1.本发明涉及一种快速清除黄铜表层铅的方法。
背景技术:
2.黄铜因其出色的金属质感和优良的耐蚀性能被广泛用于厨卫产品如水龙头的加工制作,为方便加工通常黄铜中通常会含有少量铅。为防止饮用水与铜件表面接触后溶解过多铅元素,对人体损害,很多国家和国际组织对此制定了严格的标准,如nsf61
‑
9中对水龙头中铅溶出的测试方法和标准做了明确的规范。因此,如何有效地降低含铅黄铜表层中的铅含量便成了十分关键的问题。
技术实现要素:
3.为了解决上述技术问题,本发明的目的在于提供一种快速清除黄铜表层铅的方法。
4.本发明通过以下技术方案来实现:一种快速清除黄铜表层铅的方法,其特征在于,包括步骤如下:
5.步骤一:对含铅的黄铜工件的表面进行预处理;
6.步骤二:将预处理后的黄铜工件浸入除铅溶液a中浸泡1
‑
3min,之后将其清洗干净;
7.步骤三:将经过步骤二处理后的黄铜工件浸入除铅溶液b中浸泡1
‑
2min,之后将其清洗干净;
8.步骤四:进行后续的电镀处理后,将工件清洗干净。
9.较佳的,所述除铅溶液a的组分为质量浓度为10%
‑
20%的硝酸溶液或质量浓度为10%
‑
20%的甲磺酸酸溶液中的至少一种。
10.较佳的,所述除铅溶液b的组分为质量浓度为1.5%
‑
3%的铬酸溶液或质量浓度为1.5%
‑
3%的钼酸钠溶液中的至少一种。
11.较佳的,步骤二中,浸入除铅溶液a中的浸泡作业温度为20℃
‑
40℃。
12.较佳的,步骤三中,浸入除铅溶液b中的浸泡作业温度为20℃
‑
40℃。
13.较佳的,经过步骤四处理后,所述黄铜工件经浸泡后溶出其表层的铅含量能够降低90%以上。
14.较佳的,步骤四中,对经过步骤三处理后的含铅黄铜工件进行电镀镍、铬处理后,将工件清洗干净。
15.本发明能够快速有效地降低含铅黄铜表层中的铅含量,操作条件简单;通过上述快速清除黄铜表层铅的方法处理可快速降低含铅黄铜表层中的铅元素含量,降低含铅黄铜工件经浸泡测试后浸泡液中溶出的铅含量,相较于常规的处理方式,经过本发明的方法处理后的含铅黄铜工件表层的铅含量能够降低90%以上(依nsf61
‑
9中浸泡测试标准)。
附图说明
16.为了更清楚地说明本发明的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
17.图1是本发明的工艺流程图。
具体实施方式
18.下面将结合本发明实施例中的附图,对发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.参考说明书附图1,一种快速清除黄铜表层铅的方法,包括步骤如下:
20.步骤一:对含铅黄铜工件的表面进行预处理,例如,可通过常规的除蜡、除油,清洗步骤处理,提高黄铜工件的表面洁净度;
21.步骤二:将预处理后的黄铜工件浸入除铅溶液a中浸泡1
‑
3min,浸泡作业温度为20℃
‑
40℃,之后将其清洗干净,其中,所述除铅溶液a的组分为质量浓度为10%
‑
20%的硝酸溶液、质量浓度为10%
‑
20%的甲磺酸酸溶液中的至少一种;
22.步骤三:将经过步骤二处理后的黄铜工件浸入除铅溶液b中浸泡1
‑
2min,浸泡作业温度为20℃
‑
40℃,之后将其清洗干净,其中,所述除铅溶液b的组分为质量浓度为1.5%
‑
3%的铬酸溶液、质量浓度为1.5%
‑
3%的钼酸钠溶液中的至少一种;
23.步骤四:进行后续的电镀镍、铬处理后,将工件清洗干净。
24.本发明能够快速有效地降低含铅黄铜表层中的铅含量,操作条件简单;通过上述快速清除黄铜表层铅的方法处理可快速降低含铅黄铜表层中的铅元素含量,降低含铅黄铜工件经浸泡测试后浸泡液中溶出的铅含量,相较于常规的处理方式,经过本发明的方法处理后的含铅黄铜工件表层的铅含量能够降低90%以上。
25.实施例一
26.取某款量产的含铅黄铜龙头本体8pcs,其材质为h59
‑
1含铅黄铜,取其中4pcs含铅黄铜龙头本体作为空白样品,直接用于后道电镀;取另外4pcs含铅黄铜龙头本体进行如下步骤处理:
27.步骤一:对另外4pcs含铅黄铜龙头本体进行预处理,进行常规除蜡、除油,清洗处理,使表面洁净;
28.步骤二:将经步骤一处理的4pcs含铅黄铜龙头本体浸入除铅液a中浸泡2min,浸泡作业温度为20℃
‑
40℃,之后将其清洗干净;
29.步骤三:将经过步骤二处理后的黄铜龙头本体浸入除铅溶液b中浸泡1min,浸泡作业温度为20℃
‑
40℃,之后将其清洗干净;
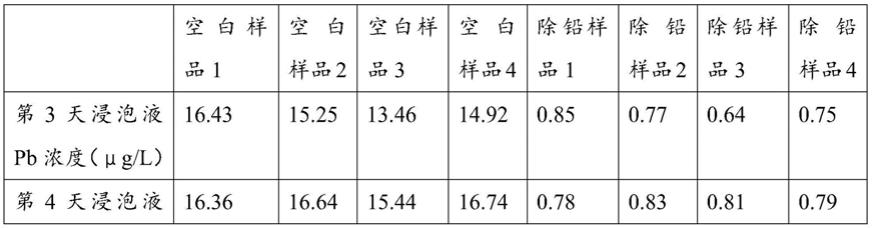
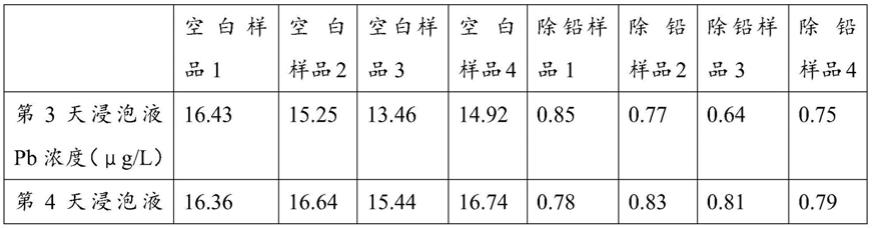
30.将以上4pcs除铅实验样品和4pcs作为空白样品进行相同的后道电镀镍、铬处理,清洗干净。依nsf61
‑
9中浸泡测试标准对以上4pcs除铅实验样品电镀件和4pcs作为空白样品电镀件分别进行浸泡测试,取其中第3、4、5天浸泡液,对中溶出铅含量进行测定,数据如
下:
[0031][0032][0033]
实例二;
[0034]
取另一款量产的含铅黄铜龙头本体8pcs,其材质为h59
‑
1含铅黄铜,取其中4pcs含铅黄铜龙头本体作为空白样品,直接用于后道电镀;取另外4pcs含铅黄铜龙头本体进行如下步骤处理:
[0035]
步骤一:对另外4pcs含铅黄铜龙头本体进行预处理,进行常规除蜡、除油,清洗处理,使表面洁净;
[0036]
步骤二:将经步骤一处理的4pcs含铅黄铜龙头本体浸入除铅液a中浸泡2.5min,浸泡作业温度为20℃
‑
40℃,之后将其清洗干净;
[0037]
步骤三:将经过步骤二处理后的黄铜龙头本体浸入除铅溶液b中浸泡2min,浸泡作业温度为20℃
‑
40℃,之后将其清洗干净;
[0038]
将以上4pcs除铅实验样品和4pcs作为空白样品进行相同的后道电镀镍、铬处理,清洗干净。依nsf61
‑
9中浸泡测试标准对以上4pcs除铅实验样品电镀件和4pcs作为空白样品电镀件分别进行浸泡测试,取其中第3、4、5天浸泡液,对中溶出铅含量进行测定,数据如下:
[0039][0040][0041]
备注:经相关数据计算,以上两组实施案例中的除铅样品浸泡液铅含量均符合nsf61
‑
9的标准。
[0042]
以上数据表明,按nsf61
‑
9中的浸泡测试标准进行测试,经除铅处理电镀样品浸泡
液中的铅含量明显低于空白电镀样品,说明该除铅方法可快速有效地降低含铅黄铜表层中的铅含量。
[0043]
上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。