1.本发明涉及汽车配件加工技术领域,尤其涉及一种汽车配件生产加工用焊接辅助装置。
背景技术:
2.汽车配件是构成汽车整体的各个单元及服务于汽车的一种产品,汽车配件的种类繁多,其中包含管状配件,例如消音筒、空调管等,在加工过程中需要通过焊接将两个管状配件连接到一起,但是现有的焊接装置在需要工作人员将管道套接在转轴外部,然后再进行固定,安装方式比较麻烦,耗时耗力,同时焊接过程中产生的焊烟需要通过烟气处理机构进行处理,使其达到排放标准,烟气处理机构在进行焊烟处理时,其内部的滤板常常被空气中的纤维等杂质封堵住,降低了烟气处理的效率,焊接完成后,部分配件需要对其进行密封性检测,延长了配件的生产进程,为此需要一种汽车配件生产加工用焊接辅助装置。
技术实现要素:
3.本发明提出的一种汽车配件生产加工用焊接辅助装置,解决了现有技术中存在的问题。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种汽车配件生产加工用焊接辅助装置,包括底座,所述底座顶端固定有外壳,所述外壳内部转动套接有螺杆,所述螺杆外侧对称设置有两个滑块,两个所述滑块顶端均安装有焊接辅助组件,所述外壳内侧顶端安装有焊接头,所述外壳顶端设置有焊烟处理组件;
6.所述焊接辅助组件包括滑块顶端固定的支撑板,所述支撑板内部转动套接有转轴,所述转轴端部固定有夹板,所述夹板远离转轴一侧固定有圆筒,所述圆筒内圈固定有连接杆,所述连接杆端部固定有套筒,所述套筒内部滑动套接有挤压筒,所述挤压筒靠近夹板一端固定有第一驱动杆,所述第一驱动杆与夹板滑动套接,所述第一驱动杆位于夹板内部一端转动连接有第二驱动杆,所述第二驱动杆远离第一驱动杆一端转动连接有第三驱动杆,所述第三驱动杆远离第二驱动杆一端固定有弧形固定板,所述挤压筒端部与夹板之间固定有挤压弹簧。
7.优选的,所述焊烟处理组件包括固定在外壳内侧顶端的进气筒,所述进气筒端部连接有烟气处理机构,所述进气筒内部固定有滤板,所述滤板内部滑动套接有导向杆,所述导向杆远离滤板一端固定有支架,所述支架外侧固定有用于清理滤板使用的顶杆,所述支架与滤板之间固定有第一复位弹簧,所述支架远离顶杆一侧固定有第一斜块,所述进气筒滑动套接有配合第一斜块使用的第二斜块,所述第二斜块远离第一斜块一端穿过外壳顶部固定有驱动块,所述驱动块顶端与外壳内侧顶端之间固定有第二复位弹簧,所述夹板外圈固定有用于带动驱动块向上运动使用的驱动环。
8.优选的,其中一个所述夹板内部嵌有第一导气管,所述第一导气管外圈滑动套接有第二导气管,且所述第二导气管连接有气泵,另一侧所述夹板内部嵌有第三导气管,所述
第三导气管外圈滑动套接有第四导气管,所述第四导气管与外壳固定连接,且所述第四导气管顶端安装有压力表。
9.优选的,所述滑块底端开设有导向槽,所述底座顶端固定有配合导向槽使用的导向块,所述螺杆端部固定有第一驱动电机。
10.优选的,所述转轴外侧固定有齿环,所述齿环外侧啮合连接有齿轮,所述齿轮轴心处连接有第二驱动电机。
11.优选的,所述螺杆外圈开设有两段方向相反的外螺纹,所述滑块内部开设有配合外螺纹使用的内螺纹。
12.优选的,所述烟气处理机构包括有固定在外壳顶端且与进气筒连接的安装壳,所述安装壳内部一侧固定有风机,所述安装壳内部另一侧安装有烟气处理滤芯。
13.优选的,所述第二斜块外侧且位于外壳上方位置处固定有挡板。
14.优选的,所述夹板外圈套接有横截面为l形的第一密封圈。
15.优选的,所述第二导气管端部固定有第二密封圈,所述第四导气管端部固定有第三密封圈。
16.本发明中通过设置的焊接辅助组件使得配件在完成焊接后对其进行气密性检测,减少了配件生产过程中的程序,提高了生产效率,同时在支撑板带动配件运动的过程中,通过设置的驱动环、驱动块、第二斜块、第一斜块、支架和顶杆对滤板内的滤孔进行清理,延长了滤板的使用寿命。
附图说明
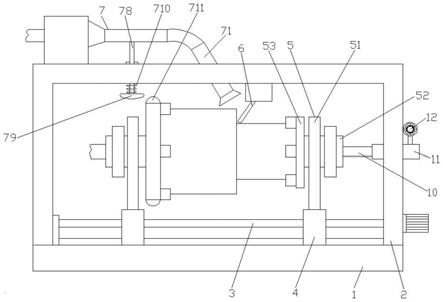
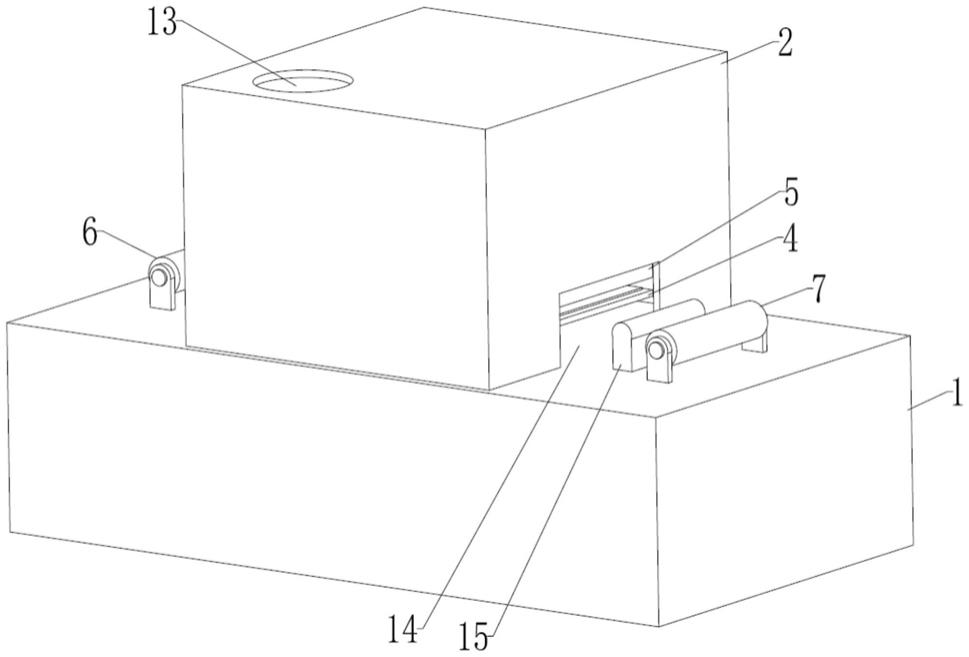
17.图1为本发明提出的一种汽车配件生产加工用焊接辅助装置的整体结构正面示意图;
18.图2为本发明提出的一种汽车配件生产加工用焊接辅助装置的焊接辅助组件内部结构剖视图;
19.图3为本发明提出的一种汽车配件生产加工用焊接辅助装置的第二驱动杆安装结构示意图;
20.图4为本发明提出的一种汽车配件生产加工用焊接辅助装置的圆筒安装结构侧面示意图;
21.图5为本发明提出的一种汽车配件生产加工用焊接辅助装置的进气筒内部结构剖视图。
22.图中:1、底座;2、外壳;3、螺杆;4、滑块;5、焊接辅助组件;51、支撑板;52、转轴;53、夹板;54、圆筒;55、连接杆;56、套筒;57、挤压筒;58、第一驱动杆;59、第二驱动杆;510、第三驱动杆;511、弧形固定板;512、挤压弹簧;6、焊接头;7、焊烟处理组件;71、进气筒;72、滤板;73、导向杆;74、支架;75、顶杆;76、第一复位弹簧;77、第一斜块;78、第二斜块;79、驱动块;710、第二复位弹簧;711、驱动环;8、第一导气管;9、第二导气管;10、第三导气管;11、第四导气管;12、压力表;13、配件。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
24.参照图1
‑
5,一种汽车配件生产加工用焊接辅助装置,包括底座1,底座1顶端固定有外壳2,外壳2内部转动套接有螺杆3,螺杆3外侧对称设置有两个滑块4,两个滑块4顶端均安装有焊接辅助组件5,外壳2内侧顶端安装有焊接头6,外壳2顶端设置有焊烟处理组件7;
25.焊接辅助组件5包括滑块4顶端固定的支撑板51,支撑板51内部转动套接有转轴52,转轴52端部固定有夹板53,夹板53远离转轴52一侧固定有圆筒54,圆筒54内圈固定有连接杆55,连接杆55端部固定有套筒56,套筒56内部滑动套接有挤压筒57,挤压筒57靠近夹板53一端固定有第一驱动杆58,第一驱动杆58与夹板53滑动套接,第一驱动杆58位于夹板53内部一端转动连接有第二驱动杆59,第二驱动杆59远离第一驱动杆58一端转动连接有第三驱动杆510,第三驱动杆510远离第二驱动杆59一端固定有弧形固定板511,挤压筒57端部与夹板53之间固定有挤压弹簧512,将配件套接在圆筒54外圈,圆筒54带动两个配件相互靠近,当两个挤压筒57贴合时,挤压筒57受力带动第一驱动杆58运动,第一驱动杆58通过第二驱动杆59带动第三驱动杆510和弧形固定板511向着配件13方向运动,从而将配件13固定在弧形固定板511和圆筒54之间。
26.焊烟处理组件7包括固定在外壳2内侧顶端的进气筒71,进气筒71端部连接有烟气处理机构,进气筒71内部固定有滤板72,滤板72内部滑动套接有导向杆73,导向杆73远离滤板72一端固定有支架74,支架74外侧固定有用于清理滤板72使用的顶杆75,支架74与滤板72之间固定有第一复位弹簧76,支架74远离顶杆75一侧固定有第一斜块77,进气筒71滑动套接有配合第一斜块77使用的第二斜块78,第二斜块78远离第一斜块77一端穿过外壳2顶部固定有驱动块79,驱动块79顶端与外壳2内侧顶端之间固定有第二复位弹簧710,夹板53外圈固定有用于带动驱动块79向上运动使用的驱动环711,焊接过程中产生的焊烟通过进气筒71、滤板72进入烟气处理机构内部进行处理,然后排出,防止焊烟影响工作人员的身体健康,在滑块4带着支撑板51水平运动的过程中,驱动环711向上挤压驱动块79,驱动块79带动第二斜块78向上运动,第二斜块78给予第一斜块77一个力,使得第一斜块77带动支架74和顶杆75向着滤板72方向运动,顶杆75将滤孔内的杂质顶出,便于滤板72的重复使用。
27.其中一个夹板53内部嵌有第一导气管8,第一导气管8外圈滑动套接有第二导气管9,且第二导气管9连接有气泵,另一侧夹板53内部嵌有第三导气管10,第三导气管10外圈滑动套接有第四导气管11,第四导气管11与外壳2固定连接,且第四导气管11顶端安装有压力表12,气泵通过第一导气管8和第二导气管9向配件13内部充气,使得配件13内部气压升高,通过压力表12观察配件13内部气压情况,气泵停止工作后,观察压力表12数值是否发生变化,便于检测配件13的气密性。
28.滑块4底端开设有导向槽,底座1顶端固定有配合导向槽使用的导向块,螺杆3端部固定有第一驱动电机,第一驱动电机带动螺杆3转动,螺杆3与滑块4通过螺纹连接,并且螺杆3受导向块限制不能随螺杆3一同转动,所以螺杆3转动时,滑块4将会水平运动。
29.转轴52外侧固定有齿环,齿环外侧啮合连接有齿轮,齿轮轴心处连接有第二驱动电机,第二驱动电机通过齿轮和齿轮带动转轴52转动。
30.螺杆3外圈开设有两段方向相反的外螺纹,滑块4内部开设有配合外螺纹使用的内螺纹,使得两个滑块4的运动方向相反。
31.烟气处理机构包括有固定在外壳2顶端且与进气筒71连接的安装壳,安装壳内部
一侧固定有风机,安装壳内部另一侧安装有烟气处理滤芯,便于对焊烟进行处理。
32.第二斜块78外侧且位于外壳2上方位置处固定有挡板,防止第二斜块78受重力作用从进气筒71内掉落。
33.夹板53外圈套接有横截面为l形的第一密封圈,提高配件13与夹板53之间的密封性。
34.第二导气管9端部固定有第二密封圈,第四导气管11端部固定有第三密封圈,提高导气管之间连接的密封性。
35.工作原理:使用的时候,将两个汽车管状配件13套在圆筒54外圈,然后启动第一驱动电机,第一驱动电机带动两个滑块4相对运动,从而带动两个配件13相互靠近,当两个挤压筒57贴合时,滑块4继续运动,挤压筒57受力带动第一驱动杆58运动,第一驱动杆58通过第二驱动杆59带动第三驱动杆510和弧形固定板511向着配件13方向运动,从而将配件13固定在弧形固定板511和圆筒54之间,当两个配件13端部贴合时,第一驱动电机停止运动,第二驱动电机通过齿轮和齿环带动转轴52转动,转轴52通过夹板53、弧形固定板511带动配件13一同转动,配件13转动过程中焊接头6对两个配件13的连接处尽心焊接,焊接过程中产生的焊烟通过进气筒71、滤板72进入烟气处理机构内部进行处理,然后排出,防止焊烟影响工作人员的身体健康,焊接完成后,气泵通过第一导气管8和第二导气管9向配件13内部充气,使得配件13内部气压升高,通过压力表12观察配件13内部气压情况,气泵停止工作后,观察压力表12数值是否发生变化,便于检测配件13的气密性,第一驱动电机反向转动,直径较小的配件13与圆筒54之间的摩擦力小于直径较大地配件13与圆筒54之间的摩擦力,所以,当两个挤压筒57分离时,焊接完成后的配件13随着配件13圆筒54之间摩擦力较大的一方运动,在滑块4带着支撑板51水平运动的过程中,驱动环711向上挤压驱动块79,驱动块79带动第二斜块78向上运动,第二斜块78给予第一斜块77一个力,使得第一斜块77带动支架74和顶杆75向着滤板72方向运动,顶杆75将滤孔内的杂质顶出,便于滤板72的重复使用;该装置通过设置的焊接辅助组件5使得配件13在完成焊接后对其进行气密性检测,减少了配件13生产过程中的程序,提高了生产效率,同时在支撑板51带动配件13运动的过程中,通过设置的驱动环711、驱动块79、第二斜块78、第一斜块77、支架74和顶杆75对滤板72内的滤孔进行清理,延长了滤板72的使用寿命。
36.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
37.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
38.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。