1.本发明涉及电机定子生产设备技术领域,尤其是指一种电机定子扭斜焊接机。
背景技术:
2.永磁同步电动机具有结构简单,体积小、效率高、功率因数高等优点。永磁电机定子采用斜槽设计可以减少齿谐波引起的损耗,降低噪音。定子铁芯的斜槽的制造工艺过程一般是将定子冲片套在胎具上叠压,通过工艺装配保证扭斜角度准确、冲片叠压整齐一致。
3.原有的制造工艺是定子冲片内径和冲片槽口定位,将冲片逐一嵌入定位内胎,内胎的直槽上装配有工艺键,从而实现叠压冲片的斜度控制并压合、焊接。
4.原有装备在定子冲片装配过程中存在以下几点问题:
5.1、定位扭斜的工艺复杂,需要通过内径定位将定子冲片逐片装配,装配效率较低;
6.2、扭斜叠压后,无法立即将定子冲片紧固,在物料转移到下一工位的过程中容易出现移位的情况。
技术实现要素:
7.为此,本发明所要解决的技术问题在于克服现有技术中定位扭斜存在的工艺缺陷,现提供一种电机定子扭斜焊接机,设置扭斜组件、压接旋转组件、焊接组件,在产品叠压完成后进行扭斜工艺处理,并在扭斜完成后,进行原位焊接处理,保证扭斜角度及冲片整齐一致,提高电机定子扭斜效率。
8.为解决上述技术问题,本发明提供了一种电机定子扭斜焊接机,包括机架,所述机架上设置有:
9.上料组件;
10.扭斜组件,设置在上料组件的侧面,包括扭斜部和扭斜部驱动源,所述扭斜部包括摆动底座和设置在摆动底座上的扭斜片,所述摆动底座一端通过枢轴活动连接,所述摆动底座能够以枢轴为轴心周向摆动,所述扭斜部驱动源带动扭斜部中的扭斜片插入到定子周面由多片冲片堆叠形成的竖槽中;
11.压接旋转组件,设置在扭斜组件的上方,当扭斜片插入到定子的竖槽后,所述压接旋转组件与所述摆动底座衔接,带动所述摆动底座转动,通过扭斜片挤压多片堆叠设置的冲片,使多片冲片扭斜堆叠;
12.焊接组件,对多片扭斜堆叠的冲片进行焊接固定。
13.在本发明的一个实施例中,所述扭斜组件还包括设置在扭斜部和扭斜部驱动源之间的转接板,所述摆动底座通过枢轴活动连接在所述转接板上,所述转接板上还设置有限制摆动底座摆动角度的限位座,所述限位座内设置有贯穿所述摆动底座的限位横杆,在所述摆动底座上设置有供限位横杆穿过的条形孔。
14.在本发明的一个实施例中,所述限位座上还设置有拉动摆动底座的复位弹簧和抵接摆动底座的限位块。
15.在本发明的一个实施例中,包括两组扭斜组件,两组所述扭斜组件分别对称设置在电机定子的两侧,两组所述扭斜组件中的摆动底座由同一压接旋转组件带动,两组所述摆动底座摆动的方向和摆动的角度一致。
16.在本发明的一个实施例中,所述上料组件包括分度转盘、转盘驱动源和转盘定位组件,所述分度转盘与转盘驱动源通过转轴连接,所述转盘驱动源带动分度转盘转动,所述转盘定位组件对转动后的分度转盘位置进行固定;所述分度转盘上设置有至少两组定子支撑底座,将电机定子放置到定子支撑底座,通过分度转盘将完成定子的上下料动作。
17.在本发明的一个实施例中,所述压接旋转组件包括压接罩,所述压接罩的一端设置有与摆动底座连接的衔接块,所述压接罩的另一端设置有与转动驱动源连接的齿轮。
18.在本发明的一个实施例中,所述焊接组件包括焊枪支架,焊枪驱动模组和焊枪枪头,所述焊枪驱动模组包括设置在焊枪支架上的滑轨、沿所述滑轨移动的滑块、以及带动滑块移动的滑块驱动源,所述焊枪枪头活动连接在所述滑块上。
19.在本发明的一个实施例中,包括两组焊接组件,两组所述焊接组件对称设置在电机定子的两侧,两组所述焊接组件同时对多片扭斜堆叠的冲片进行焊接固定。
20.在本发明的一个实施例中,所述机架上还设置有带动压接旋转组件和焊枪组件移动的升降组件,所述升降组件包括用于承载压接旋转组件的压接板和用于安装焊接组件的安装板,所述压接板由压接板升降驱动源带动向扭斜部移动,所述安装板由螺杆升降机带动,从而实现焊接组件的上下移动,所述安装板下设置有带动焊接组件旋转的分度转盘,通过螺杆升降机和分度转盘带动焊接组件做周向升降焊接。
21.在本发明的一个实施例中,所述机架上还设置有焊接烟尘吸尘罩。
22.本发明的上述技术方案相比现有技术具有以下优点:
23.本发明所述的电机定子扭斜焊接机,设置上料组件、扭斜组件、压接旋转组件和焊接组件,实现电机定子从上料到冲片扭斜最后到焊接的一体化全工艺过程,提高电机定子扭斜的整体效率,并且实现电机定子冲片扭斜后的原位固定焊接;通过扭斜组件和压接旋转组件配合,将扭斜片插入到冲片堆叠后形成的凹槽中,通过枢轴将扭斜片的一端固定,另一端在压接旋转组件的带动下摆动,实现对多个堆叠冲片的整体扭斜,保证扭斜角度及冲片整齐一致。
附图说明
24.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中
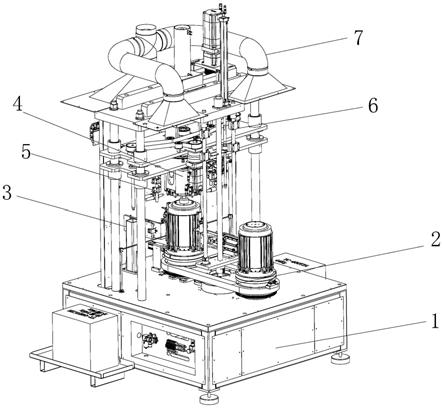
25.图1是本发明的电机定子扭斜焊接机的整体结构示意图;
26.图2是本发明的上料组件的结构示意图;
27.图3是本发明的扭斜组件的结构示意图;
28.图4是本发明的压接旋转组件的结构示意图;
29.图5是本发明的焊接组件的结构示意图;
30.图6是本发明的升降组件的结构示意图。
31.说明书附图标记说明:1、机架;2、上料组件;21、分度转盘;22、转盘驱动源;23、定子支撑底座;3、扭斜组件;31、扭斜部驱动源;32、摆动底座;33、扭斜片;34、转接板;35、限位
座;36、限位横杆;37、条形孔;38、复位弹簧;39、限位块;4、压接旋转组件;41、压接罩;42、衔接块;43、齿轮;5、焊接组件;51、焊枪支架;52、焊枪驱动模组;53、焊枪枪头;6、升降组件;61、压接板;62、压接板升降驱动源;63、安装板;64、螺杆升降机;65、导向柱;7、烟尘吸尘罩;
具体实施方式
32.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
33.参照图1所示,本发明的一种电机定子扭斜焊接机,包括机架1,所述机架1上设置有:上料组件2、扭斜组件3、压接旋转组件4和焊接组件5,实现电机定子从上料到冲片扭斜最后到焊接的一体化全工艺过程,提高电机定子扭斜的整体效率,并且实现电机定子冲片扭斜后的原位固定焊接;
34.具体地,所述上料组件2实现对电机定子的承载和运输,将电机定子运送到扭斜组件3的侧面,所述扭斜组件3和压接旋转组件4配合,实现对多片堆叠的冲片扭斜处理,所述焊接组件5将堆叠扭斜后的冲片进行焊接处理;
35.具体地,本实施例中在扭斜组件3和压接旋转组件4配合时,需要压接旋转组件4,从上方与扭斜组件3衔接后再带动扭斜组件摆动,并且,在焊接的过程中,需要带动焊接组件5移动,从而实现对多片冲片的逐一焊接,因此本实施例中的电机定子扭斜焊接机,还包括设置在机架1上的带动压接旋转组件4和焊枪组件5移动的升降组件6,所述升降组件包括两组升降系统,其中一组升降系统带动压接旋转组件4和焊枪组件5同时升降,其中另一组升降系统带动在焊接定子的时候独立带动控制焊接组件5升降做焊接动作。
36.具体地,在焊接的过程中,为了对焊渣进行清洁处理,所述机架1上还设置有焊接烟尘吸尘罩7。
37.参照图2所示,所述上料组件2包括分度转盘21、转盘驱动源22和转盘定位组件,所述分度转盘21与转盘驱动源22通过转轴连接,所述转盘驱动源22带动分度转盘21转动,所述分度转盘21能够控制转动角度,所述转盘定位组件对转动后的分度转盘21位置进行固定;所述分度转盘21上设置有至少两组定子支撑底座23,将电机定子放置到定子支撑底座23,通过分度转盘21将完成定子的上下料动作,在一组定子支撑底座23上进行扭斜、焊接处理的时候,在另一组定子支撑底座23上放置待处理的电机定子,当完成扭斜、焊接处理后,分度转盘21旋转带动焊接后的电机定子下料,同时带动待处理的电机定子上料。
38.参照图3所示,所述扭斜组件3设置在上料组件2的侧面,包括扭斜部和扭斜部驱动源31,所述扭斜部包括摆动底座32和设置在摆动底座32上的扭斜片33,所述摆动底座32一端通过枢轴活动连接,所述摆动底座能够以枢轴为轴心周向摆动,所述扭斜部驱动源31带动扭斜部中的扭斜片33插入到定子周面有多片冲片堆叠形成的竖槽中;
39.具体地,所述扭斜组件3还包括设置在扭斜部和扭斜部驱动源31之间的转接板34,所述摆动底座32通过枢轴活动连接在所述转接板34上,所述转接板34上还设置有限制摆动底座32摆动角度的限位座35,所述限位座35内设置有贯穿所述摆动底座32的限位横杆36,在所述摆动底座32上设置有供限位横杆36穿过的条形孔37,在摆动底座32摆动的过程中,所述限位横杆36能够在条形孔37中滑动,防止扭斜片被卡在多片冲片堆叠形成的竖槽中;
40.本实施例中,所述限位座35上还设置有拉动摆动底座32的复位弹簧38和抵接摆动
底座32的限位块39,通过设置复位弹簧38,在焊接完成后,将扭斜片33拉回到初始位置,在摆动底座32的一侧设置限位块39,一方面能够限制摆动底座32的摆动方向,另一方面,保证复位弹簧38在拉回摆动底座32后,抵接到摆动底座32上,保证摆动底座32的初始位置的一致性。
41.本实施例中,设置两组扭斜组件3,两组所述扭斜组件3分别对称设置在电机定子的两侧,两组所述扭斜组件3中的摆动底座32由同一压接旋转组件4带动,两组所述摆动底座32摆动的方向和摆动的角度一致,通过设置两组扭斜片33,分担扭斜片33在扭斜过程中产生的扭斜力。
42.本实施例中,所述压接旋转组件4设置在扭斜组件3的上方,当扭斜片33插入到定子的竖槽后,所述压接旋转组件4与所述摆动底座32衔接,带动所述摆动底座32转动,通过扭斜片33挤压多片堆叠设置的冲片,使多片冲片扭斜堆叠;通过扭斜组件3和压接旋转组件4配合,将扭斜片插入到冲片堆叠后形成的凹槽中,通过枢轴将扭斜片33的一端固定,另一端在压接旋转组件4的带动下摆动,实现对多个堆叠冲片的整体扭斜,保证扭斜角度及冲片整齐一致。
43.参照图4所示,所述压接旋转组件4包括压接罩41,所述压接罩41的一端设置有与摆动底座32连接的衔接块42,所述压接罩41的另一端设置有与转动驱动源连接的齿轮43,所述齿轮43与转动驱动源通过齿条或皮带连接,通过设置齿轮43将转动驱动源的转动力传递到压接罩41上,所述衔接块42包括突出设置在压接罩41端部的两个衔接支脚,两个所述衔接支脚插入到摆动底座32的两侧,实现与摆动底座32的衔接;本实施例中设置有两组扭斜组件3,根据两组扭斜组件3的位置,设置有两组衔接块42。
44.参照图5所示,所述焊接组件5包括焊枪支架51,焊枪驱动模组52和焊枪枪头53,所述焊枪驱动模组52包括设置在焊枪支架51上的滑轨、沿所述滑轨移动的滑块、以及带动滑块移动的滑块驱动源,所述焊枪驱动模组52带动焊枪枪头53横向移动,从而能够调节与待焊接电机定子之间的距离,从而调节控制焊接效果,并且,所述焊枪枪头53活动连接在所述滑块上,能够调节焊接角度。
45.本实施例中,设置两组焊接组件5,两组所述焊接组件5对称设置在电机定子的两侧,两组所述焊接组件5同时对多片扭斜堆叠的冲片进行焊接固定,提高电机定子焊接的稳定性和焊接效率。
46.参照图6所示,所述升降组件6包括用于承载压接旋转组件4的压接板61和用于安装焊接组件5的安装板63,所述压接板61由压接板升降驱动源62带动向扭斜部移动,所述安装板63由螺杆升降机64带动,从而实现焊接组件5的上下移动,所述安装板下设置有带动焊接组件旋转的分度转盘,通过螺杆升降机和分度转盘带动焊接组件做周向升降焊接,因为经过扭斜后的焊接槽也是倾斜设置的,所以需要在螺杆升降机带动焊接组件升降的同时,也需要分度转盘带动焊接组件分度转动。
47.所述机架1上还设置有多根导向柱65,所述压接板61和安装板63均套设在所述导向柱65上,通过所述导向柱65限制压接板61和安装板63的滑移方向。
48.本实施例的电机定子扭斜焊接机的具体工作过程为:首先将待处理的电机定子放置到上料组件的定子支撑底座上,通过分度转盘带动待处理的电机定子旋转到扭斜组件的侧面,扭斜组件中的扭斜部驱动源带动扭斜部中的扭斜片插入到定子周面由多片冲片堆叠
形成的竖槽中,通过压接旋转组件从扭斜组件的上方与所述摆动底座衔接,带动所述摆动底座转动,通过扭斜片挤压多片堆叠设置的冲片,使多片冲片扭斜堆叠,在扭斜完成后,通过焊接组件实现对多片堆叠的冲片进行焊接处理,最后通过上料组件的分度转盘带动完成扭斜、焊接的电机定子下料,同时带动待处理的电机定子上料,重复上述扭斜焊接工艺。
49.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。