技术特征:
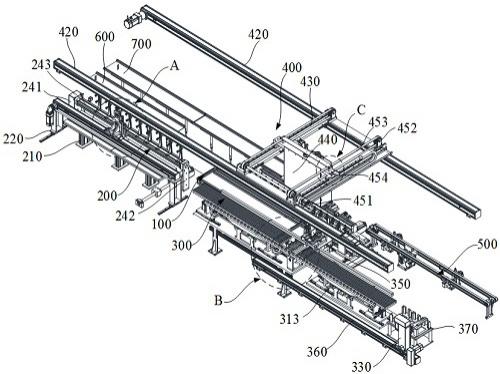
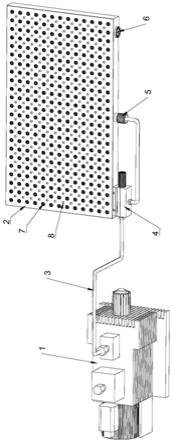
1.一种太阳能电池片串返修焊接机构,其特征在于,所述太阳能电池片串返修焊接机构包括:检测机构,所述检测机构用于检测电池片串需要返修的类型以及检测电池片串是否修复成功;补虚焊机构,所述补虚焊机构包括机架、设置在机架上的移动平台、设置在所述移动平台上的补虚焊组件以及用于放置电池片串的安装平台,所述移动平台能够驱动所述补虚焊组件移动至与所述安装平台对应的位置,所述补虚焊组件用于为电池片补正面虚焊和补反面虚焊;换片焊接机构,所述换片焊接机构用于将待更换的电池片更换为新的电池片;以及传送机构,所述传送机构能够将所述检测机构检测后的电池片串传送至所述补虚焊机构和所述换片焊接机构,所述传送机构还能够将所述补虚焊机构焊接完的电池片串和所述换片焊接机构作用完的电池片串传送至所述检测机构。2.根据权利要求1所述的太阳能电池片串返修焊接机构,其特征在于,所述传送机构还能够将所述换片焊接机构作用完的电池片串传送至所述补虚焊机构。3.根据权利要求1所述的太阳能电池片串返修焊接机构,其特征在于,所述补虚焊机构还包括转动设置在所述机架上的翻转组件,所述翻转组件用于将所述安装平台上的电池片串由正面翻转为背面或由背面翻转为正面。4.根据权利要求3所述的太阳能电池片串返修焊接机构,其特征在于,所述翻转组件包括相对间隔设置的第一支撑板和第二支撑板、连接在所述第一支撑板和所述第二支撑板之间的转动杆以及沿所述转动杆的长度方向间隔设置在所述转动杆上的若干负压吸附件,所述转动杆可转动地安装在所述第一支撑板和所述第二支撑板上,所述负压吸附件用于吸附固定电池片串,若干个所述负压吸附件构成所述安装平台。5.根据权利要求1所述的太阳能电池片串返修焊接机构,其特征在于,所述换片焊接机构包括换片工位、拆片组件、新片移载组件以及焊接组件,所述拆片组件用于将换片工位上需要更换的电池片拆除,所述新片移载组件用于将新的电池片转送至所述换片工位上,所述焊接组件用于将新的电池片焊接在被更换的电池片处。6.根据权利要求5所述的太阳能电池片串返修焊接机构,其特征在于,所述换片工位包括第一导轨、滑动安装在所述第一导轨上的左定位平台、第二导轨、滑动安装在所述第二导轨上的右定位平台以及位于所述左定位平台和所述右定位平台之间的新片定位平台,所述第一导轨和所述第二导轨的导向方向相同,所述左定位平台和所述右定位平台均可移动至所述新片定位平台处,以通过所述焊接组件将所述左定位平台上的电池片和所述新片定位平台上的电池片焊接在一起和/或将所述右定位平台上的电池片和所述新片定位平台上的电池片焊接在一起。7.根据权利要求6所述的太阳能电池片串返修焊接机构,其特征在于,所述换片焊接机构还包括用于滑动安装所述焊接组件的第三导轨、用于滑动安装所述新片移载组件的第四导轨以及新片料盒,所述第三导轨与所述第一导轨的导向方向平行,所述第四导轨与所述第一导轨的导向方向平行,所述第三导轨和所述第四导轨分设在所述第二导轨的两侧,所述焊接组件能够移动至与所述新片定位平台对应的位置,所述新片移载组件能够移动至与所述新片定位平台对应的位置,所述新片料盒设置在所述第四导轨的一侧,以供所述新片
移栽组件提取新的电池片。8.根据权利要求7所述的太阳能电池片串返修焊接机构,其特征在于,所述传送机构包括支架、并列设置在所述支架上的两第一传送轨道、滑动连接在两所述第一传送轨道上的两第二传送轨道以及滑动设置在两所述第二传送轨道上的机械手,所述第一传送轨道的导向与所述第一导轨的导向平行,所述第二传送轨道垂直于所述第一传送轨道,所述机械手用于固定电池片串。9.根据权利要求1所述的太阳能电池片串返修焊接机构,其特征在于,所述太阳能电池片串返修焊接机构还包括上料机构、成品料盒以及残品料盒,所述上料机构用于固定并向所述传送机构输送待修复的电池片串,所述成品料盒设置在所述检测机构的下方,当所述检测机构检测修复后的电池片串修复成功时,修复成功的电池片串传输至成品料盒;当所述检测机构检测修复后的电池片串依旧存在问题时,依旧存在问题的电池片串传输至残品料盒。10.一种电池片串返修工艺方法,其特征在于,所述电池片串返修工艺方法可使用太阳能电池片串返修机构进行,所述太阳能电池片串返修机构包括ei检测机构、补虚焊机构、换片焊接机构以及传送机构,所述ei检测机构用于检测电池片串需要返修的类型以及检测电池片串是否修复成功;所述补虚焊机构包括机架、设置在机架上的移动平台、设置在所述移动平台上的补虚焊组件以及用于放置电池片串的安装平台,所述移动平台能够驱动所述补虚焊组件移动至与所述安装平台对应的位置,所述补虚焊组件用于为电池片补正面虚焊和补反面虚焊;所述换片焊接机构用于将旧的电池片更换为新的电池片;所述传送机构能够将检测机构检测后的电池片串传送至所述补虚焊机构和所述换片焊接机构,所述传送机构还能够将所述补虚焊机构焊接完的电池片串和所述换片焊接机构作用完的电池片串传送至所述ei检测机构;所述使用方法包括:通过ei检测机构检测电池片串是否存在问题以及判断电池片串存在的问题类型;依据电池片串存在的问题类型对应将电池片串通过所述补虚焊机构进行补虚焊和/或通过所述换片焊接机构更换新的电池片;通过ei检测机构检测修复后的电池片串是否存在问题。11.根据权利要求10所述的电池片串返修工艺方法,其特征在于,所述问题类型至少包括需要补虚焊的第一类问题、需要更换新的电池片的第二类问题以及既需要补虚焊又需要更换新的电池片的第三类问题,所述依据电池片串存在的问题类型对应将电池片串通过所述补虚焊机构进行补虚焊和/或通过所述换片焊接机构更换新的电池片包括如下步骤:对应所述第一类问题,将电池片串进行补虚焊;或对应所述第二类问题,将电池片串更换新的电池片;或对应所述第三类问题,将电池片串依次进行补虚焊和更换新的电池片,或将电池片串依次更换新的电池片或进行补虚焊。12.根据权利要求11所述的电池片串返修工艺方法,其特征在于,所述将电池片串进行补虚焊包括如下步骤:对电池片的正面补正面虚焊;
翻转电池片串;对电池片的背面补背面虚焊;翻转电池片串;所述将电池片串更换新的电池片包括如下步骤:将电池片串定位;将需更换的电池片拆离;将新的电池片串焊接在被替换的电池片处。13.根据权利要求10所述的电池片串返修工艺方法,其特征在于,所述方法还包括如下步骤:将修复后修复成功的电池片串输出至成品料盒;或将修复后依旧存在问题的电池片串输出至残品料盒。
技术总结
本发明涉及电池片维修的领域,尤其涉及一种太阳能电池片串返修焊接机构及电池片串返修工艺方法,包括检测机构、补虚焊机构、换片焊接机构以及传送机构,检测机构用于检测电池片串需要返修的类型以及检测电池片串是否修复成功;补虚焊机构用于为需要补虚焊的电池片的正面补正面虚焊和为需要补虚焊的电池片的背面补背面虚焊;换片焊接机构用于将待更换的电池片更换为新的电池片;传送机构能够将检测机构检测后的电池片串传送至补虚焊机构和换片焊接机构,传送机构还能够将补虚焊机构焊接完的电池片串和换片焊接机构作用完的电池片串传送至检测机构。该太阳能电池片串返修焊接机构能够自动修复电池片串所出现的常见的问题,节约人力,提高修复效率。提高修复效率。提高修复效率。
技术研发人员:朱光 王旺辉
受保护的技术使用者:深圳光远智能装备股份有限公司
技术研发日:2021.11.05
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。