1.本发明属于医疗器械的制备技术领域,具体是涉及到一种温针艾灸装置的制备方法。
背景技术:
2.温针艾灸疗法是一种将针刺与艾灸结合使用的疗法,适用于既需留针又需施灸的病症,具体的操作是将针刺入人体穴位,留针时,将纯净细软的艾绒捏在针尾上,或用一段长约2厘米左右的艾条插在针柄上,点燃施灸,待艾绒或艾条烧完后除去灰烬,将针起出。
3.现有的温针艾灸装置结构复杂、组装繁琐;且重量较大,在使用时易出现弯针、断针情况。为了减轻温针艾灸装置的重量,通常将温针艾灸装置开设网孔,并将板材的厚度尽量减薄,形成网孔的筋条越细,重量越轻。但随着筋条宽度和板材的厚度减小,冲压形成网孔的筋条易断,激光切割则易导致筋条熔化。因此,需要研发一种新的方法来制备易组装、重量轻的温针艾灸装置。
技术实现要素:
4.本发明要解决的技术问题是提供一种能减轻装置的整体重量,易组装、生产效率高的温针艾灸装置的制备方法。
5.为了达到上述目的,本发明的技术方案如下,一种温针艾灸装置的制备方法,步骤为,将金属板材经蚀刻工艺得到网孔板,所述网孔板包括第一半圆板、侧板和第二半圆板,所述侧板的相对的两端分别与第一半圆板和第二半圆板连接,第二半圆板的边缘设有沿其径向方向设置的夹持边和与夹持边连接的按压臂,在第二半圆板的夹持边上冲压出夹针槽,将侧板与第一半圆板和第二半圆板连接的边弯折成半圆周形,将夹持边弯折与第二半圆板垂直,将按压臂弯折与夹持边的夹角呈锐角,弯折第一半圆板和第二半圆板与侧板连接形成半圆筒,再将两个半圆筒沿其轴向方向铰接,通过扭簧两个按压臂连接。
6.优选的,所述蚀刻工艺包括以下步骤:开料、材料清洗、烘干、静电除尘、喷感光油、烘干、曝光、显影、烘干、蚀刻和脱膜。
7.可选的,所述蚀刻工艺包括以下步骤:开料、除油、水洗、浸蚀、水洗、干燥、丝网印刷、干燥、水浸、蚀刻、除墨和水洗。
8.优选的,将蚀刻板浸入40~60g/l的氢氧化钠溶液中,温度50~80℃,浸渍数分钟即可退去油墨。
9.优选的,所述除油采用电解除油。
10.优选的,所述第一半圆板和第二半圆板设有铰接孔,所述侧板上设有第一凸耳,所述第一半圆板和第二半圆板上均设有与第一凸耳适配的通孔。
11.优选的,所述按压臂上设有隔热垫。
12.优选的,其重量为0.2
‑
5g。
13.优选的,所述网孔板的厚度为0.05
‑
0.5mm。
14.优选的,所述网孔板上交错形成网孔的筋条的宽度0.01
‑
1mm。
15.本发明的有益效果是,通过蚀刻工艺得到筋条宽度细的网孔板,生产效率高、适合大批量生产;第一半圆板、侧板和第二半圆板为一体式,组装时不需要找配件,组装效率高,其结构简单,相比采用传统的夹子夹持针灸针,将扭簧直接与按压臂连接可以节省一根夹子上的转轴,能减轻温针艾灸装置的整体重量,避免工作时针灸针出现弯针、断针情况的发生,还能节约成本。
附图说明
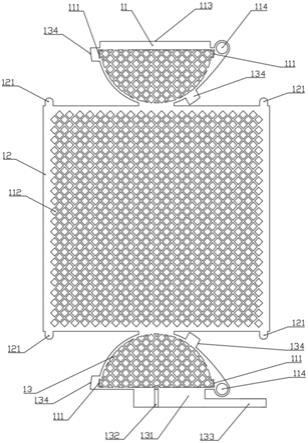
16.图1为本发明其中一实施例的结构示意图;
17.图2为图1所示的半圆筒打开的结构示意图;
18.图3为图2所示的a区域的局部放大示意图;
19.图4为图2所示的半圆筒的结构示意图;
20.图5为图4所示的半圆筒展开的结构示意图;
21.图6为图1所示的隔热垫的结构示意图;
22.图7为图1所示的扭簧的结构示意图;
23.图8为本发明另一实施例的结构示意图;
24.图9为图8所示的a区域的局部放大示意图。
25.在图中,100、网孔板;1、半圆筒;11、第一半圆板;111、通孔;112、网孔;113、限位条;114、铰接孔;115、筋条;12、侧板;13、第二半圆板;121、第一凸耳;131、夹持边;132、夹针槽;133、按压臂;1331、第三凸耳;134、第二凸耳;14、铰接轴;2、针灸针;3、隔热垫;31、防滑条纹;32、插槽;4、扭簧;41、弯折部。
具体实施方式
26.下面结合附图和具体实施例,对本发明的技术方案作进一步具体的说明:
27.实施例一
28.请一并参阅图1
‑
7,本实施例提供的温针艾灸装置的制备方法,步骤为,将金属板材经蚀刻工艺得到网孔板100,所述网孔板100包括第一半圆板11、侧板12和第二半圆板13,所述侧板12的相对的两端分别与第一半圆板11和第二半圆板13连接,第二半圆板13的边缘设有沿其径向方向设置的夹持边131和与夹持边131连接的按压臂133,在第二半圆板13的夹持边131上冲压出夹针槽132,将侧板12与第一半圆板11和第二半圆板13连接的边弯折成半圆周形,将夹持边131弯折与第二半圆板13垂直,将按压臂133弯折与夹持边131的夹角呈锐角,弯折第一半圆板11和第二半圆板13与侧板12连接形成半圆筒1,再将两个半圆筒1沿其轴向方向铰接,通过扭簧4将两个按压臂133连接,所述扭簧4的扭臂连接有弯折部41,所述弯折部41与隔热垫3可拆卸连接;隔热垫3上开设有插槽32,扭簧4的弯折部41和第二半圆板13上的按压臂133一同插入插槽32,结构简单,固定效果好,且方便操作员组装、拆卸,相比采用传统的夹子,将扭簧4直接与按压臂133连接可以节省一根夹子上的转轴,能减轻夹子的整体重量,还能节约成本。
29.组装时,先将侧板12弯成半圆柱形,再弯折第一半圆板11和第二半圆板13,使得第一凸耳121穿过通孔111,弯折第一凸耳121即可完成半圆筒1的组装,将两个半圆筒1铰接
后,通过隔热垫3将扭簧4的两个扭臂分别与两个按压臂133连接即可使用,使用时,将艾绒或者艾柱放入艾药筒,针灸针2穿过艾绒或者艾柱并由夹持边131固定;其结构简单,组装效率高,相比采用传统的夹子夹持针灸针2,将扭簧4直接与按压臂133连接可以节省一根夹子上的转轴,能减轻温针艾灸装置的整体重量,避免工作时针灸针2出现弯针、断针情况的发生,还能节约成本。
30.在本实施例中,蚀刻采用曝光法,包括以下步骤:开料
→
材料清洗
‑
烘干
→
静电除尘
→
喷感光油
→
烘干
→
曝光
→
显影
→
烘干
‑
蚀刻
→
脱膜。
31.开料:把加工工件抹干净,然后进行仔细检验,把来料中存在的不良品剔除出来,保证投入的产品是良品,根据图形开出备料尺寸。
32.材料清洗:彻底清除金属蚀刻表面的油污及氧化膜。
33.静电除尘:工件产品在生产过程和抹试的过程中,不同程度上会存在静电,而静电是可以吸付灰尘的,所以必须经过静电除尘,把静电去除后灰尘才不会吸付在产品上面。
34.喷感光油:将产品前后都喷上感光油,完成喷油工作后,必须对产品进行仔细检查,检查的目的是产品在喷油过程中有没有喷到油、有没有存留油渣等不良现象出现。
35.爆光:将菲林放在已经喷了感光油的产品上面,主要的目的是通过爆光让菲林上的图案在产品上形成,爆光过程中要特别注意夹具一定要放好,菲林不能歪斜,否则产品图案就会出现歪斜现象,从而产生不良品,而菲林也要定期检查,不能出现折叠现象,否则也会出现不良品。
36.显影:通过显影药水将未爆光的地方冲走,经过爆光的地方固化,形成蚀刻图案,经过显影后对产品进行检查,把显影不到的地方或图案不良的产品挑选出来。
37.封油:将产品在喷油过程中产品边缘的位置、喷不到油的地方进行人工补油,补油过程中产品的金属部位不可有外露现象,否则经过蚀刻后将会产生不良品,补油完成后再对产品进行烘干,烘干完成后对产品进行检查。
38.蚀刻:将产品通过化学溶液的化学作用将产品经过爆光显影后外露的不锈钢部位进行腐蚀,从而在工件上形成网孔。
39.清洗:蚀刻工作完成后对产品进行清洗,将多余的油漆清洗掉,然后经过慢拉机等的清洗设备完成产品的加工过程,得到网孔板100。
40.按压臂133处的预留宽度为按压臂133宽度的整数倍,组装时进行弯折,以形成多层弯折的按压臂133;亦可以在不加宽按压臂133的情况下,直接在按压臂133冲压形成加强筋。从而保证按压臂133的强度,避免打开/关闭艾药筒时,按压臂133变形。
41.所述第一半圆板11和第二半圆板13上设有用于固定侧壁的第二凸耳134,第二凸耳134能保证第一半圆板11和第二半圆板13与侧板12连接的牢固,避免松脱。
42.所述第一半圆板11和第二半圆板13通过铰接轴14铰接,所述铰接轴14呈圆环形,采用两个圆环形的铰接轴14能大幅降低铰接轴的重量,从而减轻艾药筒装入艾绒或者艾柱后的重量,避免针灸针2出现弯针、断针情况的发生;亦可以将第一半圆板11或第二半圆板13上的铰接孔114剪断,将被剪断的圆弧段插入另一个铰接孔114,再弯折圆弧段同样可以完成铰接,不需要增加额外的铰接轴,能进一步低整个装置的重量。
43.冲压形成所述夹针槽132时,冲压模具在夹针槽132的内壁上压出防滑纹路,防滑纹路能夹紧针灸针2,避免针灸针2滑动,为温针艾灸装置提供良好的支撑。
44.也可以在夹针槽132的内侧壁上设置防滑层,温针艾灸要求针尖的温度达到41
‑
43℃,越靠近燃烧的艾绒或者艾柱,针灸针2的温度越高,防滑层的耐热温度为120
‑
150℃,能保证防滑效果,避免针灸针2滑动。
45.所述第一半圆板11、侧板12和第二半圆板13上均设有网孔112,一方面能加强空气流通,使得艾绒或者艾柱在艾药筒内部充分燃烧;另一方面能大幅减轻艾药筒的重量。
46.所述隔热垫3上设有防滑条纹31,方便操作人员,避免打滑。
47.所述第一半圆板11上设有限位条113,避免两个半圆筒1的第一半圆板11闭合时错位。
48.更具体的,温针艾灸装置整体的重量控制在0.2
‑
5g;所述网孔板100的厚度为0.05
‑
0.5mm;所述网孔板100上交错形成网孔112的筋条115的宽度l为0.01
‑
1mm;能避免工作时针灸针2出现弯针、断针情况的发生。
49.实施例二
50.请参阅图8和图9,本实施例提供的技术方案与实施例一的技术方案基本相同,不同之处在于:隔热垫3还可以为薄木片或薄塑料片,薄片状的隔热垫3粘在两个按压臂133相背离的侧面上,扭簧4的扭臂及弯折部41均通过第三凸耳1331与按压臂133可拆卸连接,弯折第三凸耳1331即可夹紧扭簧4的扭臂;使用时,两个手指放在薄片状的隔热垫3上捏住夹子,相向按压按压臂133可使得两个夹持边131张开,松开按压臂133后扭簧4驱动两个夹持边131复位并拢;薄片状的隔热垫相比于中间开设插槽32的套状隔热垫更易加工,能在保证隔热效果的同时降低生产成本,减轻夹子的整体重量。
51.还可以将第一半圆板11上的网格部分剪掉,仅留下铰接孔114的部分,能进一步减轻夹子的整体重量,且两个第一半圆板11闭合时,原来的网格部围合分形成大通孔,便于放入艾柱。
52.实施例三
53.本实施例提供的技术方案与实施例一、实施例二的技术方案基本相同,不同之处在于:开料
→
除油
→
水洗
→
浸蚀
→
水洗
→
干燥
→
丝网印刷
→
干燥
→
水浸
→
蚀刻
→
除墨
→
水洗。
54.开料:把加工工件抹干净,然后进行仔细检验,把来料中存在的不良品剔除出来,保证投入的产品是良品,根据图形开出备料尺寸。
55.除油:根据工件的油污情况定出方案,好在丝印前进行电解除油,保证除油的效果。
56.浸蚀:根据金属的种类及膜厚的情况选用好的浸蚀液除去氧化膜,保证表面清洗干净。
57.丝网印刷:丝网印刷前要干燥,如果有水分,也会影响油墨的附着力,而且影响后续图纹蚀刻的效果甚至走样,影响效果。
58.丝网印刷要根据印刷的需要制作标准图纹丝印网版。丝印主要起保护作用,涂感光胶时次数要多些,以便制得较厚的丝网模版,这样才使得遮盖性能好,蚀刻出的图纹清晰度高。丝网版的胶膜在光的作用下,产生光化学反应,使得光照部分交联成不溶于水的胶膜,而未被光照部分被水溶解而露出丝网空格,从而在涂有胶膜丝网版上光刻出符合黑白正阳片图案的漏网图纹。把带有图纹的丝印网版固定在丝网印刷机上,采用碱溶性耐酸油
墨,在金属板上印制出所需要的图纹,经干燥后即可进行蚀刻。
59.蚀刻:将产品通过化学溶液的化学作用将产品经过爆光显影后外露的不锈钢部位进行腐蚀,从而在工件上形成网孔。
60.除墨:蚀刻工作完成后对产品进行清洗除去丝印油墨。一般的耐酸油墨易溶于碱中。在本实施例中,将蚀刻板浸入40~60g/l的氢氧化钠溶液中,温度50~80℃,浸渍数分钟即可退去油墨。退除后,如果要求光亮度高,可进行抛光,得到网孔板100。
61.以上实施例仅用于说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。