1.本发明涉及注塑机领域,具体涉及一种用于弹簧模的二板式注塑机开模方法与系统。
背景技术:
2.注塑机是塑料机械中最主要的机种之一,担负着30%以上的通用塑料和90%以上的工程塑料的加工。随着注塑件市场的发展,现在注塑件的种类越来越多,特别是大注塑件市场的迅速发展,对注塑机加工大型注塑件的能力提出了新的要求。现在国内的注塑机市场中肘杆式注塑机仍然占据着主导地位,但是肘杆式注塑机存在调模困难、锁模力不稳定、开模行程小等诸多突出缺点,这些缺陷使肘杆式注塑机已经不能满足现在大型注塑件的加工要求,然而二板式注塑机因其对肘杆式注塑机机构及液压系统的彻底革新,使二板式注塑机表现出了强劲的发展优势。鉴于以上现状,当前国内各大注塑机企业都将注意力汇聚到了二板式注塑机的开发和研制中。
3.然而,二板式注塑机在使用带有弹簧模具进行生产时,因弹簧所特有的弹簧力,会导致在开模过程中因弹簧力的存在,而导致抱闸紧扣无法打开或者打开不顺畅,又或者开闸时机械声音大、冲击强这些开模不稳定的问题,对拉杆造成无法挽回的损伤。
技术实现要素:
4.为了解决弹簧模在开模时闸板紧绷导致的开模不稳定问题,本发明提出了一种用于弹簧模的二板式注塑机开模方法,包括步骤:
5.s1:接收开模预警信号,并根据开模预警信号控制合模保持阀匀速增加施加在动模板上作用力;
6.s2:判断作用力施加时间是否达到设定值,若是,减小动模板和定模板之间的锁模力,若否,匀速增加施加在动模板上的作用力;
7.s3:判断锁模力是否达到标定值,若是,调整拉杆位置至标定区间,若否,减小动模板和定模板之间的锁模力;
8.s4:在拉杆标定区间就位后控制闸板开闸;
9.s5:控制开合模比例阀运转并平衡合模油缸两个腔室的油压;
10.s6:控制开合模比例阀和合模保持阀关闭。
11.进一步地,所述步骤s1中,合模保持阀产生的作用力方向为注塑机的射台方向。
12.进一步地,所述作用力的大小根据弹簧模合模后的弹力设定。
13.进一步地,所述标定区间为:以拉杆复位标准位置为基础,标准偏差距离为偏差范围进行设定的。
14.进一步地,所述步骤s6之后,还包括步骤:
15.s7:控制开合模比例阀施加开模方向上的开模力,通过开模力使动模移动至破模设定位置。
16.本发明还提出了一种用于弹簧模的二板式注塑机开模系统,包括:
17.合模保持阀,用于在开模前匀速增加施加在动模板上的作用力;
18.主控面板,用于控制合模保持阀和开合模比例阀的开闭,并在合模保持阀作用力施加时间达到设定值时,减小动模板和定模板之间的锁模力至标定值,调整拉杆至标定区间;
19.闸板,用于开模前固定动模板,并在拉杆标定区间就位后开闸;
20.开合模比例阀,用于闸板开闸后平衡合模油缸两个腔室的油压以及动模板的顶出。
21.进一步地,所述合模保持阀产生的作用力方向为注塑机的射台方向。
22.进一步地,所述作用力的大小根据弹簧模合模后的弹力设定。
23.进一步地,所述标定区间为:以拉杆复位标准位置为基础,标准偏差距离为偏差范围进行设定的。
24.进一步地,当合模油缸两个腔室的油压平衡后,
25.主控面板还用于控制比例阀施加开模方向上的开模力,通过开模力使动模移动至破模设定位置。
26.与现有技术相比,本发明至少含有以下有益效果:
27.(1)本发明所述的一种用于弹簧模的二板式注塑机开模方法与系统,其通过合模保持阀对动模施加射台方向上的作用力,从而抵消弹簧模对模板产生的弹簧力,减小开模时的冲击力,避免对模具产生损坏;
28.(2)使闸板能够更加顺畅的开启,减少闸板自身在开闸过程中对拉杆的摩擦,进一步减小对拉杆的损坏;
29.(3)使整个开模过程中更加流程,减少开模噪音。
附图说明
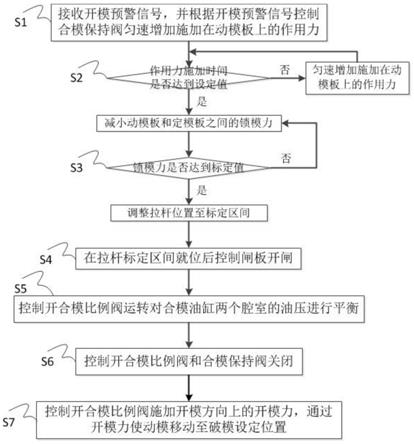
30.图1为一种用于弹簧模的二板式注塑机开模方法的方法步骤图;
31.图2为一种用于弹簧模的二板式注塑机开模系统的系统结构图。
具体实施方式
32.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
33.实施例一
34.为了解决现有二板式注塑机在注塑弹簧模时由于弹簧力导致的一系列注塑问题,如图1所示,本发明提出了一种用于弹簧模的二板式注塑机开模方法,包括步骤:
35.s1:接收开模预警信号,并根据开模预警信号控制合模保持阀匀速增加施加在动模板上的作用力;
36.s2:判断作用力施加时间是否达到设定值,若是,减小动模板和定模板之间的锁模力,若否,匀速增加施加在动模板上的作用力;
37.s3:判断锁模力是否达到标定值,若是,调整拉杆位置至标定区间,若否,减小动模板和定模板之间的锁模力;
38.s4:在拉杆标定区间就位后控制闸板开闸;
39.s5:控制开合模比例阀运转对合模油缸两个腔室的油压进行平衡;
40.s6:控制开合模比例阀和合模保持阀关闭。
41.同时步骤s6之后还包括步骤(需要注意的是,该步骤是根据实际需求可选的):
42.s7:控制开合模比例阀施加开模方向上的开模力,通过开模力使动模移动至破模设定位置。
43.考虑到二板式注塑机的开模方向是确定的,那么无论弹簧模在模板中的朝向如何、对模板产生的弹簧力作用方向如何,其最终对注塑机上两个模板产生影响的力都是弹簧力在开模方向的分力。考虑到上述这一点,本发明通过合模保持阀对动模板施加一个射台方向的作用力,以此来抵消弹簧力在开模方向上的作用力。
44.在这里进行说明,二板式注塑机包括两个模板,两个模板结合形成的型腔一般为需要成型产品的形腔,模板具体分动模和定模,定模板中间有个孔,用来向模板里喷射熔融状态的塑料,这个孔的后面连着一个螺杆机头,螺杆转动并同时加热把初始的固态塑料粒子转换为熔融状态,熔融完成后液压缸带动螺杆快速向前动作以将熔融的塑料喷射到模板里,这个螺杆及其相应的固定台子就是上文所述的射台,因此射台方向一般就为合模方向。
45.而合模保持阀所产生作用力的大小是根据弹簧模对模板产生的弹簧力大小以及与开模方向的角度,由操作人员进行人为设定的。应当理解的,该作用力应当能够抵消弹簧力在开模方向上的分力。
46.因此,当二板式注塑机需要开模时,会先通过合模保持阀对弹簧力开模方向上的分力进行消抵。在对该分力进行抵消后,减小动模板和定模板之间的锁模力的大小,当锁模力减小到标定值(应理解的,标定值的具体大小应为闸板可以轻松开启,不会因锁模力的留存使闸板在开启过程中对拉杆产生挤压、摩擦,从而产生巨大的噪音的)后微调拉杆,使闸板不再紧扣拉杆,随后对闸板进行开闸操作。
47.需要说明的是,本发明在开闸前还需要对拉杆进行回退至标定区间的操作,以便于后续需要注模时使动模板上的合模油缸能够起高压(通过增加油缸行程,提高合模油缸合模时的压力)。而本发明之所以不将拉杆回退距离进行确值限定,是考虑到拉杆过冲可能产生的误差,所以本发明对每个拉杆的回退位置都做了一定偏差预估,以求后续开闸操作时达到最好的开闸效果。
48.在闸板打开后,动模板和定模板中的腔室内还存在油压差,这种压差状态下还不能进行开模。因此,在闸板打开后,还需要通过开合模比例阀输出一定压力流量的底流来打开开合模比例阀的阀口,用以平衡合模油缸两个腔室内的油压。在油压平衡后才可进行开模操作,之后就可以关闭开合模比例阀和合模保持阀。
49.最后,在闸板开启,合模油缸油压平衡后,即可通过开合模比例阀对动模板施加一定量的开模力,使动模板移动至进行破模所需要的位置。
50.需要注意的是,在闸板打开且合模保持阀关闭后,由于弹簧力的作用,动模板会移动一定的距离,但因为此时闸板已经打开,因此不会再对拉杆造成损害,同时,因为本身就是需要开模的,因此,弹簧力造成的动模板移动属于正常范围,不会对开模造成影响。
51.实施例二
52.为了更好的对本发明的技术内容进行理解,本实施例通过系统结构的形式来对本
发明进行阐述,如图2所示,一种用于弹簧模的二板式注塑机开模系统,包括:
53.合模保持阀,用于在开模前匀速增加施加在动模板上的作用力;
54.主控面板,用于控制合模保持阀和开合模比例阀的开闭,并在合模保持阀作用力施加时间达到设定值时,减小动模板和定模板之间的锁模力至标定值(通过减小合模油缸的油压进行施加在动模板和定模板之间压力的控制),调整拉杆至标定区间;
55.闸板,用于开模前固定动模板,并在拉杆标定区间就位后开闸;
56.开合模比例阀,用于闸板开闸后平衡合模油缸两个腔室的油压以及动模板的顶出。
57.进一步地,所述合模保持阀产生的作用力方向为注塑机的射台方向。
58.进一步地,所述作用力的大小根据弹簧模合模后的弹力设定。
59.进一步地,所述标定区间为:以拉杆复位标准位置为基础,标准偏差距离为偏差范围进行设定的。
60.进一步地,当合模油缸两个腔室的油压平衡后,
61.主控面板还用于控制比例阀施加开模方向上的开模力,通过开模力使动模板移动至破模设定位置。
62.实施例三
63.本实施例通过一具体案例来对本发明的技术内容进行描述。在一生产环境下,车间通过二板式注塑机生产一种车顶棚,当前期完成加热注射注塑,且模板中注塑件冷却成型后:
64.主控面板检测到注塑完成,发出控制信号控制合模保持阀运作,输出设定大小的作用力至动模板上。
65.当作用力施加时间达到设定值后(相较于作用力传感器,计时器的成本更低),此时作用力将弹簧力开模方向的上的分离抵消。控制面板减小动模板和定模板之间的锁模力至标定值,该状态下,闸板因为没有了弹簧力开模方向分力的影响,闸板与拉杆之间的不再受弹簧力拉杆方向力(开模方向)的影响,进而减小了闸板开启过程中可能对拉杆造成的擦伤。此时,就可以通过人工或者机械手进行闸板的开启。同时,为了便于后续注塑操作,动模板上的合模油缸对动模板起高压,主控面板还会控制拉杆回退至标定区间。
66.而在闸板开启后,为了抵消合模油缸两个腔室内的油压差,主控面板还会控制开合模比例阀按一定的底流运转,以便打开阀口控制两个腔室内的油压进入平衡状态。在不需要立即破模的情况下,开合模比例阀和合模保持阀关闭。
67.在完成上述操作后,就认定为任务执行完毕,此时控制面板就可以控制开合模比例阀顶出动模板,使其进入破模所需要的位置。
68.综上所述,本发明所述的一种用于弹簧模的二板式注塑机开模方法与系统,其通过合模保持阀对动模板施加射台方向上的作用力,从而抵消弹簧模对模板产生的弹簧力,减小开模时的冲击力,避免对拉杆产生损坏。
69.使闸板能够更加顺畅的开启,减少闸板自身在开闸过程中对拉杆的摩擦,进一步减小对拉杆的损坏。整个开模过程中更加流程,减少开模噪音。
70.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该
特定姿态发生改变时,则该方向性指示也相应地随之改变。
71.另外,在本发明中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
72.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
73.另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。