1.本实用新型涉及一种预夹紧装置,尤其是一种涡轮壳焊接预夹紧装置。
背景技术:
2.部分涡轮壳焊接时,为了保证焊接角度,需要在旁通阀闭合的情况下焊接。一般先使用海绵塞紧旁通阀(不预先固定安装时旁通阀会掉落),安装好工件后使用气缸顶紧。由于海绵易变型、固定不可靠,且气缸是刚性夹持,会出现阀片没有闭合而气缸直接顶死旁通阀的情况,造成焊接角度超差,影响产品的合格率。
技术实现要素:
3.针对现有技术中存在的不足,本实用新型提供一种涡轮壳焊接预夹紧装置,通过设置与涡轮壳匹配的安装板,并通过弹性柱塞弹性压紧旁通阀后进行焊接,保证旁通阀阀片始终处于闭合状态,提高涡轮壳焊接的合格率。本实用新型采用的技术方案是:
4.一种涡轮壳焊接预夹紧装置,包括安装板,所述安装板上设有若干个弹性柱塞;
5.若干个所述弹性柱塞分别通过安装座固定安装于所述安装板上;
6.所述安装板上固定连接有若干个定位销钉;
7.所述安装板一侧开有观察窗。
8.进一步地,若干个所述弹性柱塞末端固定安装于所述安装座上,弹性柱头朝向待焊接部件。
9.进一步地,若干个所述定位销钉垂直分布于所述安装板上。
10.进一步地,所述观察窗开设于靠近所述弹性柱塞的一侧。
11.本实用新型的优点在于:
12.1) 该涡轮壳焊接预夹紧装置相较于海绵塞紧,涡轮壳清洁度高。
13.2) 该涡轮壳焊接预夹紧装置在夹紧时能够保持旁通阀阀片长时间闭合,保证焊接角度,提高产品的合格率。
14.3) 该涡轮壳焊接预夹紧装置在焊接过程中能够通过观察窗进行观察,避免出现问题工件。
附图说明
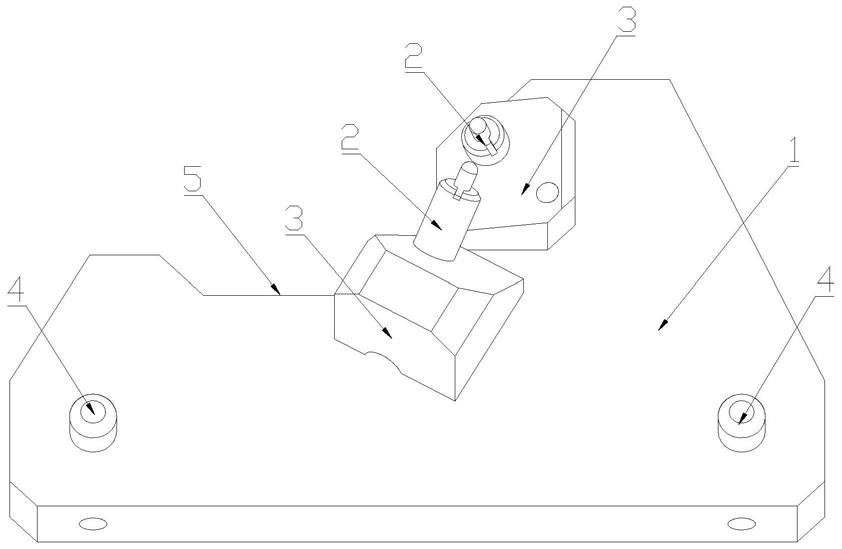
15.图1为本实用新型实施例中的一种涡轮壳焊接预夹紧装置的结构示意图。
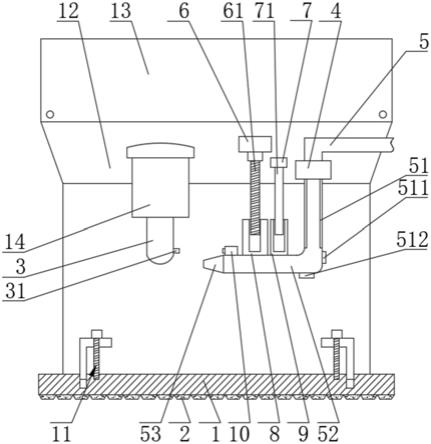
16.图2为本实用新型实施例中的一种涡轮壳焊接预夹紧装置的安装使用图。
具体实施方式
17.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
18.如图1所示,本实用新型实施例提出的一种涡轮壳焊接预夹紧装置,包括安装板1,所述安装板1上设有若干个弹性柱塞2;若干个所述弹性柱塞2分别通过安装座3固定安装于所述安装板1上;
19.所述安装板1上固定连接有若干个定位销钉4;
20.所述安装板1一侧开有观察窗5。
21.具体的,若干个所述弹性柱塞2末端固定安装于所述安装座3上,弹性柱头朝向待焊接部件,通过所述弹性柱头弹性压紧涡轮壳中旁通阀的阀片,相较于海绵塞紧,涡轮壳清洁度高,并且能够保持旁通阀阀片长时间闭合,保证焊接角度,提高产品的合格率。
22.具体的,若干个所述定位销钉4垂直分布于所述安装板1上,位置与涡轮壳的安装孔一一对应;所述观察窗5开设于靠近所述弹性柱塞2的一侧,在保证结构强度的条件下,尽可能扩大所述观察窗5,开阔视野的同时,减小所述涡轮壳焊接预夹紧装置的质量。
23.使用时,如图1和图2所示,首先将所述安装板1放置于所述涡轮壳6的开口处,并且将若干个所述定位销钉4一一对应插入所述涡轮壳6的安装孔中,实现精准定位,定位完成后,若干个所述弹性柱塞2将压紧于所述旁通阀的阀片7上,从而保持所述阀片7长时间闭合,保证焊接角度,提高产品的合格率,此时通过所述观察窗5能够清晰的观察所述阀片7的闭合情况,通过时观察焊接角度;最后通过工具钳或顶升气缸将所述安装板1与所述涡轮壳6固定连接。
24.最后所应说明的是,以上具体实施方式仅用以说明本实用新型的技术方案而非限制,尽管参照实例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种涡轮壳焊接预夹紧装置,其特征在于,包括安装板(1),所述安装板(1)上设有若干个弹性柱塞(2);若干个所述弹性柱塞(2)分别通过安装座(3)固定安装于所述安装板(1)上;所述安装板(1)上固定连接有若干个定位销钉(4);所述安装板(1)一侧开有观察窗(5)。2.如权利要求1所述的一种涡轮壳焊接预夹紧装置,其特征在于,若干个所述弹性柱塞(2)末端固定安装于所述安装座(3)上,弹性柱头朝向待焊接部件。3.如权利要求1所述的一种涡轮壳焊接预夹紧装置,其特征在于,若干个所述定位销钉(4)垂直分布于所述安装板(1)上。4.如权利要求1所述的一种涡轮壳焊接预夹紧装置,其特征在于,所述观察窗(5)开设于靠近所述弹性柱塞(2)的一侧。
技术总结
本实用新型提供一种涡轮壳焊接预夹紧装置,包括安装板,所述安装板上设有若干个弹性柱塞;若干个所述弹性柱塞分别通过安装座固定安装于所述安装板上;所述安装板上固定连接有若干个定位销钉;所述安装板一侧开有观察窗。该涡轮壳焊接预夹紧装置通过所述弹性柱头弹性压紧涡轮壳中旁通阀的阀片,相较于海绵塞紧,涡轮壳清洁度高,并且能够保持旁通阀阀片长时间闭合,保证焊接角度,提高产品的合格率。提高产品的合格率。提高产品的合格率。
技术研发人员:王海刚
受保护的技术使用者:无锡烨隆精密机械股份有限公司
技术研发日:2021.03.30
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。