1.本发明涉及纸板包边设备技术领域,具体涉及一种全自动包边分切机及包边分切方法。
背景技术:
2.在带盖的抽屉纸盒(如酒盒、礼品盒)的制作过程中,需要将盒体与盒盖进行组装,组装过程中需要在盒体的盒口内装上三围条,三围条为挡盖条的一种,三围条为三段相连的条状结构,用于限位盒盖盖上后的位置。
3.通常三围条表面包覆有印刷好的包边纸,通过在硬纸板包覆上印刷好的包边纸完成包边,目前对三围条的包边过程多是人手工完成的,需要操作工人先使用上胶机在包边纸上涂抹胶水,然后将包边纸涂有胶水的一面包覆在硬纸板上,用手将其贴在包边纸的侧边上,分次沿硬纸板边缘将包边纸抹平,使包边纸包覆在硬纸板的边缘上。上述手工包边劳动强度大,加工效率低下。
技术实现要素:
4.本发明的目的在于克服上述不足,提供了一种全自动包边分切机及包边分切方法,采用机械手上下料,提高了自动化水平,物料定位机构配合升降机构一次定位实现包边和横切,提高了加工精度,竖切将物料一分为二,能同时完成两个三围条的包边,提高了生产效率。
5.本发明的目的是这样实现的:一种全自动包边分切机,包括来料输送线、来料定位感应机构、机械手机构、物料定位机构、升降机构、下压机构、包边机构、横切机构和动力滚筒竖切机构,来料定位感应机构位于来料输送线的末端,机械手机构设有两个,一个用于将来料输送线上的物料抓取并放置在升降机构上,另一个用于将升降机构上的物料抓取并放置于动力滚筒竖切机构,所述下压机构、物料定位机构、包边机构和横切机构从上往下依次设置,物料定位机构的推送定位气缸同时推出定位物料位置,所述下压机构下压将物料压在升降机构的顶板上,所述升降机构的顶板带动其上的物料升降,所述包边机构设有四个,四个包边机构分为两组,一组的包边机构对物料的一对侧边包边,另一组的包边机构将物料的另一对侧边包边,横切机构的两把横切刀由横切气缸推动,对包边好的物料进行横切,横切口为半切断状态,动力滚筒竖切机构的竖切分切刀对横切好的物料进行竖切将物料竖切成两半。
6.优选的,所述来料定位感应机构包括支撑架、定位气缸、固定板和传感器,所述支撑架固定在安装架上,所述定位气缸的伸缩杆连接固定板,所述传感器通过传感器安装板固定在固定板上,传感器感应到物料,定位气缸带动固定板移动,对物料进行定位。
7.优选的,所述机械手机构包括机械手支撑架、步进滑台、安装座、抓取气缸和机械手,所述机械手支撑架固定在安装架内,安装座随步进滑台移动,安装座安装抓取气缸,抓取气缸的伸缩杆连接机械手,所述机械手设有真空吸盘。
8.优选的,所述升降机构包括底板、第一支撑板、伺服电机、丝杆、丝杠丝套,所述伺服电机经减速箱连接丝杆,所述丝杆设在第一支撑板和底板之间,丝杆转动带动丝杠丝套上下运动,丝杠丝套连接第一顶升板,第一顶升板通过第一导杆连接第二顶升板,所述第二顶升板通过支撑柱连接顶板。
9.优选的,所述下压机构包括第二支撑板,第一支撑板上设有下压气缸,所述下压气缸的伸缩杆连接第一下压治具,所述下压气缸两侧设有第三导杆,所述第三导杆通过第二直线轴承连接第二支撑板,所述第三导杆的下端连接第二下压治具。
10.优选的,所述物料定位机构包括支撑座,支撑座中心设有升降口,支撑座对应物料四周设有推送定位气缸,所述推送定位气缸的伸缩杆连接推板。
11.优选的,所述包边机构包括包边气缸和包边板,所述包边气缸的伸缩杆连接包边板,所述包边板通过导向滑槽、导向滑轨连接支撑座。
12.优选的,所述动力滚筒竖切机构包括动力滚筒输送线和竖切机构,所述动力滚筒输送线包括若干动滚筒,所述动滚筒的宽度通过宽度调节挡板调节;动力滚筒输送线将横切好的物料输送至竖切机构,竖切机构的竖切分切刀将物料切成两半。
13.一种全自动包边分切机的包边分切方法,采用上述的一种全自动包边分切机,包边分切方法包括以下步骤:物料从来料输送线输送至来料定位感应机构,通过来料定位感应机构感应和定位后,机械手机构抓取物料,机械手机构将物料放到升降机构的顶板上,顶板四周为物料定位机构中的四个推送定位气缸,四个推送定位气缸同时推出定位物料位置,下压机构下压将物料压在升降机构的顶板上,升降机构下降一定距离,下降过程中下压机构保持压住物料,两个包边机构中包边气缸推出,从而包边板推出完成物料1对侧边的包边,升降机构再下降一定距离,下降过程中下压机构保持压住物料,另外两个包边机构中包边气缸推出,从而包边板推出完成物料另外1对侧边的包边,升降机构再下降一定距离,横切机构中横切气缸推出,使得两个横切刀完成对物料的两道横切,横切口未完全切断,为半切断状态,横切机构中横切气缸退回,升降机构上升到初始状态,下压机构收回,另一机械手机构将物料抓取并放到动力滚筒竖切机构中,动滚筒将物料送至进料辊,再经过竖切分切刀将物料竖切为两半,最后从出料辊出料。
14.本发明的有益效果是:本发明采用机械手上下料,提高了自动化水平,物料定位机构配合升降机构一次定位实现包边和横切,提高了加工精度,竖切将物料一分为二,能同时完成两个三围条的包边,提高了生产效率。
附图说明
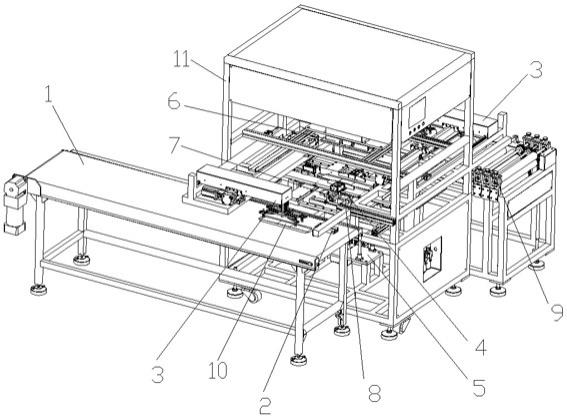
15.图1为本发明的结构示意图。
16.图2为图1的局部放大图。
17.图3为来料定位感应机构的结构示意图。
18.图4为机械手机构的结构示意图。
19.图5为物料定位机构的结构示意图。
20.图6为升降机构的结构示意图。
21.图7为下压机构的结构示意图。
22.图8为包边机构的结构示意图。
23.图9为横切机构的结构示意图。
24.图10为动力滚筒竖切机构的结构示意图。
25.其中:来料输送线1;来料定位感应机构2;支撑架2.1;定位气缸2.2;固定板2.3;传感器2.4;传感器安装板2.5;机械手机构3;机械手支撑架3.1;步进滑台3.2;安装座3.3;抓取气缸3.4;机械手3.5;真空吸盘3.5.1;物料定位机构4;支撑座4.1;横向定位支撑板4.1.1;纵向定位支撑板4.1.2;推送定位气缸4.2;推板4.3;升降机构5;底板5.1;第一支撑板5.2;伺服电机5.3;丝杆5.4;丝杠丝套5.5;减速箱5.6;第一顶升板5.7;第一导杆5.8;第二顶升板5.9;支撑柱5.10;顶板5.11;第二导杆5.12;杆座5.13;第一直线轴承5.14;下压机构6;第二支撑板6.1;下压气缸6.2;第一下压治具6.3;第三导杆6.4;第二直线轴承6.5;第二下压治具6.6;包边机构7;包边气缸7.1;包边板7.2;导向滑槽7.3;导向滑轨7.4;接板7.5;横切机构8;横切气缸8.1;横切刀架8.2;滑杆8.3;横切刀安装板8.4;横切刀8.5;动力滚筒竖切机构9;动力滚筒输送线9.1;滚筒架9.1.1;动滚筒9.1.2;宽度调节挡板9.1.3;竖切机构9.2;竖切分切刀9.2.1;进料辊9.2.2;出料辊9.2.3;物料10;安装架11。
具体实施方式
26.参见图1
‑
10,本发明涉及一种全自动包边分切机,包括来料输送线1、来料定位感应机构2、机械手机构3、物料定位机构4、升降机构5、下压机构6、包边机构7、横切机构8和动力滚筒竖切机构9,来料输送线1用于输送物料10,所述物料由包边纸和硬纸板组成,硬纸板置于包边纸涂有胶水的上表面,包边纸具有四个尺寸略大于硬纸板的侧边。来料定位感应机构2位于来料输送线1的末端,机械手机构3设有两个,一个用于将来料输送线1上的物料抓取并放置在升降机构5上,另一个用于将升降机构5上的物料抓取并放置于动力滚筒竖切机构9,所述下压机构6、物料定位机构4、包边机构7和横切机构4从上往下依次设置,物料定位机构4的推送定位气缸同时推出定位物料位置,所述下压机构6下压将物料10压在升降机构5的顶板上,所述升降机构6的顶板带动其上的物料10升降,所述包边机构7设有四个,四个包边机构7分为两组,一组的两个包边机构和另一组的两个包边机构上下设置,一组的包边机构7将物料的一对侧边包边,另一组的包边机构7将物料的另一对侧边包边,通过包边将包边纸的四个侧边贴于硬纸板的上表面,横切机构8的两把横切刀由横切气缸推动,对包边好的物料10进行横切,横切口为半切断状态,物料沿横切口弯折成三段式,动力滚筒竖切机构9的竖切分切刀对横切好的物料进行竖切将物料竖切成两半,一次操作完成两个三围条的包边。
27.所述物料定位机构4、升降机构5、下压机构6、包边机构7和横切机构8设置在安装架11内,所述来料输送线1设置在安装架11的前侧,动力滚筒竖切机构9设置在安装架11的后侧,所述来料定位感应机构2设置在来料输送线1末端上方。
28.所述来料定位感应机构2包括支撑架2.1、定位气缸2.2、固定板2.3和传感器2.4,所述支撑架2.1固定在安装架11上,所述定位气缸2.2的伸缩杆连接固定板2.3,所述传感器2.4通过传感器安装板2.5固定在固定板2.3上,传感器2.4感应到物料,定位气缸2.2带动固定板2.3移动,对物料进行定位。
29.所述机械手机构3包括机械手支撑架3.1、步进滑台3.2、安装座3.3、抓取气缸3.4和机械手3.5,所述机械手支撑架3.4固定在安装架11内,安装座3.3随步进滑台3.2移动,安装座3.3安装抓取气缸3.4,抓取气缸3.4的伸缩杆连接机械手3.5,所述机械手3.5设有真空吸盘3.5.1。
30.所述升降机构5包括底板5.1、第一支撑板5.2、伺服电机5.3、丝杆5.4、丝杠丝套5.5,所述伺服电机5.3经减速箱5.6连接丝杆5.4,所述丝杆5.4设在第一支撑板5.2和底板5.1之间,丝杆5.4转动带动丝杠丝套5.5上下运动,丝杠丝套5.5连接第一顶升板5.7,第一顶升板5.7通过第一导杆5.8连接第二顶升板5.9,所述第二顶升板5.9通过支撑柱5.10连接顶板5.11。
31.所述第一支撑板5.2和底板5.1之间还设有第二导杆5.12,第二导杆5.12一端通过杆座5.13连接底板5.1,另一端连接支撑板5.2,第二导杆5.12中部通过第一直线轴承5.14连接第一顶升板5.7。
32.所述下压机构6包括第二支撑板6.1,第一支撑板6.1上设有下压气缸6.2,所述下压气缸6.2的伸缩杆连接第一下压治具6.3,所述下压气缸6.2两侧设有第三导杆6.4,所述第三导杆6.4通过第二直线轴承6.5连接第二支撑板6.1,所述第三导杆6.4的下端连接第二下压治具6.6。
33.所述物料定位机构4包括支撑座4.1,支撑座4.1中心设有升降口,升降口便于顶板5.11、第一下压治具6.3、第二下压治具6.6穿过,支撑座4.1的四周设有推送定位气缸4.2,所述推送定位气缸4.2的伸缩杆连接推板4.3。所述支撑座4.1由两个横向定位支撑板4.1.1和两个纵向定位支撑板4.1.2构成,横向定位支撑板4.1和纵向定位支撑板4.2上下设置。
34.所述包边机构7包括包边气缸7.1和包边板7.2,所述包边气缸7.1的伸缩杆连接包边板7.2,所述包边板7.2通过导向滑槽7.3、导向滑轨7.4连接对应的定位支撑板,所述导向滑轨7.4固定在对应的定位支撑板上,导向滑槽7.3固定在包边板7.2上,导向滑轨7.4与导向滑槽7.3可相对滑动,包边气缸7.1通过连接板7.5固定在固定架11上。
35.所述横切机构8包括横切气缸8.1,所述横切气缸8.1的伸缩杆连接横切刀架8.2,所述横切刀架8.2通过滑杆8.3连接横切刀安装板8.4,横切刀安装板8.4连接横切刀8.5,横切刀安装板8.4设有两个,两个横切刀安装板8.4之间的距离可调,横切刀安装板8.4通过紧定螺钉与滑杆8.3固定。
36.所述动力滚筒竖切机构9包括动力滚筒输送线9.1和竖切机构9.2,动力滚筒输送线9.1的末端设有竖切机构9.2,所述竖切机构9.2包括进料辊组、出料辊组和竖切分切刀9.2.1,竖切分切刀9.2.1位于进料辊组和出料辊组之间,所述进料辊组包括两个进料辊9.2.2,两个进料辊9.2.2上下设置,所述出料辊组包括两个出料辊9.2.3,两个出料辊9.2.3
上下设置。
37.所述动力滚筒输送线9.1包括滚筒架9.1.1,所述滚筒架9.1.1上设有若干动滚筒9.1.2,所述动滚筒9.1.2的宽度可调,通过宽度调节挡板9.1.3调节,通过调节输送辊宽度满足物料的宽度尺寸,利于竖切的进行。
38.工作原理:物料从来料输送线1输送至来料定位感应机构2,通过来料定位感应机构2感应和定位后,机械手机构3抓取物料,机械手机构3将物料放到升降机构4的顶板5.11上,顶板5.11四周为物料定位机构4中的四个推送定位气缸4.3,四个推送定位气缸4.3同时推出定位物料位置,下压机构6下压将物料压在升降机构5的顶板5.11上,升降机构5下降一定距离,下降过程中下压机构6保持压住物料,两个包边机构7中包边气缸7.1推出,从而包边板7.2推出完成物料1对侧边的包边,升降机构5再下降一定距离,下降过程中下压机构6保持压住物料,另外两个包边机构7中包边气缸7.1推出,从而包边板7.2推出完成物料另外1对侧边的包边,升降机构5再下降一定距离,横切机构8中横切气缸8.1推出,使得两个横切刀8.5完成对物料的两道横切,横切口未完全切断,为半切断状态,横切机构8中横切气缸8.1退回,升降机构5上升到初始状态(机械手放物料时状态),下压机构6收回,另一机械手机构3将物料抓取并放到动力滚筒竖切机构9中,动滚筒9.1.2将物料送至进料辊9.2.2,再经过竖切分切刀9.2.1将物料竖切为两半,最后从出料辊9.2.3出料。
39.除上述实施例外,本发明还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。