1.本发明涉及腕臂预配技术领域,具体为一种腕臂预配系统。
背景技术:
2.腕臂是电气化铁路接触网的重要组成部分,用于支撑供受电弓取流的接触网承导线。腕臂主要包括平腕臂、斜腕臂、承力索座和定位安装立柱等部件。在腕臂中,平腕臂和斜腕臂等重要部件均是采用管件加工而成,得到平腕臂与斜腕臂之后,要在平腕臂与斜腕臂上安装连接件与其他部件进行连接。现有技术中,管料加工设备的通用性差,仅能加工特定型号的腕臂部件,并且加工效率不高,而且不同的连接件用于连接不同的两个或三个部件,腕臂通常是大规模生产,现有的工装在使用中大部分还需要人工的帮助,导致工作效率较低。
技术实现要素:
3.为了解决现有技术中的不足,本发明提供一种腕臂预配系统,加工效率更高,通用性强,加工精度更高,能够自动完成平腕臂、斜腕臂与不同连接件之间的预配,提高工作效率。
4.为实现上述目的,本发明提供如下技术方案:一种腕臂预配系统,包括管料加工子系统、预配工装子系统和第一机械手,管料加工子系统包括:加工装置,将所述管料加工为平腕臂或斜腕臂;调整校正装置,用于对所述管料进行调整定位;移动装置,用于将所述管料转移到所述加工装置或者所述调整校正装置上;预配工装子系统包括:平腕臂预配工装,用于预配平腕臂和连接件,包括平腕臂与支撑连接器组合工装、平腕臂与承力索座定位工装;斜腕臂预配工装,用于预配斜腕臂与连接件,包括斜腕臂与支撑连接器组合工装、斜腕臂与组合定位环定位工装;第一机械手,用于将平腕臂或斜腕臂从管料加工子系统转运到预配工装子系统。
5.作为上述一种腕臂预配系统的进一步优化:所述平腕臂管件上料装置包括出料台和多个并列设置的进料传送带,进料传送带上固定设置有多个用于支撑所述管料的进料支撑块,并且多个进料支撑块沿进料传送带的长度方向均匀分布,出料台位于所有所述进料传送带的末端,并且出料台呈条状,出料台上转动设置有多对出料滚轮,并且多对出料滚轮沿出料台的长度方向分布。
6.作为上述一种腕臂预配系统的进一步优化:所述斜腕臂管件上料装置包括多个料仓,一个料仓包括至少两个料架横梁,同一个料仓的所有料架横梁上固定设置有至少两个隔板,相邻两个隔板之间设置有至少两个倾斜的支撑梁,隔板与支撑梁相互平行,同一个料
仓的支撑梁固定设置在料架横梁上。
7.作为上述一种腕臂预配系统的进一步优化:所述加工装置包括机架,机架上设置有锯切机构、钻孔机构、倒角机构、喷码机构以及用于承载管料的承载机构;所述锯切机构包括升降设置在所述机架上的锯切电机,锯切电机驱动连接有锯切刀;所述钻孔机构包括至少一个固定设置在所述机架上的钻孔机;所述倒角机构包括设置在所述机架上的倒角电机,倒角电机驱动连接有倒角刀;所述喷码机构包括喷码机以及用于控制喷码机移动的喷码控制组件,喷码控制组件设置在所述机架上;所述承载机构包括若干个用于对管料进行定位的对中定位组件和至少一个用于固定管料的夹紧组件,对中定位组件包括两个相对设置的对中驱动气缸,其中一个对中驱动气缸驱动连接有定位杆,夹紧组件包括两个并列设置的夹紧块,两个夹紧块相向移动。
8.作为上述一种腕臂预配系统的进一步优化:所述调整校正装置包括条状的基座,基座的两端分别固定设置有斜腕臂调整定位机构和平腕臂调整定位机构,基座的中部固定设置有两个用于支撑斜腕臂或者平腕臂的支撑机构,两个支撑机构分别与斜腕臂调整定位机构和平腕臂调整定位机构配合,支撑机构包括多个沿基座的长度方向分布的支撑单元,支撑单元包括固定设置在基座上的方管,方管上转动设置有两个支撑滚轮,支撑滚轮的轴线与斜腕臂的轴线或者平腕臂的轴线相互平行。
9.作为上述一种腕臂预配系统的进一步优化:所述连接件供应料盘包括包括支座、上层料盘和下层料盘,支座上平行设置有两个第一挡板,上层料盘滑动设置在两个第一挡板上,下层料盘滑动设置在支座上并位于两个第一挡板之间,上层料盘和下层料盘上均设置有多个连接件。
10.作为上述一种腕臂预配系统的进一步优化:所述拧紧工装包括升降台,升降台上设置有驱动器,驱动器驱动连接有移动台,移动台滑动设置在升降台上,移动台上移动设置有若干个移动组件,移动组件固定连接有拧紧枪,拧紧枪向移动台的下方延伸。
11.有益效果是:本发明提供了一种腕臂预配系统,既能够加工平腕臂,也能够加工斜腕臂,加工效率更高,通用性强,加工精度更高,能够自动完成平腕臂、斜腕臂与不同连接件之间的预配,提高工作效率和预配精度。
附图说明
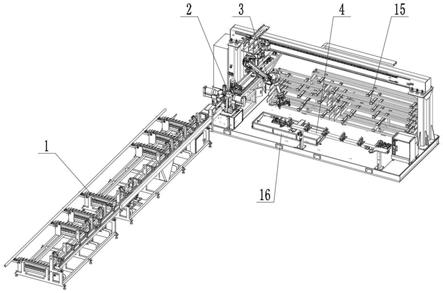
12.图1是管料加工子系统的整体结构示意图;图2是图1的俯视图;图3是平腕臂管件上料装置的结构示意图;图4是平腕臂管件上料装置的俯视图;图5是加工装置的整体结构立体图;图6是本加工装置的整体结构主视图;图7是图5中a部分的放大图;图8是图5中b部分的放大图;图9是图5中c部分的放大图;
图10是图5中d部分的放大图;图11是夹紧组件的整体结构示意图;图12是夹紧组件中箱体的内部结构示意图;图13是夹紧组件中碰撞检测传感器的设置方式示意图;图14是调整校正装置的立体图;图15是调整校正装置的俯视图;图16是平腕臂调整定位机构的立体图;图17是平腕臂调整定位机构的俯视图;图18是斜腕臂调整定位机构的立体图;图19是斜腕臂调整定位机构的俯视图;图20是斜腕臂管件上料装置的立体图;图21是斜腕臂管件上料装置的主视图。图22是预配工装子系统的立体示意图;图23是图22的俯视图;图24是第二机械手和调整机构的使用关系示意图;图25是调整机构的立体示意图;图26是供应料盘的立体示意图;图27是供应料盘的主视图;图28是供应料盘的侧视图;图29是供应料盘的俯视图;图30是连接件的立体示意图;图31是滑动组件的结构示意图;图32是平腕臂与承力索座定位工装的立体示意图图33是图32的侧视图;图34是对心机构的立体示意图;图35是对心机构的主视图;图36是连接件夹紧机构的立体示意图ⅰ;图37是连接件夹紧机构的立体示意图ⅱ;图38是连接件夹紧机构的主视图;图39是平腕臂与支撑连接器组合工装的立体示意图;图40是图39的侧视图;图41是夹具机构的立体示意图;图42是夹具机构的主视图;图43是夹具机构的侧视图;图44是夹具机构的俯视图;图45是平腕臂旋转机构的立体示意图;图46是平腕臂旋转机构的主视图;图47是平腕臂旋转机构的侧视图;图48是斜腕臂与组合定位环定位工装的立体结构示意图;
图49是拧紧工装的立体示意图;图50是拧紧工装的主视图;图51是拧紧工装的侧视图;图52是拧紧工装的俯视图;图53是斜腕臂与支撑连接器组合工装和拧紧工装的组合结构示意图;图54是平腕臂固定夹爪的立体示意图。
13.附图说明:1、平腕臂管件上料装置,101、支撑架,102、进料传送带,103、进料支撑块,104、提升传送带,105、提升支撑块,106、提升板,107、过渡承载板,108、出料台, 109、第一防护板,110、第二防护板,111、托板,112、弧形承接板,113、出料滚轮;2、加工装置,201、机架,202、承载架,203、承载滚轮,204、管料,205、升降支架,206、第一支撑板,207、滑架,208、锯切电机,209、锯切控制气缸,210、倒角电机,211、倒角刀,212、废屑收集盒,213、第一压板,214、支撑台,215、加工箱,216、喷码控制组件, 217、喷码机,218、对中定位组件,219、承载组件,220、直线驱动装置,221、夹紧组件, 222、钻孔机,223、废料清除气缸,224、锯切阻尼器,225、第一底板,226、对中定位导轨, 227、对中定位滑块,228、对中驱动气缸,229、对射光电传感器,230、定位杆,231、限位组件,232、环形槽,233、第二底板,234、承载调节螺杆,235、基板,236、承载支撑立板, 237、喷码控制伺服机构,238、喷码控制气缸,239、安装立柱,240、升降块,241、通槽, 242、压板驱动器,243、夹紧驱动气缸,244、箱体,245、盖板,246、滑动板,247、第一连接条,248、第一安装板,249、夹紧块,250、容纳槽,251、第一滑块,252、夹紧导轨, 253、齿条,254、齿轮,255、第二滑块,256、第三底板,257、调节导轨,258、调节气缸, 259、滑动座,260、碰撞检测传感器;3、加工装置,301、支撑立柱,302、第一顶板,303、调节滑轨,304、基座,306、固定板, 307、斜腕臂调整定位机构,308、第二连接条,309、方管,310、长条孔,311、滚轮支架, 312、支撑滚轮,313、平腕臂调整定位机构,314、驱动电机,315、传动带,316、方向调节滚轮,317、第四底板,318、水平调节螺杆,319、水平调节螺母,320、气缸支撑立板,321、定位气缸,322、顶块,323、夹紧气缸,324、活动板,325、限位导轨,326、第一定位销, 327、第一光电传感器,328、第一通孔,329、第二支撑板,330、缺口,331、第一物料传感器,332、微调螺杆,333、微调螺母,334、微调定位块,335、延伸部,36、第二定位销, 337、第二安装板,338、第二光电传感器,339、第二通孔;4、调整校正装置,401、料架横梁,402、支撑梁,403、料架竖梁,404、料架斜梁,405、隔板,406、料架挡板,408、斜撑梁,409、目检支撑滚轮,410、目检支撑杆,411、连接梁, 412、支架竖梁,413、支架横梁,414、第三支撑板;5、调整机构,501、第一定位块,502、侧板,503、调整滑轨,504、第一摆动气缸,505、固定底座,506、第一气缸;6、连接件供应料盘,601、上层料盘,602、上层滑轨,603、上层挡块,604、下层料盘,605、支座,606、第一挡板,607、第二气缸,608、定位板,609、第一支座连接板,610、第二物料传感器,611、下层滑轨,612、下层滑块,613、把手,614、支座底板,615、支座支撑板, 616、滑动组件,617、第二支座连接板,618、连接件底座,619、插块,620、中间块,621、料盘传送带;7、平腕臂与支撑连接器组合工装,701、斜腕臂,702、对心机构,703、夹具机构,704、旋转定位机构,705、斜腕臂工装控制箱,706、工装工作台,707、夹具工作台,708、第一
推动气缸,709、固定块,710、第一滑移块,711、压紧件,712、第二压板,713、第二推动气缸,714、夹具滑轨,715、第二摆动气缸,716、支撑立板,717、旋转台,718、滑移板,719、第四定位销,720、旋转定位工作台,721、梯形立板,722、第三推动气缸,723、第一导向轨,724、第二滑移块,725、第四推动气缸,726、第二导向轨,727、第二挡板,728、第一限位螺栓,729、限位挡块,730、第二限位螺栓;8、平腕臂固定夹爪;9、斜腕臂与组合定位环定位工装;10、第一机械手;11、拧紧工装,1101、拧紧枪,1102、驱动器,1103、驱动器支撑座,1104、第二顶板,1105、第一线性导轨,1106、升降台,1107、第二线性导轨,1108、升降台底板,1109、阻尼器, 1110、限位件,1111、移动台,1112、第一标尺,1113、第三线性导轨,1114、第一指针,1115、第一移动板,1116、第二移动板,1117、套筒,1118、油缸,1119、第二指针,1120、第二标尺;12、平腕臂与承力索座定位工装,1201、平腕臂,1202、对心轮,1203、第一驱动气缸,1204、平腕臂工装控制箱,1205、旋转托锟,1206、第二驱动气缸,1207、第一立板,1208、第三驱动气缸,1209、工装支撑板,1210、第四驱动气缸,1211、第二立板,1212、旋转托锟支撑板,1213、承力架,1214、控制箱载板,1215、第一滑轨,1216、第五驱动气缸,1217、第一气缸连接板,1218、第一延伸板,1219、顶升托锟架,1220、顶升托锟,1221、第一连接块,1222、第二滑轨,1223、第二定位块,1224、第二延伸板,1225、第三压板,1226、第二气缸连接板,1227、第三滑轨,1228、第六驱动气缸,1229、第二连接块,1230、弧形件,1231、第三立板,1232、第五定位销,1233、连接件销孔,1234、对心支撑板,1235、第四支撑板,1236、第一对心挡块;13、滑台;14、连接件;15、斜腕臂管件上料装置;16、废料仓;17、测量台;18、第二机械手;19、第三机械手;20、斜腕臂与支撑连接器组合工装;
14.具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.请参阅图1至图54,一种腕臂预配系统,包括管料加工子系统、预配工装子系统和第一机械手10。
17.管料加工子系统包括:加工装置2,将所述管料204加工为平腕臂1201或斜腕臂
701;调整校正装置4,用于对所述管料204进行调整定位;移动装置3,用于将所述管料204转移到所述加工装置或者所述调整校正装置上。
18.预配工装子系统包括:平腕臂预配工装,用于预配平腕臂1201和连接件14,包括平腕臂与支撑连接器组合工装7、平腕臂与承力索座定位工装12;斜腕臂预配工装,用于预配斜腕臂701与连接件14,包括斜腕臂与支撑连接器组合工装20、斜腕臂与组合定位环定位工装9;第一机械手10,用于将平腕臂701或斜腕臂1201从管料加工子系统转运到预配工装子系统。
19.预配系统工作原理:对于平腕臂1201:利用移动装置3将管料204转移到加工装置2 进行锯切、倒角和喷码等加工操作;加工完成后,移动装置3将管料204转移到调整校正装置4进行调整定位,得到平腕臂1201,再由第一机械手10将平腕臂1201转移到平腕臂与支撑连接器组合工装7或是平腕臂与承力索座定位工装12,进行平腕臂1201与连接件14的预配。对于斜腕臂701:利用移动装置3将管料204先转移到调整校正装置4进行一次调整定位;之后再利用移动装置3将管料204从调整校正装置4转移到加工装置2上,利用加工装置2对管料204进行锯切、倒角和喷码等加工操作;加工完成后,再次利用移动装置3将管料204从加工装置2转移到调整校正装置4,进行二次调整定位,得到斜腕臂701,再由第一机械手10将斜腕臂701转移到斜腕臂与支撑连接器组合工装20或是斜腕臂与组合定位环定位工装9。
20.管料加工子系统还包括:平腕臂管件上料装置1,承载有多个用于加工平腕臂1201 的管料204;斜腕臂管件上料装置15,承载有多个用于加工斜腕臂701的管料204。
21.管料加工子系统的使用原理为:在加工腕臂的时候,首先将用于加工平腕臂1201的管料204放置在平腕臂管件上料装置1上、将用于加工斜腕臂701的管料204放置在斜腕臂管件上料装置15上。需要加工平腕臂1201时,利用移动装置3将管料204从平腕臂管件上料装置1转移到加工装置2上,或者直接将平腕臂管件上料装置1与加工装置2连通,从而使管料204能够直接进入到加工装置2中,之后利用加工装置2对管料204进行锯切、倒角和喷码等加工操作,加工完成后,移动装置3将管料204移动到调整校正装置4上进行调整定位,调整定位完成后,即可转移到预配工装子系统中。需要加工斜腕臂701时,利用移动装置3将管料204从斜腕臂管件上料装置15转移到调整校正装置4上进行第一次调整定位,之后利用移动装置3将管料204从调整校正装置4转移到加工装置2上,利用加工装置2对管料204进行锯切、倒角和喷码等加工操作,加工完成后,再次通过移动装置3将管料204 移动到调整校正装置4上进行第二次调整定位,调整定位完成后,即可通过第一机械手10转移到预配工装子系统中。
22.本发明的管料加工子系统能够实现自动化管料204加工,并且既能够加工平腕臂1201,也能够加工斜腕臂701,加工效率更高,并且,通过调整校正装置4能够对管料204进行调整定位,可以保证移动管料204过程中抓取位置的精确度,进而保证后续加工过程和组装过程的精确度。
23.并列设置的进料传送带102,出料台108和进料传送带102均设置在一个支撑架101 上,进料传送带102上固定设置有多个用于支撑管料204的进料支撑块103,并且多个进料支撑块103沿进料传送带102的长度方向均匀分布,出料台108位于所有进料传送带102的末端,并且出料台108呈条状,出料台108上转动设置有多对出料滚轮113,并且多对出料滚轮113沿出料台108的长度方向分布。在使用时,先将管料204放置在进料传送带102上,并且利
用进料支撑块103支撑管料204,为了保证管料204的稳定性,进料支撑块103上可以开设用于容纳管料204的支撑槽,之后进料传送带102带动管料204向出料台108移动,当管料204到达出料台108侧方的时候从进料传送带102转移到出料台108上,并且被出料滚轮113支撑,随后驱动部分出料滚轮113,即可驱动管料204沿轴向移动,直到将管料204 输送到加工装置2中。
24.因为加工装置2的高度较高,为了在保证能够将管料204输送到加工装置2中的同时便于进料,进料传送带102和出料台108之间设置有若干个提升传送带104,并且提升传送带104垂直设置,提升传送带104驱动连接有至少一个提升支撑块105以及多个用于安装提升支撑块105的提升板106,并且多个提升板106沿提升传送带104的长度方向均匀分布,提升传送带104和出料台108之间设置有若干个过渡承载板107,并且过渡承载板107水平设置。通过提升传送带104和提升支撑块105的配合,能够将进料传送带102末端的管料204 向上抬升到略高于出料台108的位置,之后将管料204抛到出料台108上的出料滚轮113上,过渡承载板107可以使管料204能够平稳地移动到出料滚轮113上。
25.为了保证管料204能够顺利从过渡承载板107转移到出料滚轮113上,出料台108上固定设置有多个第一防护板109和多个第二防护板110,第一防护板109垂直设置在过渡承载板107的下方,第二防护板110倾斜设置在出料台108上,出料滚轮113位于第一防护板 109和第二防护板110之间。第一防护板109和第二防护板110用于对管料204进行限位,避免管料204从出料台108的侧方掉落,保证管料204能够从过渡承载板107掉落到出料滚轮113上。
26.为了进一步保证管料204能够顺利从过渡承载板107掉落到出料滚轮113上,出料台 108上还固定设置有多个顶升气缸,顶升气缸驱动连接有托板111,托板111一体连接有向上倾斜的弧形承接板112,并且弧形承接板112靠近第二防护板110。当管料204在过渡承载板 107上时,顶升气缸将托板111顶起,并且使弧形承接板112的上部接近第二防护板110的下部,当管料204撞击到第二防护板110上之后向下滚落到弧形承接板112上,进而滚落到托板111上,之后顶升气缸复位并且拉动托板111向下移动,带动管料204向下移动到出料滚轮113上。
27.斜腕臂管件上料装置15的具体结构为:斜腕臂管件上料装置15包括多个料仓以及用于支撑所有料仓的第三支撑板414,一个料仓包括至少两个料架横梁401,同一个料仓的所有料架横梁401上固定设置有至少两个隔板405,相邻两个隔板405之间设置有至少两个倾斜的支撑梁402,隔板405与支撑梁402相互平行,同一个料仓的支撑梁402固定设置在料架横梁401上。
28.料仓用于容纳管料204,管料204放置在支撑梁402上并且位于相邻的两个隔板405 之间,支撑梁402的倾斜程度根据实际情况进行设置。使用时,将管料204放到斜腕臂管件上料装置15上,由于支撑梁402倾斜设置,管料204会顺着支撑梁402向下滑动,为防止不划伤管料204,斜腕臂管件上料装置15的各个部件应保证表面光滑。当管料204滑至支撑梁 402的下端时,为了防止管料204继续下滑,在支撑梁402的下端应设置阻碍物,例如弧形板等。为了提高空间利用率,根据所需要的不同管料204的长度,设置相邻两个隔板405之间的距离,同一个料仓被划分出多个区域,每个区域容纳的管料204长度可以不相同,在一个斜腕臂管件上料装置15便可以放置不同长度的管料204,便于移动装置抓取管料204,提高工作
效率。
29.斜腕臂管件上料装置15还包括两个料架竖梁403和两个料架斜梁404,所有料仓从上到下依次排列,料架横梁401固定连接在两个料架竖梁403之间或者两个料架斜梁404之间。
30.同一料仓的支撑梁402的长度相同,为了便于移动装置的抓取,从上往下,支撑梁 402的依次变长,移动装置在抓取下层料仓的管料204时便不会触碰到上层料仓。为了配合支撑梁402的长度,从上往下,料仓的料架横梁401个数依次增加。所有料仓通过料架竖梁 403和料架斜梁404连接,两个料架竖梁403的顶端共同连接有料架横梁401,两个料架斜梁 404的上端共同连接有料架横梁401。
31.每层料仓通过四个隔板405分割成三个区域,外侧的两个区域用于放置管料204,两个区域内均设置两个及以上的支撑梁402,中间区域不放置管料204。为了提高斜腕臂管件上料装置15的稳定性,相邻两个料仓的中间区域之间还连接有若干个斜撑梁408,斜撑梁408 一端与相对位于上层的料仓的一个料架横梁401固定连接,斜撑梁408另一端与相对位于下层的料仓的一个料架横梁401固定连接。
32.位于料仓同一端的料架竖梁403与料架斜梁404之间固定连接有若干个连接梁411。
33.为了进一步加强斜腕臂管件上料装置15的稳定性,料架竖梁403与料架斜梁404通过连接梁411连接,位于最下方的连接梁411,两个料架竖梁403的顶端连接的料架横梁401 以及两个料架斜梁404的上端连接的料架横梁401之间也连接有多个支撑梁402。
34.上料架还包括料架支架,料架支架包括若干个支架横梁413,支架横梁413上固定设置有若干个支架竖梁412,支架竖梁412与位于最下方的料架横梁401固定连接。
35.支撑梁402下端固定连接有料架挡板406。当管料204滑至支撑梁402下端时,料架挡板406阻止管料204继续下滑,使管料204在支撑梁402下端稳定。为了防止管料204受损,料架挡板406与支撑梁402应平滑连接。
36.一部分支撑梁402上端均固定连接有目检支撑杆410,目检支撑杆410上设置有两个目检支撑滚轮409,两个目检支撑滚轮409之间留有距离。在管料204放入料仓之前,需要对管料204进行目检,即人为对管料204进行检验。选择一个料仓,该料仓的支撑梁402固定连接目检支撑杆410,任意两个目检支撑杆410能放置的管料204的长度应该满足斜腕臂管件上料装置15上能容纳的各个管料204的长度,所有的目检支撑杆410的长度相等且处于同一高度,管料204一端放置在其中一个目检支撑杆410上的两个目检支撑滚轮409之间,管料204另一端放置在另一个目检支撑杆410上的两个目检支撑滚轮409之间,利用目检支撑滚轮409可以使管料204转动灵活,便于人工检验。
37.两个料架竖梁403的顶端共同连接有料架横梁401,两个料架斜梁404的上端共同连接有料架横梁401,这两个料架横梁401上设置有两个短竖梁和两个短斜梁,在这两个料架横梁401上设置两个长度较短的料仓,记为短料仓,其他料仓记为长料仓,短料仓的一端与长料仓的一端平齐,两个短料仓从上到下依次排列,短料仓的料架横梁401固定连接在两个短竖梁之间或者两个短斜梁之间。
38.加工装置2的具体结构为:加工装置,包括机架201,机架201上设置有锯切机构、钻孔机构、倒角机构、喷码机构以及用于承载管料204的承载机构。
39.锯切机构包括升降设置在机架201上的锯切电机208,锯切电机208驱动连接有锯切刀。
40.钻孔机构包括至少一个固定设置在机架201上的钻孔机222。
41.倒角机构包括设置在机架201上的倒角电机210,倒角电机210驱动连接有倒角刀211。
42.喷码机构包括喷码机217以及用于控制喷码机217移动的喷码控制组件216,喷码控制组件216设置在机架201上。
43.承载机构包括若干个用于对管料204进行定位的对中定位组件218和至少一个用于固定管料204的夹紧组件221,对中定位组件218包括两个相对设置的对中驱动气缸228,其中一个对中驱动气缸228驱动连接有定位杆230,夹紧组件221包括两个并列设置的夹紧块249,两个夹紧块249相向移动。
44.对于需要加工成斜腕臂701的管料204,首先利用机械臂等转移设备将待加工的管料 204移动到承载机构上,然后利用对中定位组件218对管料204进行对中定位,从而避免管料204偏移,具体地说,利用对中驱动气缸228驱动定位杆230插入到斜腕臂管料204端部的单耳连接孔中,随后整体移动夹紧组件221和管料204,使管料204向锯切机构方向移动,管料204移动到锯切机构处后,利用夹紧组件221的两个夹紧块249相向移动并且将管料204 夹紧,然后利用锯切电机208驱动锯切刀转动并且锯切电机208整体向下移动,直到锯切刀与管料204接触后将管料204锯开,之后使管料204向喷码机构的方向移动,当管料204到达喷码位置后喷码控制组件216控制喷码机217移动,并且开启喷码机217在管料204上喷涂识别码或者定制图案,最后,对中定位组件218松开,并且利用机械臂等转移设备将管料 204转移到倒角机构处,倒角电机210启动后驱动倒角刀211在管料204端部加工出倒角,至此斜腕臂701加工完成。对于需要加工成平腕臂1201的管料204,无需使用对中定位组件 218进行定位,并且在锯切完毕后将管料204移动到钻孔机构处,利用钻孔机222在管料204 上钻孔,钻孔过程中夹紧组件221将管料204夹紧,其余的加工工序与斜腕臂701的加工工序相同。
45.本发明能够利用管料204自动化加工出平腕臂1201或者斜腕臂701,加工效率更高,并且通用性强,既可以用于加工普通铝腕臂中的平腕臂1201或者斜腕臂701,也可以用于加工简统化腕臂中的平腕臂1201或者斜腕臂701,仅需要控制管料204与各加工机构的相对位置及加工工序即可。
46.锯切电机208具体的设置方式为:锯切机构包括固定设置在机架201上的升降支架 205,升降支架205上固定设置有锯切控制气缸209,并且锯切控制气缸209向下朝向机架201,锯切控制气缸209驱动连接有第一支撑板206,锯切电机208固定设置在第一支撑板206上,机架201上还固定设置有加工箱215,锯切刀伸入到加工箱215中,加工箱215上开设有两个相对设置的用于容纳管料204的通孔。锯切控制气缸209用于驱动锯切电机208上下移动,从而控制锯切刀与管料204接触或者分离,加工箱215用于避免锯切过程中产生的废屑飞溅到周围环境中,进而避免危害工作人员健康。升降支架205通过滑架207与第一支撑板206 相连接,从而利用滑架207对第一支撑板206的移动方向进行限制,保证第一支撑板206能够带动锯切电机208和锯切刀与管料204接触。
47.为了对锯切电机208的移动速度进行控制,避免锯切刀与管料204碰撞受损,也避
免锯切刀卡死,机架201上还设置有锯切阻尼器224,锯切阻尼器224位于第一支撑板206的下方,并且朝向第一支撑板206,锯切阻尼器224可以采用弹簧阻尼器等。
48.考虑到锯切过程中会产生一些废料,为了及时将废料排出,避免对后续的加工过程造成阻碍,加工箱215上固定设置有废料清除气缸223,废料清除气缸223的活塞杆伸入到加工箱215中。废料清除气缸223的活塞杆伸入到加工箱215中后可以固定连接一个衬板,管料204在加工箱215中可以与衬板接触,从而进一步提升管料204的稳定性,锯切产生的废料落在衬板上,在管料204加工完毕后废料清除气缸223将废料取出,或者带动废料与加工箱215内壁接触从而将废料从衬板上推下并且落入到加工箱215中。
49.因为倒角电机210驱动倒角刀211在管料204端部加工出倒角的过程中会带动管料 204振动,为了避免因为管料204振动造成加工失败,倒角机构包括用于支撑管料204的支撑台214,支撑台214固定设置在机架201上,支撑台214的侧方转动设置有用于将管料204 压紧在支撑台214上的第一压板213,支撑台214和倒角电机210之间还设置有顶部敞开的废屑收集盒212。在机械臂等转移设备将管料204转移到倒角机构处之后,将管料204放置在支撑台214上,然后第一压板213转动并且将管料204压紧在支撑台214上,从而将管料 204固定好,避免管料204振动,需要说明的是,过程中机械臂不与管料204分离。第一压板213连接有用于驱动第一压板213转动的压板驱动器242,压板驱动器242可以采用气缸和连杆实现,属于本领域的常规技术,在此不再赘述。
50.喷码控制组件216的具体结构为:喷码控制组件216包括固定设置在机架201上的喷码控制伺服机构237,喷码控制伺服机构237驱动连接有喷码控制气缸238,喷码控制气缸238驱动连接有安装立柱239,喷码控制伺服机构237、喷码控制气缸238和安装立柱239两两垂直,安装立柱239上移动设置有位置可固定的升降块240,喷码机217固定设置在升降块240上。通过升降块240可以调整喷码机217的垂直高度,通过喷码控制伺服机构237和喷码控制气缸238可以控制喷码机217的水平位置,该喷码控制组件216的灵活性强,保证喷码机217能够在管料204上喷涂出需要的图案。
51.升降块240具体的设置方式为:升降块240上开设有一个通槽241,通槽241两侧的两部分通过若干个拉紧螺栓相连接,在调整好升降块240的位置之后,利用拉紧螺栓将升降块240的位置固定。该设置方式结构简单,调节方便。
52.对中定位组件218的具体结构为:对中定位组件218包括固定设置在机架201上的第一底板225,第一底板225上固定设置有对中定位导轨226,并且对中定位导轨226与对中驱动气缸228相互平行,对中定位导轨226上滑动设置有对中定位滑块227,定位杆230固定设置在对中定位滑块227上。对中定位导轨226可以对对中定位滑块227的方向进行限制,进而对定位杆230的方向进行限制,避免定位杆230偏移,保证定位杆230能够顺利插入到斜腕臂管料204上的单耳连接孔中。此外,两个对中定位滑块227还能够将管料204夹紧,保证对中定位效果。
53.在本实施例中,对中定位组件218设置有两个,其中一个固定设置在机架201上,另外一个移动设置在机架201上,并且与夹紧组件221共同连接有一个直线驱动装置220,直线驱动装置220用于驱动该对中定位组件218和夹紧组件221同步移动,从而在移动管料204 的过程中,可以持续对用于加工斜腕臂701的管料204进行对中定位,避免管料204转动,进一步提升加工精度。更加具体地说,直线驱动装置220包括与夹紧组件221固定连接的直线
驱动伺服机构以及固定设置在机架201上的固定齿条253,直线驱动伺服机构驱动连接有驱动齿轮254,驱动齿轮254与固定齿条253相啮合,一个对中定位组件218的第一底板225 通过一个连接板与与夹紧组件221固定连接。当直线驱动伺服机构动作时带动驱动齿轮254 转动,因为驱动齿轮254与固定齿条253啮合,因此驱动齿轮254能够沿固定齿条253的长度方向移动,进而带动夹紧组件221和与之相连的对中定位组件218同步移动。
54.为了实现对对中定位组件218的精确控制,保证只有在管料204到位后对中驱动气缸228才会启动,从而避免误操作,对中定位导轨226的侧方设置有对射光电传感器229和用于对对中定位滑块227进行限位的限位组件231。对射光电传感器229用于检测管料204是否到位,当管料204到达第一底板225上方的时候将对射光电传感器229的光电信号截断,即可判定管料204已经到位。限位组件231用于对定位滑块进行限位,避免定位滑块过度移动损伤管料204。
55.夹紧组件221具体的结构为:夹紧组件221包括箱体244,箱体244中转动设置有齿轮254,齿轮254啮合连接有两个齿条253,并且两个齿条253相互平行,两个齿条253各固定连接有一个第一安装板248,夹紧块249对应固定设置在第一安装板248上,夹紧块249 上开设有容纳槽250,两个夹紧块249上的容纳槽250相对设置,箱体244还固定连接有夹紧驱动气缸243,夹紧驱动气缸243的活塞杆与其中一个齿条253固定连接。在管料204放置到承载机构上之后,夹紧驱动气缸243动作并且推动齿条253移动,因为两个齿条253均与齿轮254相啮合,因此该齿条253能够通过齿轮254带动另外一个齿条253移动,又因为两个齿条253相互平行,因此两个齿条253能够拉动两个第一安装板248相向移动,两个第一安装板248移动过程中带动两个夹紧块249相向移动,直到两个夹紧块249将管料204夹紧。该夹紧组件221只需要控制一个夹紧驱动气缸243即可驱动两个夹紧块249同步相向移动,更加易于控制。
56.第一安装板248具体的设置方式为:箱体244中固定设置有两个相互平行的夹紧导轨252,其中一个夹紧导轨252上滑动设置有两个第一滑块251,另外一个夹紧导轨252上滑动设置有两个第二滑块255,第一滑块251、第二滑块255和第一安装板248对应连接。具体地说,一个第一滑块251和一个第二滑块255为一组,一个第一安装板248与一组滑块相连接。导轨和滑块配合用于对第一安装板248的移动方向进行限制,保证两个夹紧块249能够准确稳定地将管料204夹紧。
57.为了对箱体244内部的部件进行保护,避免外界的粉尘等杂质大量侵入到箱体244中造成齿条253或者齿轮254卡死,箱体244的顶部设置有盖板245,盖板245上开设有两条相互平行的通槽241,第一安装板248固定连接有两个相互平行的第一连接条247,两个第一连接条247分别穿过两个通槽241后进入到箱体244中并且固定连接有滑动板246,滑动板 246、第一滑块251和第二滑块255对应连接。通槽241和第一连接条247保证齿条253能够带动第一安装板248和夹紧块249移动。
58.为了能够精确判断管料204的到位状态,从而实现对夹紧驱动气缸243的精确控制,箱体244还移动连接有碰撞检测传感器260。在管料204移动过程中,当接近碰撞检测传感器260的时候碰撞检测传感器260被触发,从而能够感知到管料204接近。
59.为了避免碰撞检测传感器260对管料204的移动造成阻碍,箱体244固定连接有第三底板256,第三底板256上固定设置有调节气缸258,调节气缸258的活塞杆与碰撞检测传
304的长度方向相互垂直,第一顶板302与调节滑轨303滑动连接。通过第一顶板302和调节滑轨303的配合,可以调整基座304在调节滑轨303的延伸方向上的位置,在转运整形后的管件的时候可以移动基座304,从而便于转运管件。相应的,可以设置用于驱动基座304 在调节滑轨303上滑动的驱动装置,驱动装置可以是气缸等常规设备。
67.支撑单元具体的结构为:方管309的长度方向与基座304的长度方向相互垂直,方管 309通过第二连接条308与基座304固定连接,方管309的底部开设有两个沿长度方向延伸的长条孔310,第二连接条308从基座304的下方绕过后两端分别穿过两个长条孔310,支撑滚轮312通过两个滚轮支架311与方管309相连接,支撑滚轮312转动设置在两个滚轮支架 311之间,滚轮支架311固定设置在方管309上。通过调整第二连接条308端部在长条孔310 中的位置,可以调整方管309在基座304上的相对位置,具体地说,可以调整方管309向基座304两侧的伸出长度,可以两个支撑机构的方管309分别向基座304的两侧伸出。该支撑单元的通用性强,只需要调整方管309的伸出方向即可组成不同的支撑机构,更加灵活,并且成本更低,此外,还能够灵活调整支撑机构的位置,便于与斜腕臂调整定位机构307或者平腕臂调整定位机构313对准。
68.为了保证支撑机构能够起到对心的作用,支撑机构还包括驱动电机314和两个方向调节滚轮316,驱动电机314固定设置在基座304上,方向调节滚轮316转动设置在基座304 上,驱动电机314通过传动带315带动其中一个方向调节滚轮316转动,方向调节滚轮316 与支撑滚轮312同轴设置。管件在放置到支撑机构上之后位于两个方向调节滚轮316之间,驱动电机314启动后驱动方向调节滚轮316滚动,进而由方向调节滚轮316带动管件转动,通过使管件转动可以避免管件卡住,进而保证支撑机构能够起到对心的作用,同时还便于斜腕臂调整定位机构307或者平腕臂调整定位机构313对管件进行操作。
69.斜腕臂调整定位机构307和平腕臂调整定位机构313均包括第四底板317,第四底板 317通过固定板306固定在基座304上,第四底板317上固定设置有一个定位气缸321和两个夹紧气缸323,其中定位气缸321通过一个气缸支撑立板320与第四底板317相连接,气缸支撑立板320垂直固设在第四底板317上,定位气缸321穿设在气缸支撑立板320上,两个夹紧气缸323的轴线均与定位气缸321的轴线垂直,夹紧气缸323驱动连接有用于夹紧斜腕臂701或者平腕臂1201的活动板324,并且活动板324与第四底板317相互垂直。管件在放置到支撑机构上并且状态稳定后,定位气缸321启动并且从管件的端部推动管件移动,通过固定定位气缸321的行程可以保证将管件推动到固定的位置,之后两个夹紧气缸323启动并且推动两个活动板324相向移动,直到两个活动板324将管件夹紧,从而完整对管件的调整定位。
70.为了能够精确控制定位气缸321和夹紧气缸323,第四底板317上垂直固设有第二支撑板329,第二支撑板329上固定设置有第一物料传感器331。第一物料传感器331用于检测管件是否移动到调整定位机构上,在检测到管件之后定位气缸321和夹紧气缸323才可以启动,从而避免误操作。根据实际情况,第一物料传感器331可以选择对射光电传感器229或者行程开关等常用元件。为了避免第一物料传感器331对管件的移动造成阻碍,第二支撑板 329上开设有一个缺口330,管件可以穿过缺口330。
71.为了对活动板324的移动方向进行限制,避免活动板324偏移,保证活动板324能够将管件夹紧,第四底板317上固定设置有两个相互平行的限位导轨325,活动板324滑动设置在限位导轨325上。
72.考虑到各个部件在加工和安装过程中难免出现误差,为了保证两个活动板324能够将管件夹紧,夹紧气缸323的活塞杆同轴固连有微调螺杆332,微调螺杆332上配合设置有两个微调螺母333,活动板324固定连接有两个微调定位块334,微调定位块334一体连接有延伸部335,延伸部335伸入到两个微调螺母333之间。通过调节两个微调螺母333在微调螺杆332上的位置,可以带动延伸部335沿微调螺杆332的轴线移动,进而带动微调定位块334 和活动板324沿微调螺杆332的轴线移动,从而实现微调活动板324位置的目的。
73.第四底板317上穿设有多个水平调节螺杆318,水平调节螺杆318上配合设置有两个水平调节螺母319,第四底板317位于两个水平调节螺母319之间。根据现场设备的安装情况,可以通过水平调节螺杆318和水平调节螺母319的配合对第四底板317进行调整,保证第四底板317处于水平状态,进而保证能够准确地对管件进行调整定位,具体地说,通过调节两个水平调节螺母319在水平调节螺杆318上的位置带动第四底板317的边缘向上或者向下移动,通过对第四底板317边缘处的不同位置进行调节,实现保证第四底板317处于水平状态的效果。
74.为了进一步提升对平腕臂1201进行调整定位的效果,平腕臂调整定位机构313的两个活动板324各固定连接有一个第一定位销326,并且两个第一定位销326相对设置。活动板324移动过程中第一定位销326对应插入到平腕臂1201上开设的连接孔中。平腕臂调整定位机构313还包括第一光电传感器327,第一光电传感器327的发射端和接收端分别固定设置在两个第一定位销326上,第一定位销326上开设有第一通孔328,第一光电传感器327 的光线穿过第一通孔328。若平腕臂1201进入到两个活动板324之间的时候连接孔与第一定位销326对准,则第一光电传感器327的光电信号短时间中断后恢复,此时可以直接利用夹紧气缸323驱动活动板324将平腕臂1201夹紧;若平腕臂1201进入到两个活动板324之间的时候连接孔与第一定位销326错开,则第一光电传感器327的光电信号完全中断,此时利用方向调节滚轮316驱动平腕臂1201转动,直到第一光电传感器327的光电信号恢复后两个夹紧气缸323驱动两个活动板324将平腕臂1201夹紧。需要说明的是,这里为便于叙述将管件改作平腕臂1201。
75.为了进一步提升对斜腕臂701进行调整定位的效果,斜腕臂调整定位机构307的两个活动板324中,其中一个活动板324固定连接有第二定位销336,并且第二定位销336朝向另外一个活动板324。活动板324移动过程中第二定位销336对应插入到斜腕臂701上用于连接支撑连接件的连接孔中。斜腕臂调整定位机构307还包括第二光电传感器338,斜腕臂调整定位机构307中,另外一个活动板324的背侧固定连接有第二安装板337,第二光电传感器338的发射端固定设置在第二安装板337上,该活动板324上开设有与发射端对应的第二通孔339,第二光电传感器338的接收端固定设置在第二定位销336上,第二定位销336 上也开设有第二通孔339,第二光电传感器338发出的光线穿过第二通孔339。若斜腕臂701 进入到两个活动板324之间的时候第二定位销336与连接孔对准,则第二光电传感器338的光电信号短时间中断后恢复,此时可以直接利用两个夹紧气缸323驱动两个活动板324将斜腕臂701夹紧;若斜腕臂701进入到两个活动板324之间的时候连接孔与第二定位销336错开,则第二光电传感器338的光电信号完全中断,此时利用方向调节滚轮316驱动斜腕臂701 转动,直到第二光电传感器338的光电信号恢复后两个夹紧气缸323驱动两个活动板324将斜腕臂701夹紧。需要说明的是,这里为便于叙述将管件改作斜腕臂701。
76.考虑到定位气缸321的活塞杆的直径通常小于管件的外径,为了保证能够推动管件移动,定位气缸321驱动连接有顶块322。
77.移动装置3包括机械臂和用于移动机械臂的龙门架,机械臂驱动连接有用于抓取管料 204的夹爪。
78.考虑到管料204锯切过程中会产生一些废料,为了对这些废料进行收集以便于集中处理,系统还包括废料仓16,废料仓16设置在移动装置的侧下方。
79.预配工装子系统还包括:两组连接件供应料盘6,平腕臂预配工装和斜腕臂预配工装设置在两组连接件供应料盘6之间,连接件供应料盘6用于承载多个连接件14;拧紧工装11,用于将连接件14固定在平腕臂1201或斜腕臂701上;第二机械手18和第三机械手19,用于将连接件14从连接件供应料盘6转运到相应的平腕臂预配工装或斜腕臂预配工装。
80.预配工装子系统还包括测量台17,测量台17采用公开号为cn212432045u的一种腕臂加工用定位测量装置,在此不再赘述。测量台17用于测量连接件14在平腕臂1201或斜腕臂701上的具体位置,得到连接件14的连接位置。
81.平腕臂与支撑连接器组合工装7和平腕臂与承力索座定位工装12之间设置有工装滑轨,平腕臂与支撑连接器组合工装7和平腕臂与承力索座定位工装12均设置在滑台13上,滑台13滑动设置在工装滑轨上,工装滑轨上设置有用于固定平腕臂1201的平腕臂固定夹爪 8。
82.预配工装子系统的使用原理为:第一机械手10抓取平腕臂1201或斜腕臂701,第二机械手18和第三机械手19从连接件14供应料盘上取下连接件14并将连接件14放至相应的平腕臂预配工装和斜腕臂预配工装。之后第一机械手10将平腕臂1201移动到平腕臂与支撑连接器组合工装7和平腕臂与承力索座定位工装12之间或是将斜腕臂701移动到斜腕臂旋转定位工装7和斜腕臂定位工装9之间。最后将组装好的平腕臂1201或斜腕臂701用第一机械手10抓取至测量台17上进行测量,确保连接件14的安装位置符合要求。
83.对于平腕臂1201,将平腕臂1201一端放入平腕臂与支撑连接器组合工装7或平腕臂与承力索座定位工装12,平腕臂1201由平腕臂固定夹爪8辅助夹持,之后控制平腕臂与支撑连接器组合工装7或平腕臂与承力索座定位工装12滑动,直至连接件14到达连接位置,平腕臂与支撑连接器组合工装7或平腕臂与承力索座定位工装12停止滑动。之后驱动拧紧工装11,拧紧工装11拧紧连接件14上的螺栓,将连接件14固定到平腕臂1201上。
84.对于斜腕臂701,将斜腕臂701一端放入斜腕臂旋转定位工装7或斜腕臂定位工装9,第一机械手10推动斜腕臂701直至连接件14到达连接位置,之后驱动拧紧工装11,拧紧工装11拧紧连接件14上的螺栓,将连接件14固定到斜腕臂701上。
85.为了避免第二机械手18和第三机械手19在转移连接件14到各个工装的过程中出现卡死的现象,在第二机械手18和第三机械手19附近均设置一个调整机构5,第二机械手18 和第三机械手19从供应料盘5上取下连接件14后,先将连接件14放在调整机构5上,由调整机构5旋转连接件14,之后第二机械手18和第三机械手19再从调整机构5上取下连接件 14并将连接件14转移到各个工装上。
86.调整机构5包括固定底座505,固定底座505上设置有一个第一摆动气缸504,第一摆动气缸504连接有调整工作台,调整工作台上固定设置有调整滑轨503,调整滑轨503的两端均固定设置有第一调整挡块,调整滑轨503上滑动设置有两个侧板502,两个侧板502 相
互平行,调整工作台上位于两个侧板502之间的区域还固定设置有第二调整挡块,侧板502 固定连接有第一定位块501,第一定位块501上固定设置有若干个第三定位销,第三定位销的个数根据连接件14的具体结构设置。调整机构5还包括第一气缸506,第一气缸506的延伸方向与调整滑轨503的长度方向相互平行,第一气缸506的缸体与其中一个侧板502通过螺栓连接,第一气缸506的活塞杆与另一个侧板502通过螺栓连接。
87.调整机构5使用原理:第二机械手18和第三机械手19将连接件14放置在两个第一定位块501之间后,驱动第一气缸506,第一气缸506的活塞杆收缩,与第一气缸506的活塞杆连接的侧板502在调整滑轨503上向连接件14的方向滑动,直至该侧板502与第二调整挡块接触,该侧板502上的第三定位销插入连接件14的其中一个第二延伸板1224上的连接件销孔1233,该侧板502不再滑动。由于第一气缸506继续工作,第一气缸506的活塞杆继续收缩,从而使第一气缸506的缸体以及与之连接的侧板502开始向连接件14滑动,直至该侧板502与第二调整挡块接触,该侧板502上的第三定位销插入连接件14的另一个第二延伸板1224上的连接件销孔1233,这时两个侧板502均不能再滑动,使第一气缸506停止工作。当连接件14被两个第三定位销固定之后,驱动第一摆动气缸504,第一摆动气缸504带动调整工作台旋转,连接件14也随之转动。等到连接件14转动合适角度之后,驱动第一气缸506,第一气缸506的活塞杆伸长,与第一气缸506的活塞杆连接的侧板向远离连接件14的方向滑动,直至该侧板502与第一调整挡块接触,该侧板502停止滑动。由于第一气缸506继续工作,第一气缸506的活塞杆继续伸长,从而使第一气缸506的缸体以及与之连接的侧板502 开始向远离连接件14的方向滑动,直至该侧板502与第一调整挡块接触,此时两个侧板502 均停止滑动,所有第三定位销均脱离连接件销孔1233,调整机构5松开连接件14,第二机械手18和第三机械手19取下连接件14。
88.连接件供应料盘6包括包括支座605、上层料盘601和下层料盘604,支座605上平行设置有两个第一挡板606,上层料盘601滑动设置在两个第一挡板606上,下层料盘604 滑动设置在支座605上并位于两个第一挡板606之间,上层料盘601和下层料盘604上均设置有多个连接件14。其中一组连接件供应料盘6有两个,两个连接件供应料盘6分别用于承载组合定位环和承力索座,另一组连接件供应料盘6有一个,用于承载支撑连接器。
89.连接件14包括承力索座、组合定位环、支撑连接器等腕臂预配过程中所用到的用于连接平腕臂1201、斜腕臂701与腕臂其他部件的器件。
90.连接件14的具体结构形式为:连接件14包括两个弧形件1230,两个弧形件1230通过螺栓连接形成容纳平腕臂1201或斜腕臂701的腕臂通道。当连接件14为承力索座时,其中一个所述弧形件1230连接有两个平行设置的第二延伸板1224,第二延伸板1224上开设有两个连接件销孔1233。当连接件14为组合定位环或支撑连接器时,其中一个所述弧形件1230 连接有两个平行设置的第二延伸板1224,第二延伸板1224上开设有一个连接件销孔1233。
91.连接件14通过连接件底座14设置在上层料盘601和下层料盘604上,连接件14与连接件底座618可拆卸连接,连接件14、连接件底座618以及上层料盘601或是下层料盘604 之间的连接方式可以是:连接件底座618上开设有限位槽,上层料盘601和下层料盘上均设置有多个用于与限位槽配合的限位块。连接件底座618上设置有用于对连接件14限位的固定夹。
92.连接件供应料盘6使用原理分为两部分:放料和取件。放料由人工进行,取件由第
二机械手18和第三机械手19完成。上层料盘601与下层料盘604由人工推动或是由驱动装置驱动,驱动装置可以是气缸、液压缸等。假使初始时,对上层料盘601进行放料,对下层料盘604进行取件,将此时上层料盘601与下层料盘604的位置分别记为放料位置和取件位置;然后推动上层料盘601至取件位置,由第二机械手18或第三机械手19取件,之后推动下层料盘604至放料位置,人工对下层料盘604进行放料;当上层料盘601上的连接件14被取完后,推动上层料盘601至放料位置进行人工放料,然后推动下层料盘604至取件位置进行取件,如此交替。上层料盘601与下层料盘604之间留有一定空间,避免在推动上层料盘601 的过程中上层料盘601触碰下层料盘604上的连接件14。
93.为了使放料和取件两个过程可以同时进行:一个第一挡板606上设置有两个惰轮,两个惰轮位于同一高度,两个惰轮上设置有料盘传送带621,上层料盘601和下层料盘604均固定设置在料盘传送带621上。
94.由于上层料盘601和下层料盘604设置在料盘传送带621上,因此上层料盘601和下层料盘604的运动是同步进行的,推动上层料盘601至取件位置或放料位置时,下层料盘604 会与之同步做方向相反的运动,下层料盘604会到达放料位置或取件位置。
95.为了便于人工推动上层料盘601和下层料盘604,在上层料盘601与下层料盘604上设置把手613,能轻松地拉动或是推动上层料盘601与下层料盘604,同时避免工作人员误碰连接件14。
96.为了防止上层料盘601和下层料盘604在取件或是放料时晃动,第一挡板606可拆卸连接有第二气缸607,第二气缸607的活塞杆固定连接有自动销钉,第二气缸607的延伸方向垂直于上层料盘601,上层料盘601固定连接有两个定位板608,上层料盘601为方形料盘,定位板608的个数为两个,两个定位板608分别位于上层料盘601的两个顶角,两个定位板 608的连线方向与上层料盘601的滑动方向平行。定位板608上开设有用于与自动销钉配合的定位销孔。
97.上层料盘601与第一挡板606之间的滑动连接方式为:第一挡板606上设置有上层滑轨602,上层滑轨602的两端均固定连接有上层挡块603。上层滑轨602与第一挡板606相互平行,上层滑轨602沿长度方向相对开设有两个长槽,上层滑轨602与上层料盘601通过若干个滑动组件616连接。
98.滑动组件616的具体结构为:滑动组件616包括中间块620和两个插块619,中间块 620位于两个插块619之间并与两个插块619固定连接,中间块620与插块619上均开设有凹槽,便于上层滑轨602穿过中间块620和插块619,中间块620与上层料盘601通过螺栓连接,插块619一体连接有两个插板,两个插板分别插入上层滑轨602的两个长槽中,插板与长槽之间留有间隙,以便滑动组件能在上层滑轨602上滑动。
99.上层料盘601处于放料位置时,上层料盘601与其中一个上层挡块603接触,驱动第二气缸607,第二气缸607推动自动销钉,自动销钉穿过其中一个定位板608上的定位销孔,对上层料盘601进行定位,由于上层料盘601和下层料盘604设置在料盘传送带621上,当自动销钉对上层料盘601进行定位时,料盘传送带621不再工作,因此下层料盘604也同步停止运动,下层料盘604此时处于取件位置,自动销钉实际上同时对上层料盘601和下层料盘604进行定位;之后控制第二气缸607,活塞杆收缩,自动销钉脱离定位销孔;然后推动上层料盘601,上层料盘601与另一个上层挡块603接触,此时自动销钉朝向另一个定位板 608上的定
位销孔时停止推动,驱动第二气缸607,第二气缸607推动自动销钉穿过定位销孔,固定上层料盘601和下层料盘604的位置,此时上层料盘601处于取件位置,下层料盘604 处于放料位置,上层料盘601与下层料盘604交替进行人工放料过程和机械手取件过程。
100.支座605的具体结构为:支座605包括支座底板614,支座底板614上平行设置有四个支座支撑板615,所有支座支撑板615共同连接有第一支座连接板609和两个第二支座连接板617,第一支座连接板609位于两个第二支座连接板617之间,两个第二支座连接板617 分别与两个第一挡板606固定连接,两个第二支座连接板617上均设置有下层滑轨611,下层滑轨611与第一挡板606相互平行,下层料盘604通过下层滑块612滑动设置在两个下层滑轨611上。
101.为了便于判断上层料盘601和下层料盘604是处于放料位置还是取件位置,在第一支座连接板609上设置有两个第二物料传感器610,第二物料传感器610用于检测上层料盘601 和下层料盘604是否到取件位置或放料位置。
102.其中一个支座支撑板615上设置有气压调速阀,用于调节第二气缸607的气压,并过滤空气中的水分。
103.平腕臂与支撑连接器组合工装7、平腕臂与承力索座定位工装12、斜腕臂与支撑连接器组合工装20以及斜腕臂与组合定位环定位工装9均包括对心机构702,对心机构702包括包括第三驱动气缸1208和两个平行设置的第一立板1207,第一立板1207滑动设置在工装支撑板1209上,第三驱动气缸1208与其中一个第一立板1207驱动连接,第三驱动气缸1208 与另一个第一立板1207固定连接,第一立板1207上转动设置有用于从周侧对平腕臂1201或斜腕臂701进行限位的对心轮1202。
104.平腕臂与支撑连接器组合工装7、斜腕臂与支撑连接器组合工装20以及斜腕臂与组合定位环定位工装9均包括用于夹持连接件14的夹具机构703,夹具机构703包括第一推动气缸708和两个相对设置的第一滑移块710,连接件14位于两个第一滑移块710之间,第一推动气缸708与其中一个第一滑移块710驱动连接,第一推动气缸708与另一个第一滑移块 710固定连接。
105.平腕臂与承力索座定位工装12还包括连接件夹紧机构,连接件夹紧机构包括两个第三立板1231,第三立板1231滑动设置在工装支撑板1209上,第三立板1231上设置有若干个第一驱动气缸1203,第一驱动气缸1203连接有用于将连接件14压紧到第三立板1231上的第三压板1225。
106.平腕臂与支撑连接器组合工装7和斜腕臂与支撑连接器组合工装20均包括旋转定位机构704,旋转定位机构704包括包括第二摆动气缸715,第二摆动气缸715驱动连接有旋转台717,旋转台717上设置有用于夹紧平腕臂1201或斜腕臂701的夹持组件。
107.对心机构702还包括第四驱动气缸1210,第四驱动气缸1210驱动连接有用于支撑平腕臂1201或斜腕臂701的顶升托锟1220,顶升托锟1220的轴线方向与平腕臂1201或斜腕臂701的轴线方向垂直。
108.以平腕臂预配工装为例:
109.平腕臂与承力索座定位工装12包括工装支撑板1209、对心机构702与连接件夹紧机构。对心机构702与连接件夹紧机构均设置在工装支撑板1209上。对心机构702用于使平腕臂1201的轴线与腕臂通道的轴线重合,连接件夹紧机构用于夹紧连接件14并固定连接件
14 的位置。工装支撑板1209固定设置在滑台13上。
110.对心机构702包括第三驱动气缸1208和两个平行设置的第一立板1207,第一立板 1207滑动设置在工装支撑板1209上,第三驱动气缸1208与其中一个第一立板1207驱动连接,第三驱动气缸1208与另一个第一立板1207固定连接,第一立板1207上转动设置有用于从周侧对平腕臂1201进行限位的对心轮1202。
111.每个第一立板1207上设置有四个对心轮1202,其中两个对心轮1202高度相同并向上倾斜,另外两个对心轮1202的高度相同并向下倾斜,两个第一立板1207上的对心轮1202 对称设置,第一机械手10抓取平腕臂1201使平腕臂1201穿过八个对心轮1202之间形成的对心通道,第三驱动气缸1208的延伸方向垂直于平腕臂1201的轴线方向,两个第一立板1207 滑动设置在工装支撑板1209上,第三驱动气缸1208的缸体与一个第一立板1207固定连接,第三驱动气缸1208的活塞杆穿过与第三驱动气缸1208缸体连接的第一立板1207后与另一个第一立板1207连接,两个第一立板1207之间设置有第一对心挡块1236。
112.对心过程中,两个第一立板1207之间的空间记为对心区域,初时,两个第一立板1207 之间的距离较大,由第一机械手10抓取平腕臂1201放至对心区域,此时平腕臂1201与第一立板1207之间留有距离;之后,驱动第三驱动气缸1208工作,第三驱动气缸1208的活塞杆收缩,与第三驱动气缸1208的活塞杆连接的第一立板1207先向平腕臂1201方向滑动,当该第一立板1207与第一对心挡块1236触碰时,该第一立板1207上的对心轮1202与平腕臂1201 贴合,该第一立板1207停止滑动,由于第三驱动气缸1208继续工作,第三驱动气缸1208的活塞杆继续收缩,从而使第三驱动气缸1208缸体以及与之连接的第一立板1207同步向平腕臂1201方向滑动,直至所有对心轮1202与平腕臂1201贴合并夹紧平腕臂1201,完成对心过程。之后操控第一机械手10,带动平腕臂1201向连接件夹紧机构移动。平腕臂1201向连接件夹紧机构移动的过程中,对心轮1202也会随之转动,对心轮1202表面光滑无毛边,避免在平腕臂1201上留下划痕。
113.对心机构702的具体结构为:对心机构702还包括对心支撑板1234,对心支撑板1234 固定设置在工装支撑板1209上,第三驱动气缸1208固定设置在对心支撑板1234上,对心支撑板1234上设置有第二滑轨1222,第二滑轨1222的长度方向与平腕臂1201的轴线方向垂直,第一立板1207固定连接有第一连接块1221,第一连接块1221与第二滑轨1222滑动配合。
114.第三驱动气缸1208与两个第一立板1207的具体连接方式为:第一立板1207一体连接第一延伸板1218,第一立板1207与第一延伸板1218形成l型结构,第一延伸板1218所处位置的高度不超过最下方对心轮1202所处位置的高度,以免影响平腕臂1201的运动。第三驱动气缸1208的缸体与其中一个第一延伸板1218通过螺栓连接,该第一延伸板1218上开设第三通孔,第三通孔的孔径大于第三驱动气缸1208的活塞杆的直径,第三驱动气缸1208 的活塞杆穿过第三通孔之后与另一个第一延伸板1218驱动连接,第二滑轨1222的两端分别设置有第二对心挡块。
115.进行对心过程时,驱动第三驱动气缸1208,与第三驱动气缸1208的活塞杆连接的第一延伸板1218带动与之连接的第一立板1207先向第一对心挡块1236的方向滑动,当第一连接块1221与第一对心挡块1236触碰时,该第一延伸板1218停止运动,由于第三驱动气缸 1208还在继续工作,第三驱动气缸1208的活塞杆收缩,从而使第三驱动气缸1208缸体以及
与之连接的第一延伸板1218向第一对心挡块1236滑动,直至所有对心轮1202与平腕臂1201 贴合,完成对心过程。
116.需要对心机构702松开平腕臂1201时,驱动第三驱动气缸1208,第三驱动气缸1208 的活塞杆伸长,与第三驱动气缸1208的活塞杆连接的第一延伸板1218带动与之连接的第一立板1207先向距离最近的第二对心挡块的方向滑动,当该第一立板1207连接的第一连接块 1221与第二对心挡块触碰时,该第一立板1207停止滑动,由于第三驱动气缸1208还在继续工作,第三驱动气缸1208的活塞杆继续伸长,从而使第三驱动气缸1208缸体以及与之连接的第一延伸板1218同步向距离最近的第二对心挡块的方向滑动,直至两个第一连接块1221 均与第二对心挡块触碰,此时两个第一立板1207均不能滑动,第三驱动气缸1208停止工作。
117.为了使平腕臂1201保持平稳,对心机构702还包括第四驱动气缸1210,第四驱动气缸1210的延伸方向垂直与地面,第四驱动气缸1210驱动连接有用于支撑平腕臂1201的顶升托锟1220,顶升托锟1220的轴线方向与平腕臂1201的轴线方向垂直。
118.启动第四驱动气缸1210,第四驱动气缸1210推动顶升托锟1220向上移动,直至与平腕臂1201接触,为平腕臂1201提供支撑。平腕臂1201在水平移动的过程中,顶升托锟 1220会随着平腕臂1201的移动而转动,以免划伤平腕臂1201。
119.为了避免第四驱动气缸1210与顶升托锟1220接触,防止平腕臂1201移动过程中顶升托锟1220不转动从而划伤平腕臂1201,顶升托锟1220转动连接有顶升托锟架1219,顶升托锟架1219包括托锟承载板,托锟承载板上设置有两个相互平行的托锟支撑板,托锟支撑板与托锟承载板相互垂直,两个托锟支撑板上均设置有导向轴,两个导向轴分别插入顶升托锟 1220的两端,顶升托锟1220可以在两个托锟支撑板之间转动,托锟承载板上开设有t形槽,第四驱动气缸1210的活塞杆端部固定设置t形槽中。
120.连接件夹紧机构包括两个第三立板1231,第三立板1231滑动设置在工装支撑板1209 上,第三立板1231上设置有若干个第一驱动气缸1203,第一驱动气缸1203连接有用于将弧形件31压紧到第三立板1231上的第三压板1225。第三立板1231还连接有第六驱动气缸1228。
121.连接件14设置在两个第三立板1231之间,为了固定连接件14在第三立板1231上的位置,在第三立板1231上设置第一驱动气缸1203,第一驱动气缸1203的延伸方向与平腕臂 1201的轴线方向相互平行,连接件14的位置设置好之后,驱动第一驱动气缸1203,第一驱动气缸1203带动第三压板1225向连接件14所在位置移动,直至第三压板1225将弧形件31 压紧到第三立板1231上。
122.连接件夹紧机构还包括第四支撑板1235,第四支撑板1235固定设置在工装支撑板 1209上,第四支撑板1235固定设置有第三滑轨1227,第三滑轨1227的长度方向与平腕臂 1201的轴线方向垂直,第三立板1231固定连接有第二连接块1229,第二连接块1229滑动设置在第三滑轨1227上,两个第三立板1231分别固定连接有第一气缸连接板1217和第二气缸连接板1226,第一气缸连接板1217和第二气缸连接板1226分别与两个第二连接块1229固定连接,一个第六驱动气缸1228与第一气缸连接板1217驱动连接,另一个第一气缸连接板 1217与第二气缸连接板1226驱动连接,两个第六驱动气缸1228的延伸方向与第三滑轨1227 平行。第四支撑板1235上设置有两个气缸支撑座,两个气缸支撑座位于第三滑轨1227的两侧,两个第六驱动气缸1228分别固定设置在两个气缸支撑座上。
123.需要对两个第三立板1231的位置进行调节时,驱动两个第六驱动气缸1228,第六驱动气缸1228的活塞杆的伸长或收缩带动第三立板1231在第三滑轨1227上滑动。两个第三立板1231之间形成异形通道,异形通道的形状与连接件14的形状相匹配,两个第三立板1231 之间始终保持一定距离,以免第六驱动气缸1228的的活塞杆完全收缩时两个第三立板1231 会挤压连接件14。
124.为了进一步对连接件14进行定位:第三立板1231固定连接有第二定位块1223,第二定位块1223上设置有用于与连接件销孔1233配合的第五定位销1232。
125.在对连接件14进行定位时,驱动两个第六驱动气缸1228,调节两个第三立板1231 之间的距离,保证第五定位销1232插入连接件销孔1233中。
126.平腕臂与承力索座定位工装12还包括载物台,载物台滑动设置在工装支撑板1209上,载物台上固定设置有承力架1213和第五驱动气缸1216,承力架1213包括两个平行设置的工字板,工字板固定设置在载物台上,两个工字板共同连接有承力板,第五驱动气缸1216位于两个工字板之间,第五驱动气缸1216穿过承力板后连接有旋转托锟支撑板1212,旋转托锟支撑板1212一体连接有两个平行设置的第二立板1211,两个第二立板1211之间共同连接有两个用于支撑平腕臂1201的旋转托锟1205,旋转托锟1205的轴线方向与平腕臂1201的轴线方向平行。
127.工装支撑板1209上设置有第一滑轨1215和气缸支撑座,第一滑轨1215的长度方向垂直于平腕臂1201的轴线方向,第一滑轨1215上滑动设置有第三连接块,第三连接块与载物台固定连接,第五驱动气缸1216设置在载物台上。气缸支撑座上设置有第二驱动气缸1206,第二驱动气缸1206的延伸方向与第一滑轨1215的长度方向平行,第二驱动气缸1206与载物台驱动连接。两个旋转托锟1205转动设置在两个第二立板1211之间。
128.在平腕臂1201穿过腕臂通道后,驱动第二驱动气缸1206,第二驱动气缸1206带动载物台通过第三连接块在第一滑轨1215上滑动,调整旋转托锟1205在水平面上的位置;驱动第五驱动气缸1216,第五驱动气缸1216带动旋转托锟1205上升或下降,调整旋转托锟1205 在垂直面上的位置。调整旋转托锟1205的位置,确保平腕臂1201穿过腕臂通道后能落在两个旋转托锟1205之间,两个旋转托锟1205为平腕臂1201提供支撑,当平腕臂1201需要旋转时,旋转托锟1205会随着平腕臂1201转动,保证平腕臂1201不会被划伤,同时旋转托锟 1205为平腕臂1201提供的支撑可以增加平腕臂1201旋转时的稳定性。
129.工装支撑板1209还固定连接有控制箱载板1214,控制箱载板1214上固定设置有平腕臂工装控制箱1204,平腕臂工装控制箱1204与所有的气缸电性连接,通过平腕臂工装控制箱1204对所有的气缸进行控制切换。
130.平腕臂与支撑连接器组合工装7包括对心机构702、夹具机构703和旋转定位机构704。平腕臂与支撑连接器组合工装7中的对心机构702的结构以及原理同平腕臂与承力索座定位工装12中的相同。
131.平腕臂1201通过第一机械手10抓取,第一机械手10抓取平腕臂1201后将平腕臂 1201放入对心机构702,对心机构702用于调整平腕臂1201的轴线方向,保证平腕臂1201 的轴线与腕臂通道的轴线重合;对心过程完成后,第一机械手10继续推动平腕臂1201穿过腕臂通道,直至平腕臂1201被旋转定位机构704夹紧。工装还包括工装工作台706,对心机构702、夹具机构703和旋转定位机构704均设置在工装工作台706上。工装工作台706固定设置
在滑台13上。
132.夹具机构703包括第一推动气缸708和两个相对设置的第一滑移块710,连接件14 位于两个第一滑移块710之间,第一推动气缸708与其中一个第一滑移块710驱动连接,第一推动气缸708与另一个第一滑移块710固定连接。
133.夹具机构703还包括夹具工作台707,夹具工作台707固定设置在工装工作台706上,第一推动气缸708和两个第一滑移块710均设置在夹具工作台707上,两个第一滑移块710 用于夹持连接件14,两个第一滑移块710之间留有一定距离避免因距离过小从而使得连接件 14被挤压变形。夹具工作台707上沿第一滑移块710滑动的方向上设置四个夹具挡块,四个夹具挡块之间形成三个移动空间,两个第一滑移块710分别位于两个外侧的移动空间。第一推动气缸708的延伸方向与平腕臂1201的轴线方向相互垂直,第一推动气缸708的缸体与一个第一滑移块710通过螺栓连接,第一推动气缸708的活塞杆与另一个第一滑移块710通过螺栓连接。
134.当第二机械手18将一个连接件14放至两个第一滑移块710之间后,驱动第一推动气缸708,第一推动气缸708的活塞杆收缩,与第一推动气缸708活塞杆连接的第一滑移块710 沿第一推动气缸708的延伸方向向连接件14移动,直至该第一滑移块710与夹具挡块接触,该第一滑移块710停止移动,由于第一推动气缸708继续工作,第一推动气缸708的活塞杆继续收缩,从而使第一推动气缸708缸体以及与之连接的第一滑移块710同步向连接件14方向移动,直至两个第一滑移块710夹紧连接件14,此时两个第一滑移块11均与夹具挡块接触,不能继续移动,第一推动气缸708停止工作。
135.需要夹具机构703松开连接件14时,驱动第一推动气缸708,第一推动气缸708的活塞杆伸长,与第一推动气缸708活塞杆连接的第一滑移块710沿第一推动气缸708的延伸方向向远离连接件14的方向滑动,直至该第一滑移块710与夹具挡块接触,该第一滑移块 710停止移动,由于第一推动气缸708继续工作,第一推动气缸708的活塞杆继续伸长,从而使第一推动气缸708缸体以及与之连接的第一滑移块710同步向远离连接件14的方向滑动,直至两个第一滑移块710均与夹具挡块接触,两个第一滑移块710不能继续移动,第一推动气缸708停止工作。
136.第一滑移块710固定连接有固定块709,两个固定块709与两个第一滑移块710的形状根据连接件14的形状进行制作,两个固定块709以及两个第一滑移块710之间形成异形通道,异形通道的形状与连接件14的形状相似,以便调节距离后的两个第一滑移块710能与连接件14贴合。
137.为了便于第一滑移块710在夹具工作台707上进行滑动,同时也为了保证两个第一滑移块710处于同一直线上,夹具工作台707上固定设置有夹具滑轨714,夹具滑轨714的长度方向与第一推动气缸708的延伸方向平行,两个第一滑移块710均滑动设置在夹具滑轨714 上。
138.为了避免第一推动气缸708与夹具滑轨714的位置发生冲突,第一推动气缸708通过夹具立板35带动第一滑移块710在夹具滑轨714上滑动,保证第一推动气缸708与夹具滑轨 714之间留有足够的距离,以免第一推动气缸708工作时影响到夹具滑轨714。
139.两个第一滑移块710之间设置有第二推动气缸713,第二推动气缸713的延伸方向与平腕臂1201的轴线方向相互平行。第二推动气缸713驱动连接有第二压板712,第二压板
712 上穿设有用于将连接件14压紧到第一滑移块710的压紧件711。第二推动气缸713将夹具滑轨714分割为两段,两个第一滑移块710分别位于两段夹具滑轨714上,四个夹具挡块分别固定设置在两段夹具滑轨714的两端。
140.图41中为第二压板712的初始状态和最终状态。第二压板712的数量为一个,第二推动气缸713的活塞杆与第二压板712固定连接,压紧件711穿过第二压板712,第二推动气缸713的活塞缸可旋转。初始时,第二压板712的长度方向与夹具滑轨714的长度方向平行,此时的压紧件711朝向第一滑移块710,驱动第二推动气缸713,第二推动气缸713带动第二压板712旋转,直至压紧件711朝向连接件14,同时第二推动气缸713的活塞杆收缩,第二推动气缸713带动第二压板712移动向连接件14方向移动,直至压紧件711压紧连接件 14,最终第二压板712的长度方向与夹具滑轨714的长度方向垂直。
141.旋转定位机构704包括第二摆动气缸715和旋转定位工作台720,旋转定位工作台720 滑动设置在工装工作台706上,旋转定位工作台720的滑动方向与平腕臂1201的轴线方向相互垂直,第二摆动气缸715固定设置在旋转定位工作台720上,第二摆动气缸715驱动连接有旋转台717,旋转台717上设置有用于夹紧平腕臂1201的夹持组件。
142.夹持组件包括第三推动气缸722和两个平行设置在旋转台717上的滑移板718,第三推动气缸722与其中一个滑移板718驱动连接,第三推动气缸722与另一个滑移板718固定连接,滑移板718上设置有第四定位销719。
143.平腕臂1201的一端开设有平腕臂连接孔,平腕臂1201带有平腕臂连接孔的一端穿过对心通道和腕臂通道后伸入两个滑移板718之间。旋转台717上固定设置有第一导向轨723,滑移板718固定连接有第二滑移块724,第二滑移块724与第一导向轨723滑动配合,第三推动气缸722的缸体与一个滑移板718通过螺栓连接,第三推动气缸722的活塞杆穿过与第三推动气缸722缸体连接的滑移板718后与另一个滑移板718通过螺栓连接。旋转台717上两个滑移板718之间设置有限位挡块729,旋转台717上还固定设置有两个第一限位螺栓728,第一限位螺栓728的轴线方向与平腕臂1201的轴线方向相同,两个第一限位螺栓728位于分别位于两个滑移板718的一侧,两个滑移板718上均设置有第二限位螺栓730,第二限位螺栓730朝向限位挡块729。
144.第三推动气缸722的延伸方向与平腕臂1201的轴线方向相互垂直,平腕臂1201带有平腕臂连接孔的一端伸入两个滑移板718之间之后,驱动第三推动气缸722,第三推动气缸 722的活塞杆收缩,与第三推动气缸722活塞杆连接的滑移板718先在第一导向轨723上向平腕臂1201方向滑动,直至该滑移板718上的第二限位螺栓730与限位挡块729接触,该滑移板718停止滑动,该滑移板718上的第四定位销719插入平腕臂1201上的平腕臂连接孔,由于第三推动气缸722继续工作,第三推动气缸722活塞杆继续收缩,从而使第三推动气缸 722缸体以及与之连接的滑移板718同步向平腕臂1201方向滑动,直至两个两个滑移板718 上的第二限位螺栓730均与限位挡块729接触,此时两个滑移板718上的第四定位销719均插入平腕臂1201的平腕臂连接孔,完成对平腕臂1201的定位,第三推动气缸722停止工作。在平腕臂1201的旋转过程中,由两个第四定位销719带动平腕臂1201进行旋转,同时定位销也能保证平腕臂1201在旋转过程中不会脱离旋转定位机构704。
145.需要旋转定位机构704松开平腕臂1201时,驱动第三推动气缸722,第三推动气缸 722的活塞杆伸长,与第三推动气缸722活塞杆连接的滑移板718先在第一导向轨723上向远
离平腕臂1201的方向滑动,直至该滑移板718与第一限位螺栓728接触,该滑移板718停止滑动,由于第三推动气缸722继续工作,第三推动气缸722活塞杆继续伸长,从而使第三推动气缸722缸体以及与之连接的滑移板718同步向远离平腕臂1201的方向滑动,直至两个滑移板718分别与两个第一限位螺栓728接触,两个滑移板718均停止滑动,第三推动气缸 722停止工作。
146.旋转定位工作台720与工装工作台706之间的具体设置方式为:第二摆动气缸715与旋转台717之间设置有支撑立板716,支撑立板716固定设置在旋转定位工作台720上,工装工作台706上固定设置有两个第二导向轨726,旋转定位工作台720滑动设置在两个第二导向轨726上,第二导向轨726的长度方向与第三推动气缸722的延伸方向平行,旋转定位工作台720连接有第四推动气缸725,第四推动气缸725的延伸方向与第二导向轨726的长度方向平行。
147.为了加强旋转定位机构704的稳定性,支撑立板716与旋转定位工作台720之间固定连接有梯形立板721。在工装工作台706上平行设置有两个第二挡板727,第二挡板727用于对旋转定位工作台720进行限位,防止旋转定位机构704脱离工装工作台706,两个第二挡板727之间的连线方向与第二导向轨726的长度方向平行。
148.旋转定位机构704在对平腕臂1201进行定位时,先驱动第四推动气缸725,第四推动气缸725带动旋转定位工作台720在第二导向轨726上滑动,调整旋转定位机构704的位置,之后驱动第三推动气缸722,直至两个第四定位销719均插入平腕臂连接孔,两个第四定位销719共同对平腕臂1201进行定位,提高平腕臂1201在旋转过程中的稳定性。
149.平腕臂与支撑连接器组合工装7在实际应用时应与其他工装配合使用,当需要旋转平腕臂1201时,此时平腕臂1201已穿过连接件14的腕臂通道,驱动第三驱动气缸1208和第一推动气缸708,使对心机构702与平腕臂1201分离、连接件14与夹具机构703分离,之后控制第二摆动气缸715,使得旋转台717旋转,旋转台717通过夹持组件带动平腕臂1201 进行旋转。对心机构702与夹具机构703的顺序可以对调。
150.平腕臂与支撑连接器组合工装7还包括平腕臂工装控制箱705,平腕臂工装控制箱705 与第二摆动气缸715以及所有的气缸电性连接,通过平腕臂工装控制箱705可以随时切换对第二摆动气缸715和所有的气缸的工作状态。
151.斜腕臂与支撑连接器组合工装20包括对心机构702、夹具机构703和旋转定位机构 704,对心机构702同平腕臂与承力索座定位工装12中的对心机构702结构以及原理均相同,夹具机构703和旋转定位机构704的结构及原理均同平腕臂与支撑连接器组合工装7的一致,区别仅在于斜腕臂与支撑连接器组合工装20中的旋转定位机构704中只有一个第四定位销 719。
152.斜腕臂与组合定位环定位工装9同平腕臂与承力索座定位工装12的区别仅在于夹持连接件14的机构为夹具机构703,斜腕臂与组合定位环定位工装9中的夹具机构703的结构和原理同平腕臂与支撑连接器组合工装7的相同。
153.拧紧工装11包括升降台1106,升降台1106上设置有驱动器1102,驱动器1102驱动连接有移动台1111,移动台1111滑动设置在升降台1106上,移动台1111上移动设置有若干个移动组件,移动组件固定连接有拧紧枪1101,拧紧枪1101向移动台1111的下方延伸。
154.连接件14上同一处固定所需要螺栓的个数为一个或两个,因此设置拧紧枪1101的
个数为两个,移动组件的个数也为两个,移动组件与拧紧枪1101一一对应。移动台1111水平设置,移动组件用于调整拧紧枪1101在移动台1111上的位置,即调节拧紧枪1101在水平面的位置。升降台1106上部固定设置有驱动器支撑座1103,驱动器1102设置在驱动器支撑座 1103上。驱动器1102可以是气缸,也可以是液压缸,或是其他可推动移动台1111做往复运动的机构或器件。驱动器1102的驱动以及拧紧枪1101的工作均可以采用阀岛进行控制。
155.拧紧工装11使用原理为:拧紧工装11共有四个,分别位于平腕臂与支撑连接器组合工装7、平腕臂与承力索座定位工装12、斜腕臂与支撑连接器组合工装20、斜腕臂与组合定位环定位工装9的上方,实际使用过程中,连接件14位于移动台1111的下方,需要进行螺栓的拧紧时,驱动驱动器1102,驱动器1102固定连接有第二顶板1104,第二顶板1104与移动台1111固定连接,驱动器1102的工作会推动第二顶板1104向下移动,第二顶板1104推动移动台1111向下移动,拧紧枪1101会随之下降,拧紧枪1101包括套筒1117,套筒1117 用于拧紧螺栓。拧紧枪1101在移动台1111上的位置可以由人工调节,在拧紧枪1101下降之前调节好移动组件,以便使用,或是通过气缸进行调节,在拧紧枪1101下降或之前或是过程中调整拧紧枪位置。通过移动组件调整拧紧枪1101的位置,直至螺栓伸入套筒1117内,驱动器1102停止工作,驱动拧紧枪1101,套筒1117拧紧螺栓后拧紧枪1101停止工作,驱动驱动器1102,驱动器1102带动移动台1111向上移动直至复位。
156.为了便于移动台1111的移动:升降台1106固定连接有升降台底板1108,升降台1106 的长度方向垂直于升降台底板1108。升降台1106上设置有油缸1118,拧紧工装在使用时应与其他工装配合使用,油缸1118用于为滑台13供油。升降台1106上沿长度方向固定设置有两个第二线性导轨1107,移动台1111固定连接有两个第三滑块,两个第三滑块分别滑动设置在两个第二线性导轨1107上。
157.移动组件与移动台1111之间的具体设置方式为:移动台1111上固定设置有两个第三线性导轨1113,移动组件固定连接有两个第四滑块,两个第四滑块分别滑动设置在两个第三线性导轨1113上,移动组件在第三线性导轨1113上的移动可以由人工调节,提前调节好拧紧枪1101的位置以便使用,也可以采用气缸进行调节。
158.移动组件的具体结构为:移动组件包括第一移动板1115,第一移动板1115与第四滑块固定连接,第四滑块与第三线性导轨1113滑动配合,第一移动板1115上固定设置有第一线性导轨1105,第一线性导轨1105上滑动设置有第三滑块,第三滑块与第二移动板1116固定连接,第一线性导轨1105的长度方向与第三线性导轨1113的长度方向相互垂直。第一线性导轨1105上滑动设置有第二移动板1116,第二移动板1116与拧紧枪1101固定连接。
159.为了提高拧紧枪1101位置调节精度:第一移动板1115上固定设置有第一指针1114,移动台1111上设置有与第一指针1114相配合的第一标尺1112。第二移动板1116上固定设置有第二指针1119,第一移动板1115上设置有与第二指针1119相配合的第二标尺1120。
160.调整拧紧枪1101位置时,根据第一指针1114和第一标尺1112可以得到第一移动板 1115在第三线性导轨1113上的滑动距离,也可以得到拧紧枪1101在第三线性导轨1113上的实时位置,从而判断拧紧枪1101在第三线性导轨1113长度方向上的滑动方向以及滑动距离;根据第二指针1119和第二标尺1120可以得到第二移动板1116在第一线性导轨1105上的滑动距离,也可以得到拧紧枪1101在第一线性导轨1105上的实时位置,从而判断拧紧枪
1101 在第一线性导轨1105长度方向上的滑动方向以及滑动距离。
161.为了限制移动台1111的升降速度并限制移动台1111的升降长度:升降台1106上固定设置有阻尼器1109和限位件1110,阻尼器1109位于移动台1111的下方并且朝向移动台 1111,限位件1110位于阻尼器1109的侧方。
162.最后,预配系统还可以包括一个转运工作台,加工装置2、移动装置3、调整校正装置4、斜腕臂管件上料装置5、废料仓6、第一机械手10、第二机械手18、调整机构5、连接件供应料盘6、斜腕臂与支撑连接器组合工装20、平腕臂与支撑连接器组合工装7、斜腕臂与组合定位环定位工装9、第三机械手19、平腕臂与承力索座定位工装12均固定设置在转运工作台上,转运工作台可以固定连接有多个相互平行的方形钢管,可以利用叉车与方管配合将转运工作台以及转运工作台上的各装置同步抬起,从而方便地转移位置,提升了系统的灵活性。在此基础上,平腕臂管件上料装置1的出料台108与加工装置2的承载机构对准,但是平腕臂管件上料装置1与出料台108不直接连接,从而使平腕臂管件上料装置1与转运工作台之间是分离状态,便于在转移转运工作台及其上的各装置的同时,可以同步移动平腕臂管件上料装置1。
163.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明发明的精神或范围的情况下,在其它实施例中实现。因此,本发明发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
164.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。