1.本实用新型涉及粉料定量装置技术领域,具体涉及一种全自动精密定量电木机。
背景技术:
2.电木又称酚醛塑料,它具有较高的机械强度、良好的绝缘性,耐热、耐腐蚀,因此常用于制造电器材料,如开关、灯头、耳机、电话机壳、仪表壳等。
3.传统的电木粉加工过程中,粉料的定量和上料均是通过手工操作完成的。压铸机构内开设有多个特定容量的量杯,需要人工先将粉料填装在模具的量杯中,然后用刮板刮平模具表面,使得每个量杯正好装载所需克数的粉料,然后压铸机构将量杯内的粉料压铸成型。因此,这种传统的粉料定量和上料完全依赖人工操作的方式,加工效率低下,无法准确地控制精度,更无法满足大规模工业化自动化生产的需求。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足,而提供一种全自动精密定量电木机,该电木机实现了粉料的上料、定量、运输和压铸成型整个工序的全自动化操作,精密度高。
5.本实用新型的目的通过以下技术方案实现:
6.提供一种全自动精密定量电木机,包括机架、分别装设于机架的上料机构、定量给料机构、压铸机构以及用于将定量给料机构的料粉输送至压铸机构的送料机构,其中:所述定量给料机构包括由上至下依次设置的放料桶、若干组定量给料单元和下料管,每组所述定量给料单元包括导料筒、装设于所述导料筒内的齿轮以及与所述齿轮连接的步进电机,所述齿轮的齿尖端与所述导料筒的内壁抵顶触接,所述导料筒的进料口与所述放料桶连通,所述导料筒的出料口与所述下料管连通;
7.所述齿轮的齿尖端将所述导料筒的出料口分割成左出料口和右出料口,所述左出料口和右出料口均通过导料管与对应的一个下料管连通。
8.上述技术方案中,所述定量给料单元还包括设置于所述导料筒的进料口上方的放料板和与所述机架连接的固定板,所述放料板开设有与所述进料口相配合的进料孔,所述固定板开设有槽孔,所述放料板插设于所述槽孔。
9.上述技术方案中,所述下料管与所述导料管的连接处设置有万向调节机构,所述万向调节机构包括万向接头,所述万向接头的上端与所述导料管连接,所述万向接头的下端通过弹簧卡扣与所述下料管连接。
10.上述技术方案中,所述放料桶内设置有多个搅拌器,每个搅拌器设置于对应的一个导料筒的进料口上方。
11.上述技术方案中,所述定量给料机构还包括搅拌气缸,所述搅拌气缸的气缸杆与所述搅拌器的转动轴连接。
12.上述技术方案中,所述上料机构包括抽粉桶、抽粉管和抽粉电机,所述抽粉管的进
料口与所述抽粉桶连通,所述抽粉管的出料口与所述放料桶连通,所述抽粉电机与所述抽粉管连接。
13.上述技术方案中,所述送料机构包括送料固定座、固定于所述送料固定座的固定板、装设于所述固定板的送料气缸和滑杆、与所述滑杆滑动连接的粉杯安装架、下粉气缸和粉杯垫板,所述送料气缸的气缸杆与所述粉杯安装架连接,所述粉杯安装架设置有若干个用于盛装粉料的粉杯,所述粉杯的上下两端均为敞口;所述下粉气缸的气缸杆与所述粉杯垫板连接,所述粉杯垫板设置于所述粉杯的底部并且能够使所述粉杯的下端敞口被封住。
14.上述技术方案中,沿送料方向所述粉杯安装架的前端设置有卸料机构,所述卸料机构包括卸料盘和吹风管,所述卸料盘的下端与所述粉杯安装架的前端枢接,所述吹风管装设于所述粉杯安装架的前端,所述吹风管上开设有多个吹风孔。
15.上述技术方案中,所述上料机构还包括升降机构,所述升降机构包括升降杆和用于调节所述升降杆高度的手轮,所述升降杆的上端与所述送料固定座固接,所述手轮通过连杆与所述升降杆连接。
16.上述技术方案中,所述压铸机构包括压铸操作台、设置于所述压铸操作台上方的压铸冲头与所述压铸冲头连接的液压油缸。
17.本实用新型的有益效果:
18.本实用新型的一种全自动精密定量电木机,包括机架、分别装设于机架的上料机构、定量给料机构、压铸机构以及用于将定量给料机构的料粉输送至压铸机构的送料机构,其中:定量给料机构包括由上至下依次设置的放料桶、若干组定量给料单元和下料管,每组定量给料单元包括导料筒、装设于导料筒内的齿轮以及与齿轮连接的步进电机,齿轮的齿尖端与导料筒的内壁抵顶触接,导料筒的进料口与放料桶连通,导料筒的出料口与下料管连通;齿轮的齿尖端将导料筒的出料口分割成左出料口和右出料口,左出料口和右出料口均通过导料管与对应的一个下料管连通。工作时,上料机构将粉料送至放料桶,粉料通过进料口进入每一组定量给料单元的导料筒,由于齿轮的齿尖端与导料筒的内壁抵顶触接,此时粉料只能位于导料筒的上部空间,然后步进电机驱动齿轮沿顺时针或者逆时针转动,每转动一个小齿轮的角度,则粉料随着小齿轮间的缝隙进入导料筒,而相邻小齿轮之间的缝隙空间是固定的,那么根据待加工产品的需要,通过步进电机控制齿轮转动的角度大小即可精确控制向导料筒导入粉料的体积,进入导料筒内的粉料再下落至对应的下料管内,通过步进电机控制齿轮的顺时针或逆时针的转动方向,而使粉料分别由左出料口和右出料口输送至不同的下料管,每组定量给料单元一次可以完成两个下料管的粉料定量输送,从而实现了粉料的精确定量;然后,送料机构将由下料管落下的粉末送至压铸机构,压铸机构将粉料压铸成型,从而提高了整个加工效率。与现有技术相比,本实用新型的全自动精密定量电木机实现了粉料的上料、定量、运输和压铸成型整个工序的全自动化操作,特别是能够根据产品的大小而实现粉料的精确定量,精密度高,避免了人工操作的误差,从而更好地满足批量化工业生产的需求。
附图说明
19.利用附图对本实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附
图获得其它的附图。
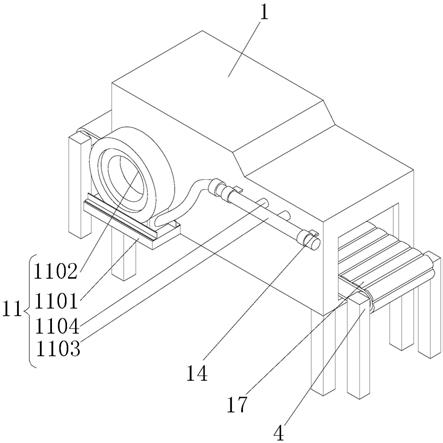
20.图1为本实用新型的一种全自动精密定量电木机的结构示意图。
21.图2为本实用新型的一种全自动精密定量电木机的另一角度的结构示意图。
22.图3为本实用新型的一种全自动精密定量电木机的定量给料机构的结构示意图。
23.图4为本实用新型的一种全自动精密定量电木机的定量给料机构的内部结构示意图。
24.图5为本实用新型的一种全自动精密定量电木机的送料机构的第一角度的结构示意图。
25.图6为本实用新型的一种全自动精密定量电木机的送料机构的第二角度的结构示意图。
26.图7为本实用新型的一种全自动精密定量电木机的送料机构的第三角度的结构示意图。
27.附图标记:
28.机架1;
29.定量给料机构2、放料桶21、搅拌气缸22、搅拌器23、万向调节机构24、万向接头241、弹簧卡扣242、下料管25;
30.定量给料单元3、导料筒31、左出料口311、右出料口312、进料口313、齿轮32、步进电机33、导料管34、导料管固定板35;
31.上料机构4、抽粉桶41、抽粉管42、抽粉电机43;
32.压铸机构5、压铸操作台51、液压油缸52、压铸冲头53;
33.送料机构6、送料固定座61、固定板62、送料气缸63、粉杯安装架64、下粉气缸65、粉杯垫板66、滑杆67、振料小气缸68;
34.粉杯7;
35.卸料机构8、卸料盘81、吹风管82、吹风孔821;
36.升降机构9、升降杆91、调节滑杆92、手轮93、连杆94、轴套95。
具体实施方式
37.结合以下实施例对本实用新型作进一步描述。
38.本实施例的一种全自动精密定量电木机的具体实施方式如图1和图2所示,包括机架1、分别装设于机架的上料机构4、定量给料机构2、压铸机构5以及用于将定量给料机构3的料粉输送至压铸机构的送料机构6,其中:上料机构4包括抽粉桶41、抽粉管42和抽粉电机43,抽粉管42的进料口与抽粉桶41连通,抽粉管42 的出料口与放料桶连通,抽粉电机43与抽粉管42连接。如图3和图4所示,定量给料机构2包括放料桶21、装设于放料桶21下方的若干组定量给料单元3和设置于定量给料单元3下方的下料管25,每组定量给料单元3包括导料筒31、装设于导料筒 31内的齿轮32以及与齿轮32连接的步进电机33,步进电机33通过联轴器与齿轮32 的齿轮轴连接。齿轮32的齿尖端与导料筒31的内壁抵顶触接,导料筒31的进料口 313与放料桶21连通,导料筒31的出料口与下料管25连通;齿轮32的齿尖端将导料筒31的出料口分割成左出料口311和右出料口312,左出料口311和右出料口312 均通过导料管34与对应的一个下料管25连通,导料管34通过导料管固定板35与机架1连接。工作时,上
料机构将粉料抽至放料桶,粉料通过进料口进入每一组定量给料单元的导料筒内,由于齿轮32的齿尖端与导料筒31的内壁抵顶触接,此时粉料只能位于导料筒31的上部空间,然后步进电机33驱动齿轮32沿顺时针或者逆时针转动,每转动一个小齿轮32的角度,则粉料随着小齿轮32间的缝隙进入导料筒31,而相邻小齿轮32之间的缝隙空间是固定的,那么根据待加工产品的需要,通过步进电机33控制齿轮32转动的角度大小即可精确控制向导料筒31导入粉料的体积,进入导料筒31内的粉料再下落至对应的下料管25内,从而实现粉料的精确定量。进一步,通过步进电机33控制齿轮32的顺时针或逆时针的转动方向,而使粉料分别由左出料口311和右出料口312输送至不同的下料管25,即每组定量给料单元3一次可以完成两个下料管25的粉料的定量输送。然后,送料机构将由下料管落下的粉末送至压铸机构5,压铸机构5将粉料压铸成型,从而实现了粉料的上料、定量、运输和压铸成型整个工序的全自动化操作。
39.具体的,下料管25与导料管34的连接处设置有万向调节机构24,万向调节机构24包括万向接头241,万向接头241的上端与导料管34连接,万向接头241的下端通过弹簧卡扣242与下料管25连接。这样,通过转动万向接头241,可以使粉料能够顺利地进入下料管25内。
40.具体的,如图4所示,放料桶21内设置有多个搅拌器23,每个搅拌器23设置于对应的一个导料筒31的进料口313上方。进一步的,定量给料机构3还包括搅拌气缸22,搅拌气缸22的气缸杆与搅拌器23的转动轴连接。通过搅拌气缸22控制搅拌器23转动,从而使放料桶21内的粉料搅拌均匀。
41.本实施例中,如图5至图7所示,送料机构6包括送料固定座61、固定于送料固定座61的固定板62、装设于固定板62的送料气缸63和滑杆67、与滑杆67滑动连接的粉杯安装架64、下粉气缸65和粉杯垫板66,其中:送料气缸63的气缸杆与粉杯安装架64连接,粉杯安装架64设置有若干个用于盛装粉料的粉杯7,粉杯7的上下两端均为敞口,便于上料和卸料。下粉气缸65的气缸杆与粉杯垫板66连接,粉杯垫板66设置于粉杯7的底部并且能够使粉杯7的下端敞口被封住,从而在上料的时候防止粉杯7内的粉料漏出。当定量给料单元完成粉料的定量后,送料气缸63 带动粉杯安装架64移动至下料管的下方,粉料由下料管25下落并装满粉杯7,然后送料气缸63推动粉杯安装架64沿着滑杆67滑动至压铸机构5所在的工位,此时下粉气缸65将粉杯垫板66推出,使其脱离粉杯7的底部,从而使粉杯7下端的敞口打开,这样粉料就落入压铸操作台51上,压铸机构5即可进行下一个压铸成型的加工工序;接着,下粉气缸65带动粉杯垫板66复位,然后送料气缸63带动粉杯安装架64返回至起始工位,重复进行上述操作。因此,该送料机构实现了粉料在定量给料机构和压铸机构5之间的运输,自动化程度高,一次可以完成多个粉杯7 的定量上料和送料,大大提升了生产效率,而且精密度高,避免了人工操作的误差。
42.具体的,粉杯安装架64的两侧均装设有振料小气缸68,当粉杯7进行上料和卸料时,通过振料小气缸68的振动,能够避免粉料的堆积,使粉料能够迅速落入粉杯7以及从粉杯7排出。
43.具体的,沿送料方向粉杯安装架64的前端还设置有卸料机构8。该卸料机构8 包括卸料盘81和吹风管82,卸料盘81的下端与粉杯安装架64的前端枢接,这样卸料盘81的下端能够沿着枢接轴转动。吹风管82装设于粉杯安装架64的前端,吹风管82上开设有多个吹风
孔821。当送料机构完成一次粉料在定量给料机构和压铸机构5之间的运输后,粉杯安装架64复位回到上料工位,同时压铸机构5将粉料压铸成型,接着送料机构重复进行下一轮粉料的运输,该过程中:当粉料由下料管 25下落并装满粉杯7后,卸料盘81向下转动至粉杯7的上方并倾斜一定角度便于接料,然后送料气缸63推动粉杯安装架64到达压铸机构5所在的工位,此时压铸机构5先将上一次已压铸成型的产品卸载至卸料盘81上,再借助吹风管82的作用将卸料盘81上的产品卸出,同时下粉气缸65将粉杯垫板66推出,粉料落入压铸操作台51上,然后粉杯安装架64复位,接着卸料盘81向上转动离开粉杯7的上方,便于下料管25向粉杯7内装料。
44.作为优选的实施方案,吹风管82的吹风孔821朝上倾斜设置,有助于将压铸成型的产品从卸料盘81上卸出。
45.本实施例中,如图7所示,送料机构还包括升降机构9,升降机构9包括升降杆91、调节滑杆92和用于调节升降杆91高度的手轮93,升降杆91的上端与送料固定座61固接,手轮93通过连杆94与升降杆91连接。调节滑杆92的上端与固定板62 固接,调节滑杆92穿设于送料固定座61,送料固定座61通过轴套95与调节滑杆92 滑动连接。通过手轮93可以调节升降杆91的高度,从而可以控制粉杯安装架64 在合适的高度,以提高送料的精确度。
46.本实施例中,如图1和图2所示,压铸机构5包括压铸操作台51、设置于压铸操作台51上方的压铸冲头53与压铸冲头53连接的液压油缸52。当送料机构将粉料送至压铸操作台51,液压油缸52带动压铸冲头53向下动作,将粉料压铸成型。然后,液压油缸52带动压铸冲头53复位。
47.与现有技术相比,本实用新型的电木机实现了粉料的上料、定量、运输和压铸成型整个工序的全自动化操作,特别是能够根据产品的大小而实现粉料的精确定量,精密度高,避免了人工操作的误差,从而更好地满足批量化工业生产的需求。
48.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。