1.本发明涉及数控电火花设备技术领域,具体涉及放电电极自动修整方法、装置及存储介质。
背景技术:
2.目前,数控电火花机床在批量零部件加工中,一个电极需要批量加工多件零件。当电极损耗超过一定的数值时,电极需要人员手工修整之后再次放电加工。当电极损耗过极限值时,机床报警人员更换新的电极进行放电加工。其中,电极损耗及修整需要人员手动进行,导致电极的整个修整耗时长且不利于自动化加工。
3.因此,现有技术有待于改善。
技术实现要素:
4.本发明的主要目的在于提出一种放电电极自动修整方法、装置及存储介质,以至少解决现有数控电火花机床中放电电极的修整效率低的技术问题。
5.本发明的第一方面,提供了一种放电电极自动修整方法,应用于具有放电电极、测量机构以及修整机构的数控电火花机床,包括:
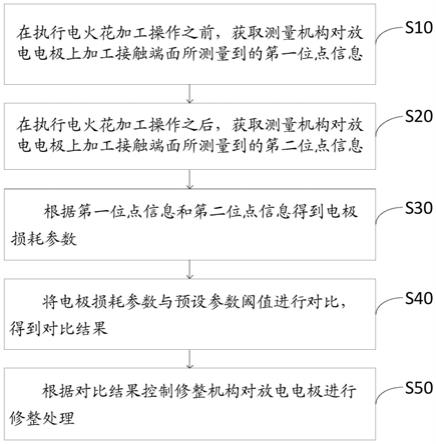
6.在执行电火花加工操作之前,获取测量机构对所述放电电极上加工接触端面所测量到的第一位点信息,在执行电火花加工操作之后,获取测量机构对放电电极上加工接触端面所测量到的第二位点信息,根据第一位点信息和第二位点信息得到电极损耗参数,将电极损耗参数与预设参数阈值进行对比,得到对比结果,根据对比结果控制修整机构对所述放电电极进行修整处理。
7.本发明的第二方面,提供了一种电子装置,包括存储器、处理器及总线;
8.所述总线用于实现所述存储器、处理器之间的连接通信;
9.所述处理器用于执行存储在所述存储器上的计算机程序;
10.所述处理器执行所述计算机程序时,实现第一方面提供的放电电极自动修整方法中的步骤。
11.本发明的第三方面,提供了一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时,实现第一方面提供的放电电极自动修整方法中的步骤。
12.本发明提供的放电电极自动修整方法、装置及存储介质,通过在执行电火花加工操作之前,获取测量机构对所述放电电极上加工接触端面所测量到的第一位点信息,在执行电火花加工操作之后,获取测量机构对放电电极上加工接触端面所测量到的第二位点信息,根据第一位点信息和第二位点信息得到电极损耗参数,将电极损耗参数与预设参数阈值进行对比,得到对比结果,根据对比结果控制修整机构对所述放电电极进行修整处理。从而电火花数控机床执行完电火花加工操作后通过所得到的第一位点信息、第二位点信息自动分析出放电电极在此次电火花加工操作过程中的电极损耗参数,并基于电极损耗参数、
预设参数阈值得到对比结果,根据对比结果来自动化地对于放电电极进行修整处理,整个自动修整方法人为参与度低,且利用集成于机床中的修整机构自动执行修整处理显著提高修整效率,以及经修整后的放电电极有利于提高下一次电火花加工处理过程的加工质量、稳定性。
附图说明
13.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
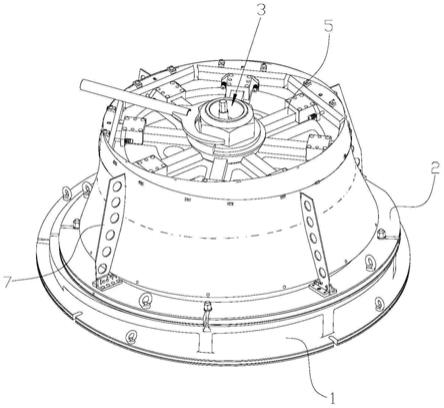
14.图1为本发明中电火花数控机床中各结构的示意图;
15.图2为本发明第一实施例提供的放电电极自动修整方法的流程示意图;
16.图3为本发明中放电电极、工件的结构示意图;
17.图4为本发明第二实施例提供的放电电极自动修整方法的流程示意图;
18.图5为本发明中加工程式的示意图;
19.图6为本发明第三实施例提供的电子装置内部的模块连接示意图。
20.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
21.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.需要注意的是,相关术语如“第一”、“第二”等可以用于描述各种组件,但是这些术语并不限制该组件。这些术语仅用于区分一个组件和另一组件。例如,不脱离本发明的范围,第一组件可以被称为第二组件,并且第二组件类似地也可以被称为第一组件。术语“和/或”是指相关项和描述项的任何一个或多个的组合。
23.本发明的放电电极自动修整方法可以应用于数控电火花机床中,如图1所示,该数控电火花机床集成有放电电极10、测量机构20以及修整机构30,放电电极10是对于床台上的工件40进行电火花加工,测量机构20具备测量功能,修整机构30具备对于放电电极10进行修整的功能。
24.图2示出了本发明的第一实施例提供的放电电极自动修整方法,包括以下步骤:
25.步骤s10,在执行电火花加工操作之前,获取测量机构对放电电极上加工接触端面所测量到的第一位点信息;
26.在本实施例中,电火花加工操作表示数控电火花机床的放电电极10的加工接触端面根据一个加工程式对工件所进行的电火花加工操作(一个加工程式可以是对于10个工件进行电火花加工操作),在电火花加工操作过程中,该放电电极10与数控电火花机床的脉冲电源的正极连接,工件与数控电火花机床的脉冲电源的负极连接。则在脉冲电源的正极、负极均未输出电压时,获取测量机构20对放电电极10上加工接触端面所测量到的第一位点信息,该第一位电信息可以是加工接触端面(比如,放电电极10的左侧端面)上的一个端点对应的坐标信息。
27.这里需要说明的是,如图3所示,数控电火花机床上的主轴50与放电电极10连接以
带动其移动到工件上进行电火花加工操作,形成加工特征41。放电电极10具有多个接触端面(与工件40所接触的端面),而加工接触端面11表示放电电极10上与加工件40上所形成的加工特征41的加工深度a相关的端面,也即加工接触端面11是多个接触端面中的至少一个端面。一般而言,加工件40的加工特征41的加工深度a是由放电电极10上的加工接触端面11主要产生,而与放电电极10上的其余端面关系不大。
28.步骤s20,在执行电火花加工操作之后,获取测量机构对放电电极上加工接触端面所测量到的第二位点信息;
29.在本实施例中,在执行电火花加工操作之后,即数控电火花机床利用放电电极10对工件完成一个加工程式后,获取测量机构对放电电极10上加工接触端面所测量到的第二位点信息,该第二位电信息可以是加工接触端面(比如,放电电极10的左侧端面)上的一个端点对应的坐标信息。
30.步骤s30,根据第一位点信息和第二位点信息得到电极损耗参数;
31.在本实施例中,当得到步骤s10、步骤s20中所分别检测的第一位点信息、第二位点信息后,由于第一位点信息、第二位点信息是表示同一个加工接触端面上的不同时刻所对应的位点信息,一般而言,当数控电火花机床完成一个加工程式时会控制放电电极10对于10
‑
100个工件进行电火花加工处理,在完成上述电火花加工处理(也即完成一个加工程式)后,放电电极10的加工接触端面会有磨损。所以根据第一位点信息和所述第二位点信息得到电极损耗参数,例如,两个坐标信息计算出的距离可称为电极损耗参数。显然,距离越大,电极损耗参数越大(即放电电极的磨损程度越严重)。
32.步骤s40,将电极损耗参数与预设参数阈值进行对比,得到对比结果;
33.步骤s50,根据对比结果控制修整机构对放电电极进行修整处理。
34.在本实施例中,可以将电极损耗参数减去预设参数阈值得到对比结果,则对比结果反映当前的电极损耗参数是否与预设参数阈值的大小关系,最后根据该对比结果控制修整机构30对放电电极10进行修整处理。例如,电极损耗参数为0.6mm,预设参数阈值为0.5mm,则对比结果为电极损耗参数减去预设参数阈值所得到的大于0的值,即0.6mm减去0.5mm为0.1mm,根据大于0的0.1mm的值对比结果控制修整机构对放电电极进行修整处理。
35.由此本发明的数控电火花机床每次执行完电火花加工操作后通过所得到的第一位点信息、第二位点信息自动分析出放电电极在此次电火花加工操作过程中的电极损耗参数,并基于电极损耗参数、预设参数阈值得到对比结果,根据对比结果来自动化地对于放电电极进行修整处理,整个自动修整方法人为参与度低,且利用集成于机床中的修整机构自动执行修整处理显著提高修整效率,以及经修整后的放电电极有利于提高下一次电火花加工处理过程的加工质量、稳定性。
36.具体的,在执行电火花加工操作之后,获取电火花加工操作的加工时间,检测该加工时间是否大于预设加工时间阈值,若加工时间大于预设加工时间阈值,则执行获取测量机构对放电电极上加工接触端面所测量到的第二位点信息的步骤。而当加工时间小于预设加工时间阈值,则获取下一个加工程式并利用放电电极执行对应的电火花加工操作。由此,针对不同的加工程式所对应的加工时间不同的电火花加工操作,能够基于加工时间来进行初步判定,是否需要对于放电电极进行第二位点信息的获取,如果加工时间小于或者等于加工时间阈值,显然对于放电电极的磨损是有限、可忽略不计的。例如,当预设加工时间阈
值为10秒;一个加工程式是对于一个工件的顶端面的一个范围小于5平方厘米的区域进行磨平操作(总耗时为5秒),当获取到其对应的加工时间为5秒时(小于10秒),表明无需进行磨损检测。
37.图4示出了本发明第二实施例提供的放电电极自动修整方法,在获取所述测量机构对所述放电电极上加工接触端面所测量到的第一位点信息的步骤之前,还包括:步骤s401,获取用户对数控电火花机床所导入的加工程式;步骤s402,根据加工程式生成测量启动指令。具体的,当数控电火花机床需要执行电火花加工操作时,用户将加工程式(如图5所示)导入数控电火花机床中,则数控电火花机床基于识别功能获取到相应加工程式,当获取到加工程式时表明有加工需求,此时根据加工程式生成测量启动指令,所生成的测量启动指令控制控制测量机构20对放电电极10上加工接触端面11进行测量,这种自动触发机制减少用户参与度,无需用户亲自输入检测指令。
38.在本实施例中,用户所导入的加工程式中会有很多编码,每一个编码对应一种加工信息,例如一个编码是与放电电极对应的加工件数量(比如,需要加工100件加工件时,则该100件为与放电电极对应的加工件数量);在根据加工程式生成测量启动指令的步骤之后,还包括:步骤s403,根据加工程式获取放电电极对应的加工件数量;步骤s404,根据加工件数量相应确定预设参数阈值。其中,不同的加工程式一般是具有不同的加工数量,则能够针对不同加工程式确定出对应的预设参数阈值。该确定方式可以是预存于数控电火花机床内的一种映射关系,例如当加工件数量为10
‑
50个,其对应的预设参数阈值为0.1mm;当加工件数量为200
‑
250个,其对应的预设参数阈值为0.3mm。加工件数量的不同所对应的预设参数阈值不同能够使得后续在对于放电电极10进行检测时更加有针对性。
39.在本实施例中,加工程式还具有与加工特征对应的编码,测量机构包括距离传感器。获取测量机构对放电电极上加工接触端面所测量到的第一位点信息的步骤包括:步骤s405,根据加工程式识别出加工特征,根据加工特征确定放电电极的加工接触端面,步骤s406,控制距离传感器对加工接触端面内的至少一个端点进行检测,得到与端点对应的第一位点信息。例如,当加工特征为方形沉头孔(假设其在加工程式中由编码aa11来表示,数控电火花机床可以基于预设规则从加工程式中识别出来),则可以从放电电极10的一个接触端面中确定加工接触端面,比如确定放电电极10的底端面(其底端面形状为方形),将该底端面确定为加工接触端面11,并控制距离传感器对加工接触端面11内的至少一个端点进行检测,得到与端点对应的第一位点信息。可选的,可以选择加工接触端面11中的两个端点进行检测得到两个坐标值,该两个坐标值相加后除以二得到的值作为第一位点信息。
40.其中,距离传感器的数量为两个,分别为第一距离传感器和第二距离传感器,第一距离传感器所采集的信息处于第一坐标系中,第二距离传感器所采集的信息处于第二坐标系中;该控制距离传感器对加工接触端面内的至少一个端点进行检测,得到与端点对应的第一位点信息步骤具体包括:第一距离传感器和第二距离传感器分别对加工接触端面内的目标端点进行检测,分别得到对应的第一采集信息和第二采集信息,分别对第一采集信息、第二采集信息进行特征提取以得到多个特征矢量,将处于不同坐标系中的与多个所述特征矢量对应的特征参数转换为标准坐标系中的多个测量参数(标准坐标系是数控电火花机床内置的用于进行加工的坐标系);根据多个测量参数按照同一目标进行分组关联,检测各组中的每个测量参数是否存在大于临界值的测量参数;在确定存在大于临界值的测量参数
时,将大于临界值的测量参数从各组中进行过滤,得到多组标准测量参数;将多组标准测量参数进行叠加,得到第一位点信息。需要说明的是,叠加就是将每一组标准测量参数进行叠加,以使得所生成的第一位点信息具有各组标准测量参数,能够使得数控电火花机床从多源数据监控中得到与目标端面相关的、更全面的位点信息。
41.在本实施例中,在获取所述测量机构对所述放电电极上加工接触端面所测量到的第一位点信息的步骤之后,包括:根据第一位点信息生成第一控制指令,根据第一控制指令控制放电电极的加工接触端面对工件进行电火花加工操作。也就是说,在得到第一位点信息后,根据第一位点信息生成第一控制指令,该第一控制指令用于控制脉冲电源输出脉冲电压,以使得与正极连接的放大电极10对与负极连接的工件40进行电火花加工操作。
42.在本实施例中,获取测量机构对放电电极上加工接触端面所测量到的第二位点信息的步骤包括:步骤s407,控制距离传感器对加工接触端面内的中心点进行检测,得到与中心点对应的第二位点信息。具体的,当数控电火花机床按照加工程式完成电火花加工操作后,一般而言此时加工接触端面会有一定磨损(比如已加工100件),由于放电电极的加工接触端面的每一个区域并不一定具有完全一致的强度,由此在完成电火花加工操作后加工接触端面的各区域上的端点对应的点位信息是不同的。为了消除上述点位差别,这里取加工接触端面的中心点作为待检测的样点,也即得到与中心点对应的第二位点信息。
43.在本实施例中,预设参数阈值包括电极修整阈值和电极报废阈值;电极修整阈值是用于判定放电电极是否需要进行修整处理的阈值,电极报废阈值是用于判定放电电极是否需要进行报废处理的阈值。根据电极损耗参数和预设参数阈值得到对比结果的步骤包括:将电极损耗参数与电极修整阈值进行对比,得到第一对比结果;将电极损耗参数与电极报废阈值进行对比,得到第二对比结果。比如,将电极损耗参数减去电极修整阈值,得到第一差值,该第一差值则表示第一对比结果。将电极损耗参数减去电极报废阈值,得到第二差值,该第二差值表示第二对比结果。更具体的,当预设参数阈值中的电极修整阈值为0.3mm以及电极报废阈值为0.5mm,当所得到的电极损耗参数为0.35mm时,则0.35mm减0.3mm所得到的 0.05mm为第一对比结果,0.35mm减0.5mm所得到的
‑
0.15mm为第二对比结果,第一对比结果、第二对比结果共组成对比结果。
44.需要说明的是,该数控电火花机床在得到第一对比结果和第二对比结果后,可以通过与电极报废阈值、电极修整阈值的比较,分析出当前的放电电极的状态。例如,电极损耗参数大于电极报废阈值时,当前的放电电极10无法使用,处于报废状态;以及当电极损耗参数小于电极修整阈值时,当前的放电电极10无需进行修整处理,可以继续执行下一个加工程式(即数控电火花机床可接收下一个加工程式,以控制该放电电极10对于工件进行加工)。
45.在本实施例中,根据对比结果控制修整机构对放电电极进行修整处理的步骤包括:在第一对比结果为电极损耗参数大于电极修整阈值、以及第二对比结果为电极损耗参数小于电极报废阈值时,生成修整指令;根据修整指令控制所述修整机构对所述放电电极进行修整处理。具体的,通过上述两个对比结果的检测,可以得知电极损耗参数处于电极修整阈值和电极报废阈值之间的时候,表明当前的放电电极还可以使用,未到达报废状态,则生成修整指令,根据修整指令控制修整机构对放电电极进行修整处理,其中,该修整指令用于调用修整程式。
46.具体的,数控电火花机床中的修整机构可以是带有凸部的可导电的修整块,例如是尖尖的铜块。在对于放电电极进行修整处理的机制如下:数控电火花机床中的脉冲电源的正极与放电电极10连接,脉冲电源的负极与修整机构连接,并通过导管冲注工作液于放电电极和修整机构之间,在脉冲电源输出电压时,在放电电极的加工接触端面与修整机构之间产生火花放电,由放电时产生的瞬时高温、高压作用进行电火花铣削加工,因为放电电极连接的是负极,加工损耗大于修整机构,使放电电极达到修整目的。
47.在本实施例中,根据修整指令控制修整机构对放电电极进行修整处理的步骤包括:获取导入至数控电火花机床的加工程式中的加工精度;根据修整指令调用与加工精度对应的修整程式,控制修整机构对放电电极进行修整处理。其中,电火花数控机床中存储有加工精度与加工程式的映射关系(该映射关系可参考下表1),由于在加工程式中每一种加工精度对应的编码不同,则数控电火花机床可基于编码识别出加工精度,并基于所识别出的加工精度从映射关系中确定对应的修整程式。例如,所获取到的加工精度为0.08mm,其属于0.01-0.10加工精度,其对应的修整程式为程式b,则调用程式b以控制修整机构对放电电极进行修整处理,起到针对性修整技术效果。
48.表1
[0049][0050]
在本实施例中,在控制修整机构对放电电极进行修整处理的步骤之后,还包括:生成校准指令,该校准指令控制测量机构20对于已完成修整处理的放电电极10的加工接触端面11的至少一个校准点进行测量;获取所测量到的校准点对应的校准点位信息,将校准点位信息进行记录后上传至监控中心;接收监控中心所反馈的校准结果,基于该校准结果输出提示信息,该提示信息可以是显示于数控电火花机床的显示屏上的文字内容,例如“校准良好”。
[0051]
其中,机床中的修整程式(比如程式b的部分)如下:
[0052]
progname x10442805/2805_jy0742_p.prg
[0053]
load tech 2805_xlcs.tec
[0054]
polarity-
[0055]
load offset 2805/jy0742_p.ofs
[0056]
offset 1
[0057]
trav x0 y0 b95.5850
[0058]
trav z-130
[0059]
trav y1
[0060]
edge z-set0
[0061]
trav z 1
[0062]
tank pos 200
[0063]
tank fill
[0064]
erosion z-0.8 return
[0065]
trav z 135
[0066]
trav b0
[0067]
memo offset 1 2805/jy0742_p.ofs
[0068]
tank pos 10
[0069]
end
[0070]
图6示出了本发明第三实施例所提供的电子装置,该电子装置可用于实现前述任一实施例中的放电电极自动修整方法。该电子装置包括:
[0071]
存储器601、处理器602、总线603及存储在存储器601上并可在处理器602上运行的计算机程序,存储器601和处理器602通过总线603连接。处理器602执行该计算机程序时,实现前述实施例中的放电电极自动修整方法。其中,处理器的数量可以是一个或多个。
[0072]
存储器601可以是高速随机存取记忆体(ram,random access memory)存储器,也可为非不稳定的存储器(non-volatile memory),例如磁盘存储器。存储器601用于存储可执行程序代码,处理器602与存储器601耦合。
[0073]
进一步的,本技术实施例还提供了一种计算机可读存储介质,该计算机可读存储介质可以是设置于上述各实施例中的电子装置中,该计算机可读存储介质可以是存储器。
[0074]
该计算机可读存储介质上存储有计算机程序,该程序被处理器执行时实现前述实施例中的人体生物电阻抗测量方法。进一步的,该计算机可存储介质还可以是u盘、移动硬盘、只读存储器(rom,read-only memory)、ram、磁碟或者光盘等各种可以存储程序代码的介质。
[0075]
在本技术所提供的几个实施例中,应该理解到,所揭露的装置和方法,可以通过其它的方式实现。例如,以上所描述的装置实施例仅仅是示意性的,例如,模块的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,例如多个模块或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些接口,装置或模块的间接耦合或通信连接,可以是电性,机械或其它的形式。
[0076]
作为分离部件说明的模块可以是或者也可以不是物理上分开的,作为模块显示的部件可以是或者也可以不是物理模块,即可以位于一个地方,或者也可以分布到多个网络模块上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。
[0077]
另外,在本技术各个实施例中的各功能模块可以集成在一个处理模块中,也可以是各个模块单独物理存在,也可以两个或两个以上模块集成在一个模块中。上述集成的模块既可以采用硬件的形式实现,也可以采用软件功能模块的形式实现。
[0078]
集成的模块如果以软件功能模块的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本技术的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的全部或部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个可读存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本技术各个实施例方法的全部或
部分步骤。而前述的可读存储介质包括:u盘、移动硬盘、rom、ram、磁碟或者光盘等各种可以存储程序代码的介质。
[0079]
需要说明的是,对于前述的各方法实施例,为了简便描述,故将其都表述为一系列的动作组合,但是本领域技术人员应该知悉,本技术并不受所描述的动作顺序的限制,因为依据本技术,某些步骤可以采用其它顺序或者同时进行。其次,本领域技术人员也应该知悉,说明书中所描述的实施例均属于优选实施例,所涉及的动作和模块并不一定都是本技术所必须的。
[0080]
在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其它实施例的相关描述。
[0081]
以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。