1.本发明涉及一种数控机床的夹具工装,尤其涉及一种用于数控机床加工的真空吸盘装置。
背景技术:
2.真空吸盘装置作为数控机床的夹具工装主要应用于机械零件加工领域。就目前真空吸盘技术应用而言,目前常见的有专门针对零件结构而设计的真空吸盘,此类吸盘用途单一,无法在不同的零件上重复使用,只适合于批量产品的生产模式,工装投入大,经济性极低。另外一种是目前通用万能吸盘,技术特点主要是针对不同零件结构可通过调整密封条的布局来实现对零件的吸附,从而完成不同零件吸盘工装的共用。此技术要想实现不同零件吸盘工装共用需要操作人员能够自主地且能正确地布置密封条的位置,面对零件表面有诸多通孔、通槽这类结构时往往作业员在装夹阶段无法识别出来,零件在加工的过程中极易导致漏气出现打飞零件的严重后果,操作不仅繁琐且对操作人员的技能要求非常高。这种对作业人员的高要求严重限制了此类吸盘的应用,理论与现实使用差距巨大。
技术实现要素:
3.为克服上述缺点,本发明的目的在于提供一种灵活性高,操作简单,通用性、经济性更佳的真空吸盘装置。
4.本发明具体提供一种真空吸盘装置,包括真空吸盘本体和真空发生装置,所述真空吸盘本体上表面开设有开孔,所述真空吸盘内部设置有空腔,所述真空发生装置和所述空腔连接,所述空腔和所述开孔连接,还包括螺钉,所述螺钉可拆卸插设于所述开孔内,所述螺钉包括吸嘴螺钉和密封螺钉,所述吸嘴螺钉设置有轴向通气孔。本发明提供的真空吸盘装置未使用密封条,通过真空发生装置将空腔内气体排出,使空腔形成负压,然后通过吸嘴螺钉将真空吸盘本体上的工件吸附,对于形状不规则的工件,将未位于工件下方的开孔用密封螺钉进行密封,因此该真空吸盘装置适用于各种形状的工件,通用性强。
5.进一步地,所述螺钉上表面设置有o型凹槽,所述o型凹槽的内壁设置有o型密封圈,所述o型密封圈的直径大于o型凹槽的深度。所述吸嘴螺钉设置的轴向通气孔穿过所述o型凹槽围成的平面。通过o型密封圈的设置,使真空吸盘本体通过吸嘴螺钉进行吸附时,空腔内真空度高,吸附力强。
6.进一步地,所述螺钉的侧面设置有外螺纹,所述开孔设置有内螺纹,所述螺钉和所述开孔螺纹连接,通过螺纹连接,拆卸方便。
7.进一步地,所述开孔阵列等距离排布在所述真空吸盘本体的上表面。
8.进一步地,所述真空吸盘本体侧面设置有通气孔,所述通气孔和所述空腔连接,所述通气孔和所述真空发生装置连接。
9.进一步地,所述真空发生装置包括便携式空压机和真空发生器,所述便携式空压机通过气管和所述真空发生器连接,所述真空发生器和所述通气孔连接。
10.进一步地,还包括气阀开关,所述气阀开关设置于所述气管靠近所述通气孔一端。
11.进一步地,所述空腔包括中空气道,所述中空气道设置与所述开孔正下方,所述中空气道一端和所述通气口连接,另一端分成多个第一中空气道,所述第一中空气道和所述开孔连接。
12.进一步地,所述真空吸盘本体上设置有气压表,所述气压表用于测试所述空腔内的压力。
13.本发明的有益效果是:
14.1)通过真空发生装置将空腔内气体排出,使空腔形成负压,然后通过吸嘴螺钉将真空吸盘本体上的工件吸附,对于形状不规则的工件,将没有位于工件正下方的开孔用密封螺钉进行密封,因此该真空吸盘装置相较于专用吸盘工装,适用于各种形状的工件,通用性强,投入小,经济效益高,。
15.2)较于其他市场上主流的万能真空吸盘取消了密封条的使用,操作更简单,对人的技能要求更低,使用效果更好,应用前景更广。
附图说明
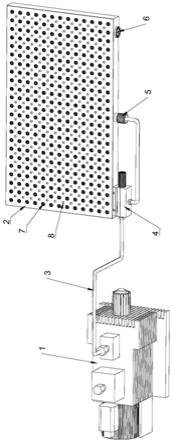
16.图1为本发明一较佳实施例的真空吸盘装置立体图;
17.图2为本发明一较佳实施例的真空吸盘本体剖视图;
18.图3为本发明一较佳实施例的吸嘴螺钉的立体图;
19.图4为本发明中空气道和第一真空气道连接示意图;
20.图5为本发明真空吸盘本体吸附工件的示意图;
21.图6为本发明真空吸盘吸附带有通孔的工件的示意图。
22.图中:1、便携式空压机;2、真空吸盘本体;21、空腔;22、中空气道;23、第一中空气道;3、气管;4、真空发生器;5、气阀开关;6、气压表;7、螺钉;71、密封螺钉;72、吸嘴螺钉;73、外螺纹;74、o型密封圈;75、通气孔;8、m6螺纹孔;9、工件。
具体实施方式
23.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
24.参见附图1所示,本实施例中的一种真空吸盘装置,包括真空吸盘本体2和真空发生装置,所述真空发生装置包括便携式空压机1和真空发生器4,所述便携式空压机1通过气管3和所述真空发生器4连接,所述便携式空压机1输出气压值0.8mpa,所述气管3为pu12mm塑料气管,韧性好,耐压强度高。所述真空吸盘本体2上表面开设有开孔,孔口为标准m12*1.5螺纹孔,所述开孔阵列等距离排布在所述真空吸盘本体2的上表面。所述真空吸盘内部设置有空腔21,所述空腔21和所述开孔连接,所述真空吸盘本体2侧面设置有通气孔,所述通气孔和所述空腔21连接,所述通气孔和所述真空发生器4通过气管3连接。所述真空发生器4一侧设计有进气道,另一侧为排气道,安装有消音器,在负压区域设计有气道,形成吸力,与气管3一端连接,气管3另一端接入真空吸盘本体2,吸力通过空腔21转接到了真空吸盘本体2表面开孔上,完成对零件的吸附。真空吸盘本体2上相邻通气孔之间设计有m6螺纹孔8,可作为辅助压紧点,可灵活使用。
25.本发明所述的真空吸盘本体2上设置有气压表6,所述气压表6用于测试所述空腔21内的压力。还包括气阀开关5,所述气阀开关5设置于所述气管3靠近所述通气孔一端。所述气阀开关5设计有弹性转位卡簧,推动一次接通气流,再推一次截断气流。
26.参见附图2和3所示所示,还包括螺钉,螺钉的材质为黄铜,外径为m12*1.5外螺纹73,安装在真空吸盘本体2表面m12*1.5螺纹开孔内,将开孔完全密封。所述螺钉上下表面设置有o型凹槽,所述o型凹槽的内壁设置有o型密封圈74,所述o型密封圈74的直径大于o型凹槽的深度。所述螺钉7包括吸嘴螺钉72和密封螺钉71,所述吸嘴螺钉72中间设置有轴向通气孔75,所述通气孔75穿过所述o型凹槽围成的平面。安装在真空吸盘本体2开孔内,吸嘴螺钉72上表面略低于开孔口面,o型密封圈74露出平面0.2
‑
0.3毫米,形成真空吸嘴。通过o型密封圈74的设置,使真空吸盘本体2通过吸嘴螺钉72进行吸附时,空腔21内真空度高,吸附力强。
27.参见附图4,所述空腔21包括中空气道22,所述中空气道22设置与所述开孔正下方,所述中空气道22一端和所述通气口连接,另一端分成多个第一中空气道23,所述第一中空气道23和所述开孔连接。
28.参见附图5,工件9覆盖在真空吸盘本体2上,工件9能覆盖区域安装吸嘴螺钉72,通过吸嘴螺钉72对工件9进行吸附,工件9未能覆盖的区域安装密封螺钉71,通过安装密封螺钉71,防止空气从开孔进入空腔21内。
29.参见附图6,工件9上有通槽,通槽下方的吸嘴螺钉72无法对工件9进行吸附,此时将通槽下方的开孔安装密封螺钉71,然后继续通过真空吸盘装置对工件9进行吸附。
30.工作过程:通过便携式空压机1输出压缩空气,经pu气管3将压缩空气输出至真空发生器4进气口,气流经过真空发生器4从出气口高速排出,在负压区的通气孔形成吸力,再由负压区的通气孔外接pu气管3与真空吸盘本体2进气口相连,于是吸力转移到了真空吸盘本体2表面的通气孔,吸力通过气阀开关5进行控制,由于真空吸盘本体2表面的通气孔数量众多,吸力被分散,吸力较小,此时应根据零件尺寸,将用不到的通气孔安装密封螺钉71进行完全密封,将工件9覆盖的通气孔75安装吸嘴螺钉72让其形成真空吸嘴,工件9未覆盖的区域安装密封螺钉71。通常情况下,真空吸盘本体2上的通气孔75在使用前全部用密封螺钉71进行密封,使用时可随时将需要的区域密封螺钉71更换成吸嘴螺钉72。真空吸盘本体2上的所有通气孔75均已刻有相应编号,作业员在使用时只用根据技术文件规定的内容更换相对应的吸嘴螺钉72即可完成零件的正确吸附。
31.以上实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所做的等效变化或修饰,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。