1.本发明属于特种加工技术领域,具体涉及一种用于加工工艺槽的方法及装置。
背景技术:
2.目前,航空发动机主门衬过油槽多采用电火花成型机单工位加工,主要通过手动调节电极片位置进行加工,电极片位置定位识别精度低,严重影响过油槽加工位置精度,电火花成型工艺参数控制波动大,尺寸精度不易控制,成型尺寸偏差大。主门衬过油槽加工效率低且加工精度差,产品合格率较低。
3.面对新型航空发动机主门衬的发展需求,过油槽加工精度及效率问题将更加突出。主门衬过油槽位置精度及尺寸精度越来越精确;产能效率的要求越来越高,急需研制主门衬过油槽高效高质量加工方法及配套装置。
技术实现要素:
4.为了解决现有技术中存在的问题,本发明提供一种用于加工工艺槽的方法及装置,改进过油槽成型电极片安装定位方式,采用电极片定位机构,依靠定位光栅片及定位传感器,确定电极片的位置,形成成套加工方法,实现航空发动机主门衬过油槽高效高质量加工。
5.为了实现上述目的,本发明采用的技术方案是:一种用于加工工艺槽装置,包括第一底板和第二底板,第一底板上开设若干定位孔,所述定位孔中设置定位光栅片,定位光栅片上设置定位传感器,定位传感器上设置电极片定位机构开设用于安装工艺槽成型电极片的通孔槽,电极片定位机构上设置平移机构,所述定位传感器连接控制器的输入端,控制器的输出端连接数字显示表,定位传感器的顶端设置工艺槽成型电极片,第二底板用于固定待加工零件,第二底板上待加工零件的中心与所述定位孔位置一一对应。
6.定位传感器的分辨率为0.1mm,平移机构的移动步长不超过1mm
‑
1.5mm。
7.工艺槽成型电极片与工艺槽的形状相同,工艺槽成型电极片与工艺槽之间设置0.05
‑
0.5mm的放电间隙。
8.一个电极片定位机构上工艺槽成型电极片的数量与单个零件待加工工艺槽的数量相同,所述通孔槽的数量和工艺槽成型电极片数量相同。
9.平移机构包括丝杆,丝杆与电极片定位机构本体螺纹配合,丝杆上设置螺母,工艺槽成型电极片与所述螺母连接,丝杆上设置移动旋钮。
10.定位传感器采用基于增量编码器的数字式位移传感器。
11.第一底板和第二底板的底面连接插拔式快换工装。
12.第二底板开设螺纹孔,螺纹孔中设置紧固螺钉,紧固螺钉用于紧固待加工零件。
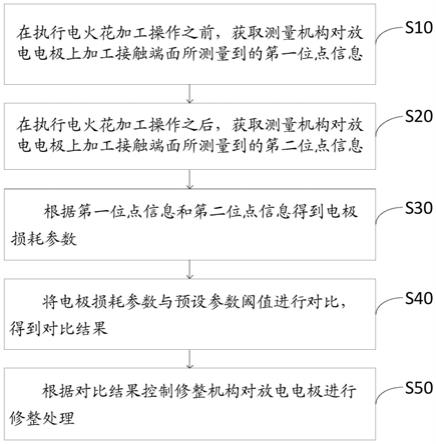
13.基于本发明所述装置加工工艺槽的方法,包括以下步骤:
14.步骤,将工艺槽成型电极片安装在成组式快换电极夹头内,成组式快换电极夹头内包含六组单组主门衬工艺槽夹头,每组安装工艺槽成型电极片;
15.通过定位传感器上的移动旋钮,将油槽成型电极片调节至正确位置;定位传感器的实测数据通过控制器传送至数字显示表,显示电极片的安装位置;
16.步骤2,步骤1组装完成的装置安装在伺服进给轴上并固定;
17.步骤3,将待加工零件安装在步骤1组装完成的装置中,并用紧固机构将其与电极片定位机构紧固;
18.步骤5,采用电火花同时加工所有待加工零件上的工艺槽;
19.步骤6,将加工完成的零件进行清洗,
20.步骤7,通过工具显微镜对零件上加工完成的工艺槽位置精度以及尺寸精度进行检测;
21.步骤8,浸涂保护液。
22.步骤5中,电火花加工的参数为如下:
23.伺服电流为5
‑
20a,伺服电压为1
‑
10v,电火花脉冲宽度为10
‑
80μs,电火花脉冲停歇为10
‑
80μs,伺服抬刀速度1000
‑
3600mm/min,灵敏度为30
‑
100%;抬刀高度为01
‑
05档,工作液闪电≥106℃;冲刷方式为浸油加工的同时外冲油加工,电极材料为石墨成型电极或铜钨合金成型电极;每加工完成一批零件时,重新更换电极片或对电极片损耗部分进行修磨后按照步骤1对电极片进行重新装夹。
24.与现有技术相比,本发明至少具有以下有益效果:
25.1)配套使用成组式主门衬快换电极夹头及成组式主门衬快换工装,采用成组式加工,可同时加工6组主门衬过油槽,大幅提高加工效率;
26.2)改进过油槽成型电极片安装定位方式,采用电极片定位机构,依靠定位光栅片及定位传感器,确定电极片的位置;通过定位传感器上的移动旋钮调节电极片位置,保证电极片安装到正确位置;通过定位传感器将数据传递到数字显示表,显示电极片安装位置,直观易识别位置。采用电极片定位机构,大幅提高成型加工位置精度;
27.3)采用主门衬过油槽成组式电火花成型工艺,高效、高精度加工过油槽,大幅提高成型加工尺寸精度;
28.本发明将成组式加工技术、电极片光栅定位技术、过油槽成组式电火花成型工艺优化技术,融合创新,形成成套加工方法,是一种创新工艺。
附图说明
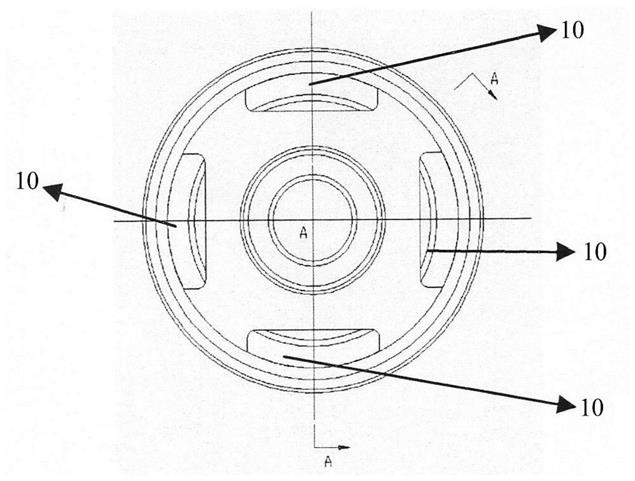
29.图1一种航空发动机主门衬过油槽分布示意图;
30.图2为图1的a
‑
a向剖视示意图;
31.图3本发明一种可实施的装置结构主视示意图;
32.图4为图3的俯视示意图;
33.图5为图3中局部结构示意图;
34.图6为采用第二底板装夹一种航空发动机主门衬零件示意图。
35.图7为图6的俯视示意图。
36.图中,1
‑
工艺槽成型电极片,2
‑
单组主门衬过油槽夹头,3
‑
电极片定位机构,4
‑
定位光栅片,5
‑
定位传感器,6
‑
移动旋钮,7
‑
主门衬零件,8
‑
压紧螺钉,9
‑
数字显示表接口,10
‑
过油槽。
具体实施方式
37.参考图3、图4和图5,一种用于加工工艺槽装置,包括第一底板和第二底板,第一底板上开设若干定位孔,所述定位孔中设置定位光栅片4,定位光栅片4上设置定位传感器5,定位传感器5上设置电极片定位机构3开设用于安装工艺槽成型电极片1的通孔槽,电极片定位机构3上设置平移机构,所述定位传感器5连接控制器的输入端,控制器的输出端连接数字显示表,定位传感器5的顶端设置工艺槽成型电极片1,第二底板用于固定待加工零件7,第二底板上待加工零件7的中心与所述定位孔位置一一对应,定位传感器5上设置数据传输接口9,通过数据传输接口9将输出传输至控制器及数字显示器。
38.定位传感器的分辨率为0.1mm,平移机构的移动步长不超过1mm
‑
1.5mm。
39.工艺槽成型电极片与工艺槽的形状相同,工艺槽成型电极片与工艺槽之间设置0.05
‑
0.5mm的放电间隙。
40.一个电极片定位机构上工艺槽成型电极片的数量与单个零件待加工工艺槽的数量相同,所述通孔槽的数量和工艺槽成型电极片数量相同。
41.定位传感器5采用基于增量编码器的数字式位移传感器。
42.参考图3和5图6,第一底板和第二底板的底面连接插拔式快换工装。
43.第二底板开设螺纹孔,螺纹孔中设置紧固螺钉,紧固螺钉用于紧固待加工零件。
44.作为一个可选的实施例,平移机构包括丝杆,丝杆与电极片定位机构3本体螺纹配合,丝杆上设置螺母,工艺槽成型电极片1与所述螺母连接;电极片定位机构3中设置两根相互垂直的丝杆,每根丝杆上设置能同步移动的螺母,丝杆上设置移动旋钮6。
45.当然针对不对称的结构,本技术还可以用四根丝杆,每根丝杆上设置螺母,工艺槽成型电极片1与所述螺母连接,丝杆上均设置移动旋钮6。
46.参考图1和图2,本实施例提供一种航空发动机主门衬过油槽加工方法,包括以下步骤:
47.步骤1,安装成组式主门衬过油槽电极:将过油槽成型电极片1安装在成组式快换电极夹头内,成组式快换电极夹头内包含六组单组主门衬过油槽夹头2,每组安装4片过油槽成型电极片1,合计安装24片,实现六件主门衬同时加工,提高加工效率;
48.安装方法:
49.在第一底板上安装定位光栅片4及定位传感器5,通过定位光栅片4、定位传感器5与电极片定位机构3结合,确定油槽成型电极片1的位置;旋转电极片定位机构3上的移动旋钮6,将油槽成型电极片1调节至正确位置;定位传感器5将数据传递到数字显示表,显示电极片的安装位置,确保主门衬过油槽加工的位置精度;通过观察数字显示表的数字确定过油槽电极片正确安装位置。
50.步骤2,将装配调节好的成组式快换电极夹头安装在电火花成型机床伺服进给轴上并固定。通过快换夹头将成组式电极夹头安装在伺服进给轴上并固定。
51.步骤3,将成组式主门衬快换工装,即本发明所述装置安装在机床加工位置并固定,所述装置可同时安装6组主门衬零件,参考图3,通过快换夹头将成组式主门衬工装安装在机床加工位置并固定。
52.步骤4,安装主门衬零件:将六组主门衬零件7安装在成组式主门衬快换工装中,分别依靠同轴定位方式,确定六组主门衬零件位置,并通过螺钉8压紧固定,其中,成组式主门
衬快换工装包括一个插拔式快换工装和第二底板,第二底板上设置用于紧固主门衬零件7的螺钉8;参考图6和图7。
53.步骤5,成组式电火花成型工艺高效、高精度加工过油槽:
54.利用成组式电火花成型工艺,高效、高精度加工过油槽。确定成组式电火花成型工艺的合理加工参数。
55.电火花成型工艺参数:
56.1)确定伺服电流(范围:5
‑
20a);
57.2)伺服电压(范围:1
‑
10v);
58.3)确定电火花脉冲宽度(范围:10
‑
80us);
59.4)确定电火花脉冲停歇(范围:10
‑
80us);
60.5)确定伺服抬刀速度(范围:1000
‑
3600mm/min);
61.6)确定灵敏度参数(灵敏度范围:30
‑
100%);
62.7)确定抬刀高度(01
‑
05档);
63.8)加工极性(范围:正极性/负极性);
64.9)工作液(范围:专用电火花切削油,闪电:≥106℃);
65.10)冲刷方式(浸油加工 外冲油加工)
66.11)电极材料(范围:石墨成型电极/铜钨合金成型电极)。
67.步骤6,主门衬零件清洗:将加工完成的主门衬零件放置在超声波清洗机中,加入清洗溶液(纯净水),进行主门衬零件清洗,去除油污。
68.步骤7,主门衬零件过油槽尺寸检测:通过工具显微镜检查过油槽位置精度及尺寸精度。
69.步骤8,浸涂保护液:该零件防护等级为"ⅲ级",加工后24小时内浸涂或刷涂ts
‑
1脱水油或f20
‑
1防锈油。
70.加工零件时观察电极片损耗及放电异常情况,每加工完成一批(6组)零件时,可重新更换电极片或对电极片损耗部分进行修磨后按照步骤1对电极片进行重新装夹。
71.作为一个可选的实施例,移动旋钮6还连接电动驱动机构,能通过自动控制实现准确调整,能适用于更加精密的工艺槽加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。