1.本实用新型属于研磨用工装,具体涉及一种压缩机缸体研磨用辅助装置。
背景技术:
2.压缩机缸体,压缩机的核心零件。作为转子工作的腔体结构,要求其有足够的强度和刚度,并且有良好的密封性和较好的抗磨擦,耐高温耐高压,尺寸稳定性等性能。现阶段该零件主要是由铸件进行加工得到。由于铸件毛坯尺寸偏差较大,所以需进行粗加工,然后再进行精加工,产品的加工量较大,工序较为繁琐。且由于铸件毛坯生产过程能源消耗及环境污染较大。
3.因此,现有技术中采用粉末冶金技术代替铸造技术来制造气缸,粉末冶金技术相对传统加工工艺加工过程简单,能源及环境损耗低,其次粉末冶金零件较轻。
4.粉末冶金得到的缸体需要通过双面研磨机对缸体的上下两个端面进行精磨,在精磨时需要将缸体放置在双面研磨机的游星轮内,游星轮上设有与缸体想匹配的凹槽。由于缸体形状为非圆形,因此在放置过程中存在一定的不便。
技术实现要素:
5.针对上述技术问题,本实用新型提供了一种压缩机缸体研磨用辅助装置,通过该辅助装置可以方便将缸体放入游星轮的凹槽内。
6.为了解决上述技术问题,本实用新型采用的技术方案为:
7.一种压缩机缸体研磨用辅助装置,包括固定板和定位柱,所述定位柱的一端与固定板固定连接,所述固定板上设有定位板,定位板与定位柱之间存在间隔;所述定位板的下端固定有定位销;
8.所述定位柱或固定板固定有把手,所述把手上设有限位件;压缩机的缸体套设在定位柱上,缸体可沿定位柱滑动,缸体的一侧与定位板接触,另一侧与限位件相抵,通过限位件限制缸体的移动。
9.所述定位柱上设有限位凸起。
10.所述定位销设有两个。
11.所述定位销为圆柱销。
12.所述限位件包括推板和扳杆,所述推板与把手滑动连接,把手上设有相应的连接板,所述推板与连接板之间设有弹簧,扳杆与推板固定连接;通过扳杆的移动可带动推板的滑动并使弹簧产生弹性势能。
13.所述推板包括弧形板和滑板,所述滑板与连接板滑动连接,滑板的一端与弧形板固定连接,滑板的另一端与扳杆固定连接;所述弹簧套设在滑板外,弹簧的两端分别于弧形板和连接板相抵。
14.所述把手的形状为l字型。
15.本实用新型与现有技术相比,具有的有益效果是:
16.缩机的缸体套设在定位柱上,缸体可沿定位柱滑动,缸体的一侧与定位板接触,另一侧与限位件相抵,通过限位件限制缸体的移动;通过定位柱以及定位板的配合可以实现对缸体的定位。
17.通过将定位销插入游星轮上相对应的定位孔内,即可以使缸体位于游星轮凹槽的上方;之后控制限位件释放缸体,缸体向下滑动即可以落入凹槽内,从而克服人工放置无法对准凹槽而导致需要多次调整的缺陷。
18.同时,定位柱上可以套设多个缸体,可以避免来回拿取,可以有效提高效率。
19.把手上设有相应的连接板,推板与连接板之间设有弹簧,扳杆与推板固定连接,通过控制扳杆即可以控制推板,从而可以实现对缸体的释放。
附图说明
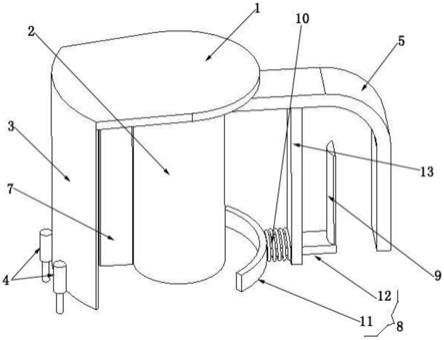
20.图1是本实用新型一个方向的整体结构示意图;
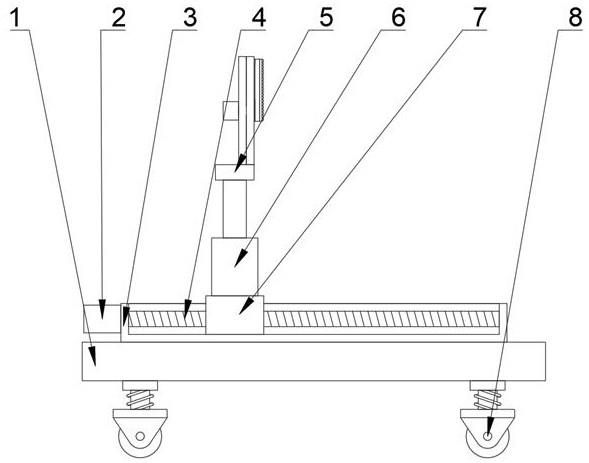
21.图2是本实用新型另一个方向的整体结构示意图;
22.图3是本实用新型的使用状态示意图一;
23.图4是本实用新型的使用状态示意图二;
24.其中:1为固定板,2为定位柱,3为定位板,4为定位销,5为把手,6为限位件,7为限位凸起,8为推板,9为扳杆,10为弹簧,11为弧形板,12为滑板,13为连接板,14为缸体,15为游星轮,16为凹槽。
具体实施方式
25.下面对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.如图1至4所示,一种压缩机缸体研磨用辅助装置,包括固定板1和定位柱2,定位柱2的一端与固定板1固定连接,固定板1上设有定位板3,定位板3与定位柱2之间存在间隔;定位板3的下端固定有定位销4,通过定位销4可以实现该辅助装置与游星轮15之间的定位。
27.定位柱2或固定板1固定有把手5,把手5上设有限位件6;压缩机的缸体14套设在定位柱2上,缸体14可沿定位柱2滑动,缸体14的一侧与定位板3接触,另一侧与限位件6相抵,通过限位件6限制缸体14的移动;通过定位板3和定位柱2可以实现对缸体14的定位,通过限位件6可以实现对缸体14的限位固定。
28.使用时,将缸体14套在定位柱2上,可以套设多个缸体14在定位柱2上,缸体14与定位板3接触实现定位,定位板3可以采用弧形板11,可以与缸体14的弧形面贴合,更好地实现定位。缸体14套设完毕后,通过限位件6对缸体14进行固定,限制缸体14下移。
29.然后通过手持把手5,将套有缸体14的辅助装置转移至双面研磨机处,将定位销4插入游星轮15的定位孔内,从而使得缸体14位于游星轮15凹槽16的正上方;之后通过控制限位件6将缸体14释放,缸体14沿定位柱2滑落至凹槽16内;放置后,再通过限位件6对定位柱2上的缸体14进行限位,并转移至下一个游星轮15处,按照上述步骤继续进行放置。
30.进一步,为了提高定位效果,由于缸体14上设有相应的内槽,因此在定位柱2上设
有限位凸起7,限位凸起7可以与内槽相配合,防止缸体14发生转动。
31.进一步,定位销4的数量可以根据实际情况设置,优选设有两个。
32.进一步,定位销4为圆柱销,方便与游星轮15上的定位孔连接。
33.进一步,限位件6包括推板8和扳杆9,推板8与把手5滑动连接,把手5上固定有相应的连接板13。推板8与连接板13之间设有弹簧10,扳杆9与推板8固定连接;通过扳杆9的移动可带动推板8的滑动并使弹簧10产生弹性势能。
34.使用时,先通过压紧扳杆9使推板8移动,然后再将缸体14套设在定位柱2上,缸体14套设完毕后;松开扳杆9,弹簧10释放弹性势能推动推板8移动,推板8与缸体14相抵从而限制缸体14的移动。当需要将缸体14放入游星轮15的凹槽16内时,先压紧扳杆9,使推板8不与缸体14接触,使得缸体14落入凹槽16内;之后再松开扳杆9,推板8复位抵住定位柱2上未放置的缸体14。
35.进一步,推板8包括弧形板11和滑板12,滑板12与连接板13滑动连接,滑板12的一端与弧形板11固定连接,滑板12的另一端与扳杆9固定连接;弹簧10套设在滑板12外,弹簧10的两端分别于弧形板11和连接板13相抵。
36.采用弧形板11可以更好的与缸体14贴合,增大接触面积。弧形板11的厚度可以根据实际情况设置,可以略小于缸体14的厚度,即弧形板11只与定位柱2上最下方的缸体14相抵;当然也可设置较厚,从而与多个缸体14相抵。
37.进一步,把手5的形状为l字型,可以方便把持。
38.上面仅对本实用新型的较佳实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化,各种变化均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。