1.本发明属于兽针针头铆压技术领域,特指一种兽针针头自动铆接机。
背景技术:
2.随着人类生活水平的提高,肉用牲畜饲养厂的牲畜数量越来越大,这就需要兽医或养殖人员更加经常的为牲畜进行注射疫苗或治疗。兽用针头已经成为畜牧业必不可少的用具。
3.针头(needle)是注射器头端可自由装卸的中空金属针,包括针座和针尖,针座和针尖分别单独进行加工,然后进行组装,针座的底端与注射器连接,注射器的前端插入针座的底端,针尖插入针座的前端;针头加工的最后一步,就是将针头插入针座的连接部位,并将其压紧。然而现有的兽用针头大都采用人工进行装配铆压,这样大大提高了生产的成本。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种结构简单且能自动对兽针针头进行装配并铆压的铆接机。
5.为实现上述目的,本发明提供了如下技术方案:一种兽针针头自动铆接机,包括机架及设置在机架上的装配转盘,其特征是:还包括设置在机架上且沿装配转盘外沿等距分布的
6.针座检测上件工位,针座检测上件工位先对针座的型号进行检测后调节针座的位置并将针座上至装配转盘上,且针座检测上件工位通过一个振动盘对针座检测上件工位进行输送针座的工作;
7.针管上件工位,针管上件工位将针管上至装配转盘上的针座上,
8.针管检测及铆压工位,针管检测及铆压工位先检测所在位置上的针座上是否带有针管,并对带有针管的针座进行铆压,
9.针管反馈工位,针管反馈工位对经过所在位置上的针座上是否带有针管进行检测,
10.针头下料工位,针头下料工位对铆压装配好的针头进行下料。
11.通过采用上述的技术方案,通过针座检测上件工位对装配转盘进行上料,上料前对针座的信号进行检测,从而确保针座的型号符合当前装配的型号;针管上件工位件针管插置到装配转盘的针座上,针管检测及铆压工位对经过的针座上有无针管进行检测,并对带有针管的针座进行铆压,针管反馈工位对经过的针座是否带有针管再次进行检测,针头下料工位对铆压好的针头或没有没带针管的针座进行下料;没带针管的针座也可不通过针头下料工位取下,通过装配转盘再次进入转盘循环中,设上述的五个工位等距分布在装配装配的外沿,而针头下料工位及针座检测上件工位之间形成的距离是其他相邻工位之间距离的两倍。
12.本发明进一步设置为:所述的装配转盘由伺服电机驱动,所述的装配转盘上设置
有六个按圆周均匀分布的用于安置针座的安装座。而装配转盘一次转动的角度为60
°
,从而确保同一个位置上的安装座筋过转动后都会对应至一个工位(或转至针头下料工位及针座检测上件工位之间的无工位的位置上)。
13.本发明进一步设置为:所述的针座检测上件工位包括
14.振动上料机构,振动上料机构包括平送底座,设置在平送底座上的平送器,设置在平送器上的平振滑道,对针座进行输送,平振滑道的外端与振动盘连接,
15.针座上料抓取机构,针座上料抓取机构设置在振动上料机构的一侧包括抓取支撑架,在抓取支撑架上设置有支撑板,支撑板的一侧固定设置有针座直行滑台,针座直行滑台上带有针座直行托板,针座直行托板上设置有针座纵向滑台,针座纵向滑台上带有针座纵向托板,针座纵向托板上带有固定板,固定板上设置有两个互为对称设置的针座上料气爪,且在支撑板的一侧设置有带动针座直行托板移动的针座直行驱动缸,在针座纵向滑台的上端设置有带动针座纵向托板移动的针座纵向驱动缸,通过针座上料抓取机构对振动上料机构上的针座进行抓取至装配转盘上。
16.通过采用上述的技术方案,平振滑道及平送器的配合从而实现良好的振动上料的效果;针座上料抓取机构对平振滑道上的针座进行抓取并放置在装配转盘的安装座上。
17.本发明进一步设置为:所述的针座检测上件工位还包括
18.针座旋转调节机构,针座旋转调节机构设置在振动上料机构与装配转盘之间,包括承接底座,在承接底座上设置有旋转调节台,旋转调节台上带有供针座安置的安置座,且在旋转调节台内的设置有带动旋转调节台转动的旋转电机,
19.针座孔眼检测机构,针座孔眼检测机构固定设置在承接底座的一侧且位于针座旋转调节机构与振动上料机构之间,包括孔眼检测支架,在孔眼检测支架上设置有检测横向滑台,检测横向滑台上带有检测滑台拖板,在并在检测滑台拖板上设置有加高块,加高块的上端设置有带针座安置槽的针座传送板,针座安置槽可与平振滑道连接,且针座安置槽的部设置有贯穿的检测孔,并在加高块靠振动上料机构的一侧上设置有其驱动端带有检测针的检测气缸,且孔眼检测支架的一侧设置有带动检测滑台拖板移动的孔眼检测驱动缸,在通过的驱动使得针座安置槽与平振滑道进行错位或连接,且针座安置槽一次只能容纳一个针座,检测针的外径小于等于正常的针座上的孔径,且当针座安置槽与平振滑道错位时针座上料抓取机构靠远离装配转盘一侧的针座上料气爪真好位于针座安置槽的正上方,
20.针座型号检测机构,包括检测光源,呈矩形框状的检测光源设置在支撑板的另一侧,且支撑板上开设有光源透过的检测口,检测口正对旋转调节台,并在支撑板靠检测光源的一侧的机架上设置有工业摄像机,工业摄像机通过一个固定架架设着并针对检测口。
21.通过采用上述的技术方案,先通过振动上料机构对针座孔眼检测机构进行振动上料,当针座安置槽与平振滑道连接后,一个针座进入针座安置槽,后针座安置槽与平振滑道错位,后检测气缸驱动,对针座是否带有孔眼进行检测,当无孔眼时针座则呗检测针顶出检测槽;若有检测针能穿过针座上的孔眼时,针座上料气爪将针座抓取至旋转调节台上,同时另一个针座上料气爪会将旋转调节台上的针座抓至装配转盘上;而位于旋转调节台上的针座在旋转电机的调节下进行旋转,直至针座上带有辨识性的一面朝向检测口,在通过针座型号检测机构对针座进行检测,检测完成后旋转调节台会再旋转一定角度使得针座带标识性的一面朝向转盘方向,从而确保装配上的针座在装配过程中其带有辨识性的一面能一直
朝向装配转盘的中心,从而能便于设备的调试及运行。
22.本发明进一步设置为:所述的针管上件工位包括
23.针管送出机构,包括料仓支撑架,料仓支撑架上设置有针管料仓,在料仓支撑架的底部设置有针管顶出机构,针管顶出机构上带有针管分料板,针管分料板插入针管料仓底部,
24.针管抓取放置机构,包括放置支撑架,在放置支撑架上端一侧固定设置有针管直行滑台,针管直行滑台上带有针管直行托板,针管直行托板上设置有针管纵向滚珠丝杆滑台,针管纵向滚珠丝杆滑台上带有针管纵向托板,针管纵向托板上带有安置板,安置板上设置有针管抓取旋转气缸,针管抓取旋转气缸的驱动端通过一个安装板固定设置有针管抓取气爪,且在放置支撑架的上固定设置有驱动针管直行托板移动的针管直行驱动缸,在针管纵向滚珠丝杆滑台的一侧设置有带动针管纵向托板移动的针管纵向驱动电机,通过针管抓取旋转气缸与针管抓取气爪的配合对针管进行旋转抓取;
25.针管导向机构,包括针管导向支撑件,针管导向支撑架的上端设置有针管导向直行缸,针管导向直行缸的驱动端通过一个针尖导向连接板固定设置有针管导向气爪,针管导向气爪合拢时其中部形成有对针管进行导向的导向孔。
26.通过采用上述的技术方案,针管顶出机构驱动,从而带动针管分料板从针管料仓中顶出,并将一个针管顶起,再通过针管抓取放置机构将针管旋转防止在旋转所在工位处的安装座上的针座上;而在过针管抓取放置机构抓取针管前,针管导向机构的管导向直行缸驱动使得针管导向气爪一直带针座的安装座的上端,在通过驱动针管导向气爪合拢使得导向孔真好位于针座的孔眼正上方面,从而能对针管抓取放置机构放置针管时起导向作用。
27.本发明进一步设置为:所述的针管料仓包括顶部敞开且一侧带开口的料箱,料箱的开口上设置有调节板,并在料箱与调节板上插设有可自由滑道的导向杆,在料箱及调节板的上端设置有限制导向杆移动的调节螺栓,其中所述的料箱的底部呈两侧高中间底的v状,调节板的底部与料箱的底部相适配;
28.所述的针管顶出机构包括针管顶出驱动缸,针管分料板设置在针管顶出驱动缸的驱动端上,所述的针管分料板从料箱的中部插入,在针管分料板的上端形成有v形的容纳槽,并设置有截断容纳槽的针管承接槽,且在容纳槽靠近装配转盘的一侧形成有倾斜状的针尖导向槽,针管承接槽为针管抓取气爪抓取针管提供了空间。
29.通过采用上述的技术方案,通过导向杆调节调节板与料箱之间的位置关系,从而能满足料箱防止不同的针管;而设置v形的容纳槽能防止针管掉出,而针尖导向槽的设置能在针管分料板顶起一个针管的同时,确保这个针管的针尖斜块朝向针尖导向槽,使得被防止在针座上的针管的针尖斜口始终朝向一个方向,进而能便于设备的调试、运行及确保铆压的效果。
30.本发明进一步设置为:针管检测及铆压工位包括铆压支撑架,铆压支撑架的上端设置有驱动端朝下的铆压驱动缸,铆压驱动缸的驱动端上固定设置有铆压头,并在铆压支撑架的上端设置朝下的检测承接板,检测承接板上设置有针管检测传感器,针管检测传感器正对装配转盘上转过的安装座。
31.通过采用上述的技术方案,通过针管检测传感器对转过的针座上有无针管进行检
测,当检测到又针管时,铆压驱动缸再驱动进行铆压。
32.本发明进一步设置为:所述的针管反馈工位包括反馈支撑架,反馈支撑架上通过支撑片固定设置有针管反馈传感器,针管反馈传感器针对装配转盘上转过的安装座。
33.通过采用上述的技术方案,设置针管反馈传感器能为针头下料工位做好检测工作,检测下一个移至针头下料工位上的针座是否带有针管,从而便于针头下料工位的动作。
34.本发明进一步设置为:针头下料工位包括针头下料支撑架,针头下料支撑架上设置有针头水平下料滑台,针头水平下料滑台上带有针头水平下料拖板,针头水平下料拖板上固定设置有针头抓取垂直缸,针头抓取垂直缸的驱动端经一个针头下料承接板固定设置有针头抓取气爪,并在针头水平下料滑台的一侧设置有驱动针头水平下料滑台移动的针头水平位移驱动缸。
35.针头下料工位与转盘装配之间留有间隙,针头水平位移驱动缸可以有两个行程,一个行程为用于针头下料工位抓取带有针管的针座的放置,另一个行程则为针头下料工位放置未带有针管的针座的放置。
36.本发明进一步设置为:还包括外设的控制柜,控制柜内设置有控制铆接机运行的控制电路及控制器;且所述铆接机一次铆接针头的数量为1
‑
2个。通过采用上述的技术方案,设置控制柜从而能便于铆接机的自动化控制。当一次只铆接一个针头时,各工位均采用上述结构;铆压一次同时铆接两个针头时,安装座上形成有两个用于安置针座的凸起;在针座检测上件工位及针头下料工位之间再添加一个针座检测上件工对安置针座的两个凸起分别进行上件;而针管顶出驱动缸上课设置两个针管分料板,并在针管抓取旋转气缸驱动端的安装板设置两个针管抓取气爪,在针管导向直行缸的驱动端固定两个针管导向气爪,并设置两个铆压驱动缸,且两个凸起均对应设置有一个针管反馈传感器,在设置两个针管反馈传感器,并针头抓取垂直缸的针头下料承接板上设置两个针头抓取气爪。
附图说明
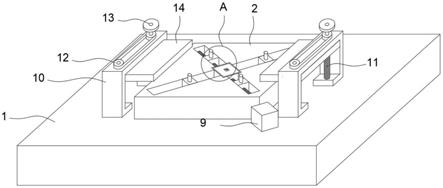
37.图1是本发明的结构示意图;
38.图2是本发明中针座检测上件工位第一个视角的结构示意图;
39.图3是本发明中针座检测上件工位第二个视角的结构示意图;
40.图4是本发明中针座检测上件工位第三个视角的结构示意图;
41.图5是本发明中针管上件工位第一个视角的结构示意图;
42.图6是本发明中针管上件工位第二个视角的结构示意图;
43.图7是图6中ⅰ处的局部放大图;
44.图8是本发明中针管检测及铆压工位的结构示意图;
45.图9是本发明中针头下料工位的结构示意图;
46.附图中标记及相应的部件名称:1
‑
机架、2
‑
配转盘、3
‑
安装座、10
‑
针座检测上件工位、11
‑
振动上料机构、11a
‑
平送底座、11b
‑
平送器、11c
‑
平振滑道、12
‑
针座上料抓取机构、12a
‑
抓取支撑架、12b
‑
支撑板、12c
‑
针座直行滑台、12d
‑
针座纵向滑台、12e
‑
固定板、12f
‑
针座上料气爪、12g
‑
针座直行驱动缸、12h
‑
针座纵向驱动缸、13
‑
针座旋转调节机构、13a
‑
承接底座、13b
‑
旋转调节台、13c
‑
安置座、13d
‑
旋转电机、15
‑
针座孔眼检测机构、15a
‑
孔眼检测支架、15b
‑
检测横向滑台、15c
‑
加高块、15d
‑
针座安置槽、15e
‑
针座传送板、15f
‑
检测针、
15g
‑
检测气缸、16
‑
针座型号检测机构、16a
‑
检测光源、16b
‑
检测口、16c
‑
工业摄像机、20
‑
针管上件工位、21
‑
针管送出机构、21a
‑
料仓支撑架、22
‑
针管料仓、22a
‑
料箱、22b
‑
调节板、22c
‑
导向杆、23
‑
针管顶出驱动缸、24
‑
针管抓取放置机构、24a
‑
放置支撑架、24b
‑
针管直行滑台、24c
‑
针管纵向滚珠丝杆滑台、24d
‑
安置板、24e
‑
针管抓取旋转气缸、24f
‑
针管抓取气爪、24g
‑
针管直行驱动缸、24h
‑
针管纵向驱动电机、25
‑
针管导向机构、25a
‑
针管导向支撑架、25b
‑
针管导向直行缸、25c
‑
针管导向气爪、25d
‑
导向孔、26
‑
针管分料板、26a
‑
容纳槽、26b
‑
针管承接槽、26c
‑
针尖导向槽、30
‑
针管检测及铆压工位、30a
‑
铆压支撑架、30b
‑
铆压驱动缸、30c
‑
铆压头、30d
‑
检测承接板、30e
‑
针管检测传感器、40
‑
针管反馈工位、40a
‑
反馈支撑架、40b
‑
针管反馈传感器、50
‑
针头下料工位、50a
‑
针头下料支撑架、50b
‑
针头水平下料滑台、50c
‑
针头抓取垂直缸、50d
‑
针头抓取气爪、50e
‑
针头水平位移驱动缸。
具体实施方式
47.参照图1至9对本发明的实施例做进一步说明。
48.一种兽针针头自动铆接机,包括机架1及设置在机架1上的装配转盘2,其特征是:还包括设置在机架1上且沿装配转盘2外沿等距分布的
49.针座检测上件工位10,针座检测上件工位10先对针座的型号进行检测后调节针座的位置并将针座上至装配转盘2上,且针座检测上件工位10通过一个振动盘对针座检测上件工位10进行输送针座的工作;
50.针管上件工位20,针管上件工位20将针管上至装配转盘2上的针座上,
51.针管检测及铆压工位30,针管检测及铆压工位30先检测所在位置上的针座上是否带有针管,并对带有针管的针座进行铆压,
52.针管反馈工位40a,针管反馈工位40a对经过所在位置上的针座上是否带有针管进行检测,
53.针头下料工位50,针头下料工位50对铆压装配好的针头进行下料。
54.通过通过针座检测上件工位10对装配转盘2进行上料,上料前对针座的信号进行检测,从而确保针座的型号符合当前装配的型号;针管上件工位20件针管插置到装配转盘2的针座上,针管检测及铆压工位30对经过的针座上有无针管进行检测,并对带有针管的针座进行铆压,针管反馈工位40a对经过的针座是否带有针管再次进行检测,针头下料工位50对铆压好的针头或没有没带针管的针座进行下料;没带针管的针座也可不通过针头下料工位50取下,通过装配转盘2再次进入转盘循环中,设上述的五个工位等距分布在装配装配的外沿,而针头下料工位50及针座检测上件工位10之间形成的距离是其他相邻工位之间距离的两倍。
55.进一步:所述的装配转盘2由伺服电机驱动,所述的装配转盘2上设置有六个按圆周均匀分布的用于安置针座的安装座3。而装配转盘2一次转动的角度为60
°
,从而确保同一个位置上的安装座3筋过转动后都会对应至一个工位(或转至针头下料工位50及针座检测上件工位10之间的无工位的位置上)。
56.进一步:所述的针座检测上件工位10包括
57.振动上料机构11,振动上料机构11包括平送底座11a,设置在平送底座11a上的平送器11b,设置在平送器11b上的平振滑道11c,对针座进行输送,平振滑道11c的外端与振动
盘连接,
58.针座上料抓取机构12,针座上料抓取机构12设置在振动上料机构11的一侧包括抓取支撑架12a,在抓取支撑架12a上设置有支撑板12b,支撑板12b的一侧固定设置有针座直行滑台12c,针座直行滑台12c上带有针座直行托板,针座直行托板上设置有针座纵向滑台12d,针座纵向滑台12d上带有针座纵向托板,针座纵向托板上带有固定板12e,固定板12e上设置有两个互为对称设置的针座上料气爪12f,且在支撑板12b的一侧设置有带动针座直行托板移动的针座直行驱动缸12g,在针座纵向滑台12d的上端设置有带动针座纵向托板移动的针座纵向驱动缸12h,通过针座上料抓取机构12对振动上料机构11上的针座进行抓取至装配转盘2上。
59.通过平振滑道11c及平送器11b的配合从而实现良好的振动上料的效果;针座上料抓取机构12对平振滑道11c上的针座进行抓取并放置在装配转盘2的安装座3上。
60.进一步:所述的针座检测上件工位10还包括
61.针座旋转调节机构13,针座旋转调节机构13设置在振动上料机构11与装配转盘2之间,包括承接底座13a,在承接底座13a上设置有旋转调节台13b,旋转调节台13b上带有供针座安置的安置座13c,且在旋转调节台13b内的设置有带动旋转调节台13b转动的旋转电机13d,
62.针座孔眼检测机构15,针座孔眼检测机构15固定设置在承接底座13a的一侧且位于针座旋转调节机构13与振动上料机构11之间,包括孔眼检测支架15a,在孔眼检测支架15a上设置有检测横向滑台15b,检测横向滑台15b上带有检测滑台拖板,在并在检测滑台拖板上设置有加高块15c,加高块15c的上端设置有带针座安置槽15d的针座传送板15e,针座安置槽可与平振滑道11c连接,且针座安置槽的部设置有贯穿的检测孔,并在加高块15c靠振动上料机构11的一侧上设置有其驱动端带有检测针15f的检测气缸15g,且孔眼检测支架15a的一侧设置有带动检测滑台拖板移动的孔眼检测驱动缸,在通过的驱动使得针座安置槽与平振滑道11c进行错位或连接,且针座安置槽一次只能容纳一个针座,检测针15f的外径小于等于正常的针座上的孔径,且当针座安置槽与平振滑道11c错位时针座上料抓取机构12靠远离装配转盘2一侧的针座上料气爪12f真好位于针座安置槽的正上方,
63.针座型号检测机构16,包括检测光源16a,呈矩形框状的检测光源16a设置在支撑板12b的另一侧,且支撑板12b上开设有光源透过的检测口16b,检测口16b正对旋转调节台13b,并在支撑板12b靠检测光源16a的一侧的机架1上设置有工业摄像机16c,工业摄像机16c通过一个固定架架设着并针对检测口16b。
64.通过先通过振动上料机构11对针座孔眼检测机构15进行振动上料,当针座安置槽与平振滑道11c连接后,一个针座进入针座安置槽,后针座安置槽与平振滑道11c错位,后检测气缸15g驱动,对针座是否带有孔眼进行检测,当无孔眼时针座则呗检测针15f顶出检测槽;若有检测针15f能穿过针座上的孔眼时,针座上料气爪12f将针座抓取至旋转调节台13b上,同时另一个针座上料气爪12f会将旋转调节台13b上的针座抓至装配转盘2上;而位于旋转调节台13b上的针座在旋转电机13d的调节下进行旋转,直至针座上带有辨识性的一面朝向检测口16b,在通过针座型号检测机构16对针座进行检测,检测完成后旋转调节台13b会再旋转一定角度使得针座带标识性的一面朝向转盘方向,从而确保装配上的针座在装配过程中其带有辨识性的一面能一直朝向装配转盘2的中心,从而能便于设备的调试及运行。
65.进一步:所述的针管上件工位20包括
66.针管送出机构21,包括料仓支撑架21a,料仓支撑架21a上设置有针管料仓22,在料仓支撑架21a的底部设置有针管顶出驱动缸,针管顶出驱动缸上带有针管分料板26,针管分料板26插入针管料仓22底部,
67.针管抓取放置机构24,包括放置支撑架24a,在放置支撑架24a上端一侧固定设置有针管直行滑台24b,针管直行滑台24b上带有针管直行托板,针管直行托板上设置有针管纵向滚珠丝杆滑台24c,针管纵向滚珠丝杆滑台24c上带有针管纵向托板,针管纵向托板上带有安置板24d,安置板24d上设置有针管抓取旋转气缸24e,针管抓取旋转气缸24e的驱动端通过一个安装板固定设置有针管抓取气爪24f,且在放置支撑架24a的上固定设置有驱动针管直行托板移动的针管直行驱动缸24g,在针管纵向滚珠丝杆滑台24c的一侧设置有带动针管纵向托板移动的针管纵向驱动电机24h,通过针管抓取旋转气缸24e与针管抓取气爪24f的配合对针管进行旋转抓取;
68.针管导向机构25,包括针管导向支撑件,针管导向支撑架25a的上端设置有针管导向直行缸25b,针管导向直行缸25b的驱动端通过一个针尖导向连接板固定设置有针管导向气爪25c,针管导向气爪25c合拢时其中部形成有对针管进行导向的导向孔25d。
69.通过针管顶出驱动缸驱动,从而带动针管分料板26从针管料仓22中顶出,并将一个针管顶起,再通过针管抓取放置机构24将针管旋转防止在旋转所在工位处的安装座3上的针座上;而在过针管抓取放置机构24抓取针管前,针管导向机构25的管导向直行缸驱动使得针管导向气爪25c一直带针座的安装座3的上端,在通过驱动针管导向气爪25c合拢使得导向孔25d真好位于针座的孔眼正上方面,从而能对针管抓取放置机构24放置针管时起导向作用。
70.进一步:所述的针管料仓22包括顶部敞开且一侧带开口的料箱22a,料箱22a的开口上设置有调节板22b,并在料箱22a与调节板22b上插设有可自由滑道的导向杆22c,在料箱22a及调节板22b的上端设置有限制导向杆22c移动的调节螺栓,其中所述的料箱22a的底部呈两侧高中间底的v状,调节板22b的底部与料箱22a的底部相适配;
71.所述的针管顶出驱动缸包括针管顶出驱动缸23,针管分料板26设置在针管顶出驱动缸23的驱动端上,所述的针管分料板26从料箱22a的中部插入,在针管分料板26的上端形成有v形的容纳槽26a,并设置有截断容纳槽26a的针管承接槽26b,且在容纳槽26a靠近装配转盘2的一侧形成有倾斜状的针尖导向槽26c,针管承接槽26b为针管抓取气爪24f抓取针管提供了空间。
72.通过导向杆22c调节调节板22b与料箱22a之间的位置关系,从而能满足料箱22a防止不同的针管;而设置v形的容纳槽26a能防止针管掉出,而针尖导向槽26c的设置能在针管分料板26顶起一个针管的同时,确保这个针管的针尖斜块朝向针尖导向槽26c,使得被防止在针座上的针管的针尖斜口始终朝向一个方向,进而能便于设备的调试、运行及确保铆压的效果。
73.进一步:针管检测及铆压工位30包括铆压支撑架30a,铆压支撑架30a的上端设置有驱动端朝下的铆压驱动缸30b,铆压驱动缸30b的驱动端上固定设置有铆压头30c,并在铆压支撑架30a的上端设置朝下的检测承接板30d,检测承接板30d上设置有针管检测传感器30e,针管检测传感器30e正对装配转盘2上转过的安装座3。
74.通过针管检测传感器30e对转过的针座上有无针管进行检测,当检测到又针管时,铆压驱动缸30b再驱动进行铆压。
75.进一步:所述的针管反馈工位40a包括反馈支撑架40a,反馈支撑架40a上通过支撑片固定设置有针管反馈传感器40b,针管反馈传感器40b针对装配转盘2上转过的安装座3。
76.通过设置针管反馈传感器40b能为针头下料工位50做好检测工作,检测下一个移至针头下料工位50上的针座是否带有针管,从而便于针头下料工位50的动作。
77.进一步:针头下料工位50包括针头下料支撑架50b50a,针头下料支撑架50b50a上设置有针头水平下料滑台,针头水平下料滑台上带有针头水平下料拖板,针头水平下料拖板上固定设置有针头抓取垂直缸50c,针头抓取垂直缸50c的驱动端经一个针头下料承接板固定设置有针头抓取气爪50d,并在针头水平下料滑台的一侧设置有驱动针头水平下料滑台移动的针头水平位移驱动缸50e。
78.针头下料工位50与转盘装配之间留有间隙,针头水平位移驱动缸50e可以有两个行程,一个行程为用于针头下料工位50抓取带有针管的针座的放置,另一个行程则为针头下料工位50放置未带有针管的针座的放置。
79.进一步:还包括外设的控制柜,控制柜内设置有控制铆接机运行的控制电路及控制器。
80.通过设置控制柜从而能便于铆接机的自动化控制。
81.上述实施例仅为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。