1.本实用新型一般涉及太阳能光伏组件制造技术领域,尤其涉及一种焊接用压针结构及焊接装置。
背景技术:
2.现有串焊机焊接过程靠压针排下压,弹簧变形产生压力,使焊带与电池上栅线电极形成接触,配合红外加热方式,使焊锡融化后形成融合,达到焊接的目的;压针位置与电极银浆点的压合效果至关重要,当压针出现歪斜或下压不到位的情况时,原本水平接触的压接面受力变形或原本可以压接到的位置会悬空,影响最终的焊接效果,会出现焊接虚焊的情况,严重时甚至压裂电池片,对焊接质量有较大影响。
3.现有技术在压针排下边缘开孔,将弹簧套在压针上安装在孔内,弹簧的一端抵靠压针的凸起,另一端抵靠在压针排孔内;压针排上的压针孔与压针本身存在一定的空间缝隙供压针上下活动,长期使用过程中弹簧的下表面无定位装置容易移位,弹簧移位后配合压针孔缝隙,会对压针本身产生力矩,迫使压针产生歪斜,现有上压针排上孔对压针有一定的束缚作用,但是不能达到到居中定位弹簧的目的,弹簧周期性上下活动会出现压针偏离原设计位置,造成焊接不良。
技术实现要素:
4.鉴于现有技术中的上述缺陷或不足,期望提供一种焊接用压针结构及焊接装置。
5.第一方面,本实用新型提供一种焊接用压针结构,包括压针排、压针和弹簧,所述压针排上设有安装孔,所述压针包括压针杆,所述压针杆由所述安装孔穿出所述压针排两侧,所述压针杆穿出的其中一端具有横截面尺寸大于所述安装孔的限位座,所述弹簧套设于所述限位座与所述压针排之间的压针杆部分上,所述限位座靠近压针排的一端,和/或所述压针排靠近所述限位座的一侧设有定位槽,所述弹簧至少一端抵靠于所述定位槽内。
6.在一个实施例中,所述限位座靠近压针排的一端和所述压针排靠近所述限位座的一侧均设有定位槽,所述弹簧两端分别抵靠于两个所述定位槽内。
7.在一个实施例中,所述压针杆上设有用于测量其位移量的刻度。
8.在一个实施例中,所述定位槽的形状尺寸与所述弹簧的外轮廓形状尺寸相适配。
9.在一个实施例中,所述弹簧为环形弹簧,所述定位槽设置为环形定位槽,所述环形定位槽的直径与所述环形弹簧的外径相等。
10.在一个实施例中,所述弹簧为环形弹簧,所述定位槽设置为多边形定位槽,所述多边形定位槽与所述环形弹簧的外切多边形的形状尺寸相同。
11.在一个实施例中,所述多边形定位槽为矩形定位槽、菱形定位槽或五边形定位槽。
12.第二方面,本实用新型提供一种焊接装置,包括第一方面所描述的焊接用压针结构。
13.根据本技术实施例提供的技术方案,焊接用压针结构包括压针、压针排和弹簧,压
针设限位座,所述限位座靠近压针排的一端,和/或所述压针排靠近所述限位座的一侧设有定位槽,压针杆由安装孔穿出压针排,套设于压针杆上的弹簧至少一端抵靠于两个所述定位槽内。采用包括上述焊接用压针结构的焊接装置进行焊接时,定位槽对弹簧位置进行限定,可以通过弹簧本身的形变恢复能力将压针维持在安装孔的中心位置,可以规避弹簧移位以及弹簧移位导致的压针歪斜问题,可以有效降低压针歪斜导致的焊接不良。
附图说明
14.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
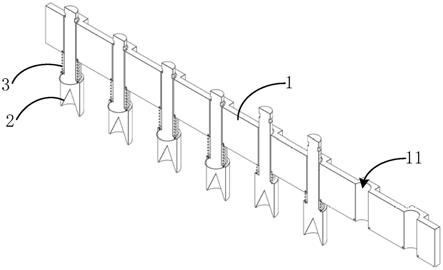
15.图1是本技术的实施例焊接用压针结构的结构示意图;
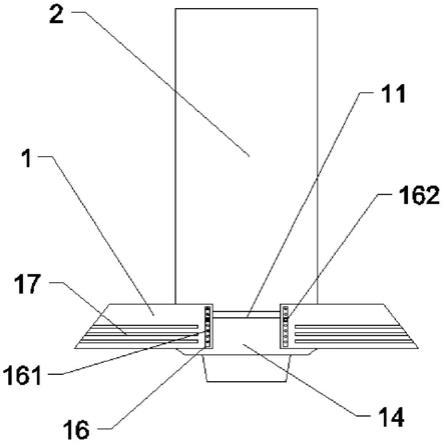
16.图2是图1的局部放大图;
17.图3是图2的部分结构示意图;
18.图4是图3的分解示意图;
19.图5是本技术的实施例菱形定位槽的结构示意图;
20.图6是本技术的实施例矩形定位槽的结构示意图;
21.图7是本技术的实施例五边形定位槽的结构示意图。
22.图中:1
‑
压针排,11
‑
安装孔,2
‑
压针,21
‑
压针杆,22
‑
限位座,23
‑
刻度,3
‑
弹簧,4
‑
定位槽。
具体实施方式
23.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与实用新型相关的部分。
24.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
25.如背景技术中提到的,现有压针排上的压针孔与压针本身存在一定的空间缝隙供压针上下活动,长期使用过程中弹簧的下表面无定位装置容易移位,弹簧移位后配合压针孔缝隙,会对压针本身产生力矩,迫使压针产生歪斜,现有上压针排上孔对压针有一定的束缚作用,但是不能达到到居中定位弹簧的目的,弹簧周期性上下活动会出现压针偏离原设计位置,造成焊接不良。
26.因此,如何解决弹簧移位以及弹簧移位导致的压针歪斜问题将成为本技术的改进方向。针对上述目的,本技术提供一种焊接用压针结构及焊接装置。
27.图1至图7示出了本技术提供的一种焊接用压针结构。
28.焊接用压针结构,包括压针排1、压针2和弹簧3,所述压针排1上设有安装孔11,所述压针2包括压针杆21,所述压针杆21由所述安装孔11穿出所述压针排1两侧,所述压针杆21穿出的其中一端具有横截面尺寸大于所述安装孔11的限位座22,所述弹簧3套设于所述限位座22与所述压针排1之间的压针杆21部分上,所述限位座22靠近压针排1的一端和/或所述压针排1靠近所述限位座22的一侧设有定位槽4,所述弹簧3至少一端抵靠于两个所述定位槽4内。
29.定位槽对弹簧位置进行限定,可以通过弹簧本身的形变恢复能力将压针维持在安装孔的中心位置,可以规避弹簧移位以及弹簧移位导致的压针歪斜问题,可以有效降低压针歪斜导致的焊接不良,如焊接虚焊、偏移、隐裂等缺陷。
30.如图1至图4所示,所述限位座22靠近压针排1的一端和所述压针排1靠近所述限位座22的一侧均设有定位槽4,所述弹簧3两端分别抵靠于两个所述定位槽4内。
31.进行焊接时,限位座22上的定位槽4匹配压针排1上的定位槽4,可以通过弹簧3本身的形变恢复能力将压针2维持在安装孔11的中心位置。
32.在本技术一个实施例中,所述压针杆21上设有用于测量其位移量的刻度23。
33.将压针2的位移量量化可见,通过识别刻度23变化不同的压针2,可以高效准确辨别出异常的压针2,减少了压针2位移量异常响应时间,可以通过巡检机制快速有效的发现异常的压针2,以及时采取对策,可以有效降低压缩量异常导致的焊接不良,如焊接虚焊、隐裂等缺陷。
34.为了更好地将压针2维持在安装孔11的中心位置,所述定位槽4的形状尺寸与所述弹簧3的外轮廓形状尺寸相适配。
35.可选地,所述弹簧3为环形弹簧,所述定位槽4设置为环形定位槽,所述环形定位槽4的直径与所述环形弹簧的外径相等。
36.可选地,所述弹簧3为环形弹簧,所述定位槽4设置为多边形定位槽,所述多边形定位槽与所述环形弹簧的外切多边形的形状尺寸相同。
37.如图5至图7所示,所述多边形定位槽为矩形定位槽、菱形定位槽或五边形定位槽。
38.此外,本技术还提供一种焊接装置,包括上面所述的焊接用压针结构。
39.采用包括上述焊接用压针结构的焊接装置进行焊接时,可以通过弹簧3本身的形变恢复能力将压针2维持在安装孔11的中心位置,可以规避弹簧3移位以及弹簧3移位导致的压针2歪斜问题,可以有效降低压针2歪斜导致的焊接不良。
40.将压针2的位移量量化可见,通过识别刻度23变化不同的压针2,可以高效准确辨别出异常的压针2,减少了压针2位移量异常响应时间,可以通过巡检机制快速有效的发现异常的压针2,以及时采取对策,可以有效降低压缩量异常导致的焊接不良,如焊接虚焊、隐裂等缺陷。
41.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的实用新型范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述实用新型构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。