1.本发明属于勺子的注塑成型技术领域,具体涉及一种勺子通用型自动注塑成型生产线。
背景技术:
2.注塑成型的工作原理与打针用的注射器相似,它是一种注射兼模塑的成型方法,它能够通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后得到成型品。该方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域,同时该方法也适用于形状复杂部件的批量生产,是重要的加工方法之一。
3.勺子是常见的生活用品之一,在日常生活中需要大量使用,但是统一形状的勺子在市场中缺乏竞争力,因此勺子的更新换代较为常见,而塑料勺子在注塑成型过程中,往往是模具与勺子形状一一对应的。现有的生产线中,为了解决成本,往往会在同一个模具上处成型多个勺子,而所需要注塑的勺子越多,成型模具就越大,模具的制造难度也会成倍增加,比如成型十个勺子的一个模具往往比成型十个勺子的十个模具成本更高;其主要原因在于小型号的模具的对技术人员的技术要求更低,更易于生产;勺子更新换代后,相应的模具也将会报废,造成极大的浪费;而目前市面上缺少能够通用于勺子的各型号小型模具的批量化注塑的生产线,该市场空白成为了有待解决的问题。
4.此外,勾勺属于勺子中的一种,勾勺具有的勾部能够勾到碗沿处,从而避免勾勺掉入碗内,而先后的塑料勾勺往往仅仅是在勺柄处进行小幅度弯曲,其主要原因在是勾部弯曲大于九十度时,勾勺不易从成型模具中取出,因此,设计一款能够形成弯曲度大于九十度的勾勺成型模具也成为了有待解决的问题。
技术实现要素:
5.为了解决现有注塑成型生产线无法满足勺子模具更新换代后的通用化批量生产的问题,本方案提供了一种勺子通用型自动注塑成型生产线。
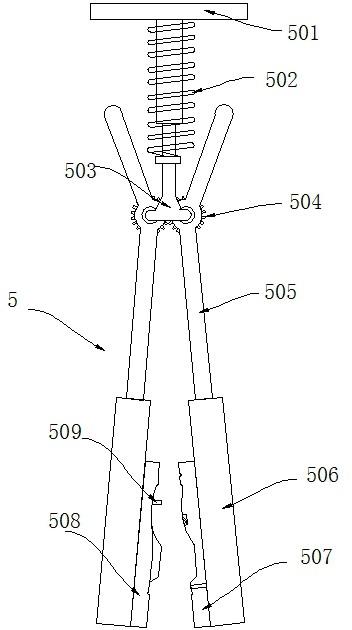
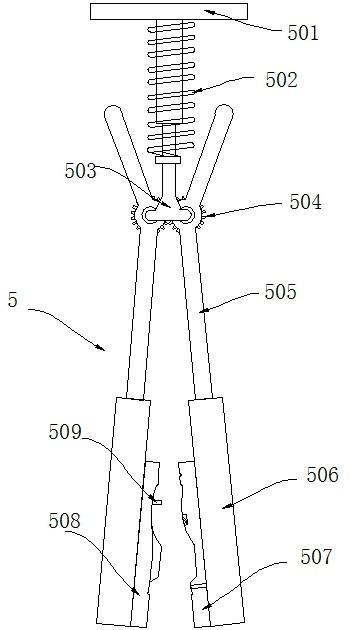
6.本发明所采用的技术方案为:一种勺子通用型自动注塑成型生产线,包括链绳输送线和注塑模具;所述链绳输送线包括主动轮、从动轮和连接于两者之间的输送链绳;沿输送链绳的输送方向先后设置有注塑工位和卸料工位;所述注塑模具包括顶部横台、拉伸弹簧、转动座、v形臂杆、第一主模体和第二主模体;顶部横台悬挂连接于输送链绳上并随其移动;转动座通过拉伸弹簧连接于顶部横台的下方;两个v形臂杆的拐点处分别与转动座转动连接,且两者的转动连接处分别设置有连动齿轮,两个连动齿轮相互啮合;在v形臂杆的下端分别连接有一个模具座;第一主模体和第二主模体分别可拆卸的连接在对应的模具座上,并能够相互扣合形成用于勺子成形的注塑
腔;在注塑腔的下方设置有注塑孔;在注塑工位处设置有注塑机;在注塑机的上方设置有注塑台,在注塑台的上方设置有升降台,所述注塑机的注塑嘴设置于注塑台的中心处,并从升降台的中心处伸出;所述升降台的两个相对侧分别设置有第一伸缩器,两个第一伸缩器的伸缩杆能够对向伸出并抵紧对应侧的模具座,以使第一主模体和第二主模体相互扣合;所述升降台能够竖向升降,以拉动两个模具座下移,并使注塑孔与注塑嘴匹配对接;卸料工位处设置前卸料架,前卸料架呈u字形并倒扣于输送链绳上,在前卸料架的两端处分别设置有一个第二伸缩器,两个第二伸缩器相对设置,第二伸缩器的伸缩杆指向v形臂杆的拐点处,并能够控制第一主模体和第二主模体相互张开,以使成型后的勺子掉出。
7.作为上述方案的备选结构或补充设计:所述前卸料架上连接有倒u字形的弹性弯部,前卸料架通过弹性弯部进行连接固定,在前卸料架的上部设置有振动器,振动器用于带动前卸料架高频振动,以抖落勺子。
8.作为上述方案的备选结构或补充设计:所述第二伸缩器连接有c形接触件,c形接触件的两端分别抵于v形臂杆拐点的上部和下部;该c形接触件具有弯曲弹性;在卸料工位处还设置有后卸料架,后卸料架设置于前卸料架的后侧,且该后卸料架呈u字形并倒扣于输送链绳上,在后卸料架的两端处分别设置有一个第三伸缩器,两个第三伸缩器相对设置,第三伸缩器的伸缩杆与对应的v形臂杆的上部相抵,以使第一主模体和第二主模体二次张开。
9.作为上述方案的备选结构或补充设计:在注塑工位和卸料工位之间设置有冷却工位,所述冷却工位处设置冷风喷嘴,注塑模具的移动路径经过所述冷风喷嘴;所述卸料工位的输送侧设置有刷模工位,刷模工位处设置有横向布置的刷模轴,在刷膜轴上分布有若干刷毛,所述刷毛能够在离心力作用下变直,并刷洗第一主模体和第二主模体。
10.作为上述方案的备选结构或补充设计:注塑工位和卸料工位设于输送链绳的一侧,在输送链绳的另一侧依次设置有水洗工位、烘干工位和脱模剂工位;第一主模体和第二主模体的内表面在所述水洗工位处进行射流冲洗;第一主模体和第二主模体在所述烘干工位处进行热风烘干,热风的温度不高于75℃;第一主模体和第二主模体的内表面在所述脱模剂工位处进行脱模剂喷涂。
11.作为上述方案的备选结构或补充设计:在水洗工位处设置有等腰三角形状的喷水台,在喷水台的两个腰上均布有若干射流喷嘴;第一主模体与第二主模体的相对夹角与等腰三角形的顶角角度相当;在喷水台的两侧分别设置有水洗线,位于同一个腰上的所有射流喷嘴均朝向同一水洗线,第一主模体或第二主模体的内侧面经过水洗线时被集中的多股射流冲洗。
12.作为上述方案的备选结构或补充设计:烘干工位的下方设置有沿输送方向逐渐升温的多个电加热器,电加热器的下方设置有鼓风机,烘干工位具有一定的长度,使得烘干工位沿其长度方向每米升温速度为5℃
‑
10℃。
13.作为上述方案的备选结构或补充设计:所述脱模剂工位处设置有等腰三角形状的喷台,喷台的两个腰上均布若干雾化喷嘴;第一主模体与第二主模体的相对夹角与喷台的顶角角度相当;在从动轮处设置有弧形的预热工位,该预热工位处的内侧和外侧分别设置有弧形的电加热板,两个电加热板之间构成用于注塑模具通过的通道,注塑模具于两者之间被预热至指定温度。
14.作为上述方案的备选结构或补充设计:所述勺子的勺柄后侧设置有倒钩,在勺子的底部设置有两个半球形凸起,两个半球形凸起用于撑起勺子的底面;在第一主模体对应倒钩的部位设置有滑槽,滑槽内滑动设置有两个子模体并固定设置有两个挡块,子模体与对应的挡块之间设置有牵引弹簧;在第二主模体上设置有推柱,在子模体上设置有对应于推柱的斜面部;所述推柱能够通过斜面部推动子模体移动并拉伸牵引弹簧,并使得两个子模体相互咬合并形成用于倒钩成型的盲孔腔和用于成型勺柄对应部分的槽。
15.作为上述方案的备选结构或补充设计:在滑槽的中部设置有推出舌,推出舌通过一推出弹簧连接到第一主模体上,两个子模体靠拢时,子模体遮挡所述推出舌,两个子模体展开时,推出舌顶出成型后的勺子。
16.本发明的有益效果为:1.本方案中采用链绳输送线循环输送的方式实现勺子批量生产的问题;同时,本方案中的第一主模体和第二主模体能够快速从对应的模具座上拆卸更换,从而能够满足勺子更新换代快的问题;并且,由于第一主模体和第二主模体配合单次成型一个勺子,从而使得第一主模体和第二主模体的体积更小,加工模具的难度更低;2.本方案中采用第一主模体和第二主模体采用转动的方式完成扣合或张开,从而能够使得在扣合或张开动作可以由对应工位处的伸缩器控制完成,从而提高生产的自动化程度;此外,本方案中在注塑工位处能够控制第一主模体和第二主模体下移,从而使得成型模具在悬吊状态下完成下移;实现成型模具自动控制对位的动作;3.本方案中的水洗、烘干、脱模剂喷出等动作与注塑、卸料等工位沿链绳输送线的输送方向循环布置,从而能够有效的实现装置的自动化生产,节省人力;4.本方案中还提供了一种能够生产勾勺的成型模具以及能够弹出成型后的勾勺的推出舌,使用该成型模具时可以简化生产线上的工艺结构,并替代其振动器,从而简化结构和工艺。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
18.图1是本方案中各工位沿链绳输送线的布局图;图2是注塑模具的结构示意图;图3是注塑模具在注塑工位处的状态图;图4是注塑模具在卸料工位的前卸料架处的状态图;图5是注塑模具在卸料工位的后卸料架处的状态图;图6是注塑模具在刷模工位处的状态图;图7是注塑模具在水洗工位处的状态图;图8是一种勾勺成型的第一主模体结构图;图9是勾勺成型的第一主模体另一种状态图;图10是注塑模具可成型的一种勾勺的结构图。
19.图中:1
‑
链绳输送线;101
‑
主动轮;102
‑
从动轮;103
‑
输送链绳;2
‑
注塑工位;201
‑
第一伸缩器;202
‑
升降台;203
‑
注塑台;204
‑
升降伸缩器;205
‑
注塑机;206
‑
注塑嘴;3
‑
冷却
工位;4
‑
卸料工位;401
‑
前卸料架;402
‑
第二伸缩器;403
‑
振动器;404
‑
c形接触件;405
‑
弹性弯部;406
‑
第三伸缩器;407
‑
后卸料架;5
‑
注塑模具;501
‑
顶部横台;502
‑
拉伸弹簧;503
‑
转动座;504
‑
连动齿轮;505
‑
v形臂杆;506
‑
模具座;507
‑
第一主模体;508
‑
第二主模体;509
‑
推柱;510
‑
挡块;511
‑
子模体;512
‑
牵引弹簧;513
‑
推出舌;514
‑
斜面部;6
‑
水洗工位;601
‑
喷水台;602
‑
射流喷嘴;7
‑
烘干工位;8
‑
脱模剂工位;9
‑
预热工位;10
‑
刷模工位;1001
‑
刷模轴;11
‑
勾勺;1101
‑
倒钩;1102
‑
半球形凸起。
具体实施方式
20.下面将结合附图,对本实施例中的技术方案进行清楚、完整地描述,所描述的实施例仅仅是一部分实施例,而非是全部,基于本方案中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本方案的保护范围。
21.实施例1如图1至图7所示,本实施例设计了一种勺子通用型自动注塑成型生产线,包括链绳输送线1和注塑模具5等结构。
22.所述链绳输送线1包括主动轮101、从动轮102和连接于两者之间的输送链绳103;输送链绳103能够在水平面上循环转动,并带动注塑模具5移动,沿输送链绳103的输送方向依次设设置有注塑工位2、冷却工位3、卸料工位4、刷模工位10、水洗工位6、烘干工位7、脱模剂工位8和预热工位9。其中,注塑工位2、冷却工位3、卸料工位4位于输送链绳103的一侧;水洗工位6、烘干工位7、脱模剂工位8位于输送链绳103的另一侧;刷模工位10设置于主动轮101处,而预热工位9设置于从动轮102处。
23.所述注塑模具5包括顶部横台501、拉伸弹簧502、转动座503、v形臂杆505、第一主模体507和第二主模体508等部件。顶部横台501悬挂连接于输送链绳103的外侧,当输送链绳103移动时带动顶部横台501同步移动。转动座503通过拉伸弹簧502连接于顶部横台501的下方,转动座503能够相对于顶部横台501竖向向下移动。两个v形臂杆505的拐点处分别与转动座503转动连接,且两者的转动连接处分别设置有连动齿轮504,两个连动齿轮504相互啮合;在v形臂杆505的下端分别连接有一个模具座506;第一主模体507和第二主模体508分别可拆卸的连接在对应的模具座506上,并能够相互扣合形成用于勺子成形的注塑腔;在注塑腔的下方设置有注塑孔,该注塑孔与注塑腔连通,通过该注塑孔能够实现注塑操作,此外,一个注塑腔只成型一个勺子,从而使得第一主模体507和第二主模体508的体积更小,降低两者加工的技术难度,使得两个主模体能够由学徒就完成加工,同时也降低了两个主模体的使用成本。而两个主模体能够更换,当勺子需要更新换代时,只需要更换拆装相应的主模体并安装到模具座506上即可,使得本注塑成型生产线的通用性大大提高。此外,连动齿轮504相互啮合的关系能够使得装置能够使得链各个v形臂杆505能够同步的相对转动,并且能够增加两个v形臂杆505的转动阻力,v形臂杆505靠转动阻力保持夹角,在无外力的作用下,两个v形臂杆505不发生转动。
24.在注塑工位2处设置有注塑机205;在注塑机205的上方设置有注塑台203,在注塑台203的上方设置有升降台202,所述注塑机205的注塑嘴206设置于注塑台203的中心处,并从升降台202的中心处伸出;所述升降台202的两个相对侧分别设置有第一伸缩器201,两个第一伸缩器201的伸缩杆能够对向伸出并抵紧对应侧的模具座506,以使第一主模体507和
第二主模体508相互扣合;所述升降台202能够竖向升降,以拉动两个模具座506下移,并使注塑孔与注塑嘴206匹配对接。当注塑模具5移动至注塑工位2处时,两个第一伸缩器201的伸缩杆相对伸出,从而推动第一主模体507和第二主模体508扣合,然后利用升降伸缩器204控制伸缩台下降,从而将注塑嘴206与成型模具上的注塑孔对接,以便于实现注塑;注塑完成后,升降台202和第一伸缩器201先后复位。在注塑工位2可以并排放置多个注塑机205,或者在注塑台203上设置多个注塑嘴206,从而使得多个成型模具能够同步完成注塑。
25.在冷却工位3处设置冷风喷嘴,注塑模具5的移动路径经过所述冷风喷嘴时,该冷风喷嘴能够喷出冷风从而对注塑模具5进行冷却,避免注塑模具5中成型的勺子在脱模时未凝固而发生变形等问题。
26.在卸料工位4处设置前卸料架401和后卸料架407,前卸料架401和后卸料架407均呈u字形并倒扣于输送链绳103上,前卸料架401设置在后卸料架407的前侧。在前卸料架401的两端处分别设置有一个第二伸缩器402,两个第二伸缩器402相对设置,第二伸缩器402的伸缩杆指向v形臂杆505的拐点处,所述第二伸缩器402连接有c形接触件404,c形接触件404的两端分别抵于v形臂杆505拐点的上部和下部;该c形接触件404具有弯曲弹性;c形接触件404能够推动第一主模体507和第二主模体508相互张开,此时该第一主模体507和第二主模体508处于半张开状态,以使成型后的勺子掉出。在前卸料架401的上部设置有振动器403,在所述前卸料架401上连接有倒u字形的弹性弯部405,前卸料架401通过弹性弯部405进行连接固定,该振动器403能够以弹性弯部405为支点带动前卸料架401高频振动,从而抖落成型的勺子。当振动器403振动时,两个v形臂杆505的下端能够上下移动,并且在c形接触件404的弹力作用下,往复盖合两个主模体,从而可以借助成型腔的腔壁形成真空吸力,从而保证勺子的掉落。
27.而在后卸料架407的两端处分别设置有一个第三伸缩器406,两个第三伸缩器406相对设置,第三伸缩器406的伸缩杆与对应的v形臂杆505的上部相抵,以使第一主模体507和第二主模体508二次张开,并保证两个v形臂杆505的张开夹角达到设计的最大值。为后续工位的水洗、烘干、喷涂脱模剂等动作预留足够的空间。
28.在刷模工位10处设置有横向布置的刷模轴1001,在刷膜轴上分布有若干刷毛,所述刷毛能够在离心力作用下变直,并刷洗第一主模体507和第二主模体508。通过该刷毛能够刷洗吊成型模具内部残留的塑料,还能扫落成型模具内未掉落的勺子。
29.在水洗工位6处设置有等腰三角形状的喷水台601,在喷水台601的两个腰上均布有若干射流喷嘴602;利用高速射出的水流,不仅能够对冲洗主模体的内表面,还能够将残留的脱模剂进行水洗,从而保证冲洗后的主模体的洁净度。第一主模体507与第二主模体508的相对夹角与等腰三角形的顶角角度相当;在喷水台601的两侧分别设置有水洗线,位于同一个腰上的所有射流喷嘴602均朝向同一水洗线,第一主模体507或第二主模体508的内侧面经过水洗线时被集中的多股射流冲洗。在水洗线处具有较为集中的水流,从而提高水洗的效果。
30.在烘干工位7的下方设置有多个电加热器,多个电加热器沿输送方向逐渐升温,电加热器的下方设置有鼓风机,鼓风机向上鼓风从而对第一主模体507和第二主模体508的内表面进行热风烘干,烘干工位7具有一定的长度,使得烘干工位7沿其长度方向每米升温速度为5℃
‑
10℃,最高温度处的热风温度不高于75℃。通过逐步升温的方式,能够有效降低第
一主模体507和第二主模体508收受到温差的影响,并且在充分利用空间的情况下,达到完全烘干的效果。解决烘干温度过高以及烘干距离不足,造成表面干燥而夹缝位置残留水渍的问题。
31.在脱模剂工位8处设置有等腰三角形状的喷台,喷台的两个腰上均布若干雾化喷嘴;第一主模体507与第二主模体508的相对夹角与喷台的顶角角度相当。利用雾化喷嘴进行脱模剂喷涂,从而使得第一主模体507和第二主模体508的内表面形成一个保护层,从而方便于成型后的勺子与模具的脱模。
32.预热工位9呈圆弧形,并设置于从动轮102处,该预热工位9处的内侧和外侧分别设置有弧形的电加热板,两个电加热板之间构成用于注塑模具5通过的通道,注塑模具5于两者之间被预热至指定温度。由于小型模具具有热量变化快的问题,在长距离的输送过程中,若小型模具的温度降低速度过快,将会造成塑料在勺柄处凝固的现象,从而影响成型后勺子的形状和质量,同时为了实现整个生产线的保温,可以将该整个生产线设置到一个封装的保温外壳内。
33.实施例2如图7至图10所示,由于现有的注塑模具5不适用于弯曲度大于九十度的勾勺11的注塑生产加工,本实施例设计了有带有倒钩1101的勾勺11以及设计了该勾勺11的注塑成型模具结构。
34.在所述勾勺11的勺柄后侧设置一个倒钩1101,然后在在勺子的底部设置有两个半球形凸起1102,两个半球形凸起1102用于撑起勺子的底面,从而使得勾勺11能够在半球形凸起1102的支持下能够稳定的放置于平面上,从而减少勾勺11内表面的污染。本勾勺11可以使用实施例1中的生产线进行生产制造。
35.本实施例的成型模具包括有第一主模体507和第二主模体508,在第一主模体507对应倒钩1101的部位设置有滑槽,滑槽内滑动设置有两个子模体511并固定设置有两个挡块510,子模体511与对应的挡块510之间设置有牵引弹簧512;在第二主模体508上设置有推柱509,在子模体511上设置有对应于推柱509的斜面部514;所述推柱509能够通过斜面部514推动子模体511移动并拉伸牵引弹簧512,并使得两个子模体511相互咬合并形成用于倒钩1101成型的盲孔腔和用于成型勺柄对应部分的槽。当第一主模体507和第二主模体508相互扣合时,推柱509配合斜面部514并推动子模体511,两个子模体511相互扣合,从而在子模体511的表面处形成用于成型勺柄对应部分的槽,并同时在两个子模体511之间处的内部形成用于成型倒钩1101的盲孔腔,而当第一主模体507和第二主模体508相互分离时,两个子模体511在牵引弹簧512的拉力作用下相互分开,从而使得倒钩1101不会挂连到第一主模体507或第二主模体508上,从而使得成型后的勾勺11能够顺利脱模。
36.在滑槽的中部的位置设置有推出舌513,推出舌513通过一推出弹簧连接到第一主模体507上。并能够沿垂直于勾勺11柄部的方向伸缩,当两个子模体511靠拢时,两个子模体511能够通斜面推动的方式压缩推出舌513,并将该推出舌513遮挡,而当两个子模体511横向移动时,推出舌513能够在推出弹簧的弹力作用下顶出成型后的勺子。
37.当使用本实施例中的成型模具结合实施例1中的生产线进行生产时,在成型模具随输送线绳移动至卸料工位4处时,在第一主模体507和第二主模体508相互张开时,成型后的勾勺11会被弹出,从而可以用来替代利用振动器403的结构。
38.上述实施例仅仅是为了清楚地说明所做的举例,而并非对实施方式的限定;这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本技术的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。