发明的一般性描述和对其具体实施方式的描述不应理解为是对该发明技术方案构成的限制。本领域所属技术人员根据本技术的公开,可以在不违背所涉及的发明构成要素的前提下,对上述一般性描述或/和具体实施方式(包括实施例)中的公开技术特征进行增加、减少或组合,形成属于本技术保护范围之内的其它的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。