1.本发明涉及天然气流量喷嘴的加工装配技术领域,具体涉及一种用于天然气流量喷嘴两端零件的新型压装装置。
背景技术:
2.天然气系统属于汽车中的新能源领域。天然气喷射系统主要由多个天然气喷嘴、上下轨体、燃气接头及pt传感器装配而成,通过控制单个气体喷嘴的流量大小,来控制整根轨体总成的流量稳定性。可调节天然气流量喷嘴是关键元器件,直接影响动力系统调节的稳定性和可靠性。
3.现有天然气流量喷嘴如图1所示,包括天然气流量喷嘴组件2以及分别设置在天然气流量喷嘴组件2两端的滤芯1和喷孔板3。在使用时,天然气从滤芯1一端经过过滤杂质后进入天然气流量喷嘴组件2,经过天然气流量喷嘴组件2内部开合度的控制来调整喷出气体通过的流量,再经由另一端喷孔板3喷出,从而实现天然气流量的控制,进而动力系统获取不同的动力。
4.因产品密封性的特殊需求,滤芯1和喷孔板3均带有密封圈实现密封,想实现不漏气,密封圈必须与产品内壁紧配,所以需要压力将滤芯1和喷孔板3压入天然气流量喷嘴组件2内部一定的深度。
5.传统的组件压装一起的装配方法分为两步:首先天然气流量喷嘴组件2的大口一端朝上,将喷孔板3放在天然气流量喷嘴组件2的大口端,使用电缸将喷孔板3压入天然气流量喷嘴组件2的内部;然后再将天然气流量喷嘴组件2倒过来放在下一工站,天然气流量喷嘴组件2的小口一端朝上,将滤芯1放在天然气流量喷嘴组件2的小口一端,使用电缸将滤芯1压入天然气流量喷嘴组件2的内部。由于整个过程需要两个工站依次完成,且员工要翻转和拿取工件,跑动两个工站,不仅工艺较为繁琐,工作效率低下,而且还会存在装配累积误差,导致装配精度较低。因此,能高效和高精度地将滤芯1和喷孔板3与天然气流量喷嘴组件2进行装配,是现阶段本技术人员亟需解决的问题。
技术实现要素:
6.本发明需要解决的技术问题是提供一种天然气流量喷嘴两端零件的新型压装装置,不但可高效地将滤芯和喷孔板与天然气流量喷嘴组件进行装配,而且装配精度高。
7.为解决上述技术问题,本发明所采取的技术方案如下。
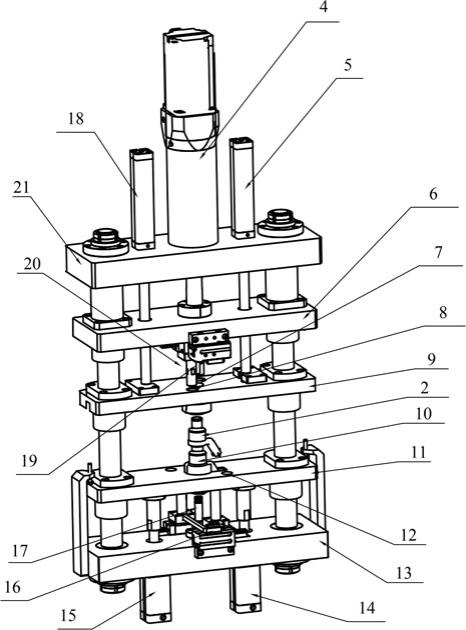
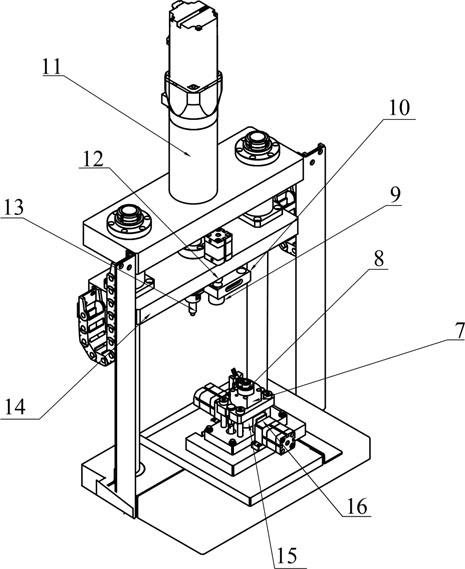
8.一种天然气流量喷嘴两端零件的新型压装装置,包括水平设置的底板,底板的两端对称固定有垂直向上设置的立柱,立柱的顶端固定有水平设置的顶板,其中,所述顶板和底板之间设置有可上下移动的定位机构,定位机构上设置有用于固定天然气流量喷嘴组件的天然气流量喷嘴组件放置托;所述底板上设置有用于托设滤芯的底托;所述顶板和定位机构之间设置有用于将喷孔板和滤芯压入天然气流量喷嘴组件的压装机构;所述压装机构包括伺服压机、盖板b以及用于驱动盖板b上下移动的上气缸a和上
气缸b;所述盖板b水平设置在顶板和定位机构之间,盖板b上开设有用于容置喷孔板的喷孔板放置孔;所述上气缸a和上气缸b对称设置在顶板的两端,上气缸a的伸缩杆端头和上气缸b的伸缩杆端头均与盖板b的上表面固定连接;所述伺服压机设置在顶板上,伺服压机的底端穿过顶板并设置有用于将喷孔板压入天然气流量喷嘴组件的压头;所述压头、喷孔板放置孔、天然气流量喷嘴组件放置托和底托依次相对设置。
9.优选的,所述顶板和盖板b之间水平设置有盖板a,盖板a与伺服压机的底端固定连接,所述压头垂直向下固定在盖板a上;所述盖板a上滑动连接有沿盖板a水平方向滑动的上支撑组件,上支撑组件上垂直向下设置有用于顶住盖板b的上支撑柱,上支撑柱的高度高于压头的高度。
10.优选的,所述盖板b上开设有用于穿过上支撑柱的穿孔a;所述顶板上设置有用于推动上支撑组件沿盖板a水平滑动的推动气缸a,推动气缸a的伸缩杆端头与上支撑组件固定连接;当伺服压机向天然气流量喷嘴组件压入喷孔板时,压头穿过喷孔板放置孔,上支撑柱穿过穿孔a;当伺服压机向天然气流量喷嘴组件压入滤芯时,上支撑柱与盖板b抵接。
11.优选的,所述定位机构包括水平设置且在压装机构的下压作用下可向下移动的盖板c;所述天然气流量喷嘴组件放置托设置在盖板c上。
12.优选的,所述底板上设置有用于驱动盖板c向上移动的顶升气缸a和顶升气缸b,顶升气缸a和顶升气缸b对称设置在底板的两端,顶升气缸a的伸缩杆端头和顶升气缸b的伸缩杆端头均与盖板c的下表面固定连接。
13.优选的,所述顶升气缸a和顶升气缸b均为中泄控制气缸;所述底板上滑动连接有沿底板水平方向滑动的下支撑组件,下支撑组件上垂直向上设置有用于支撑盖板c的下支撑柱,下支撑柱的高度高于于底托的高度。
14.优选的,所述盖板c上开设有用于穿过下支撑柱的穿孔b;所述底板上设置有用于推动下支撑组件沿底板水平滑动的推动气缸b,推动气缸b的伸缩杆端头与下支撑组件固定连接;当伺服压机向天然气流量喷嘴组件压入喷孔板时,下支撑柱与盖板c抵接;当伺服压机向天然气流量喷嘴组件压入滤芯时,下支撑柱穿过穿孔b。
15.由于采用了以上技术方案,本发明所取得技术进步如下。
16.本发明通过设置的压装机构和定位机构,使用一台压机,经过两次下压,先后将喷孔板和滤芯压入天然气流量喷嘴组件,从而将原先需要两道工序的工作合并为只需一道工序的工作,中途人员无需拿出,不但提高了生产效率及设备和人员利用率,还减少了原先两道工序产生的装配累积误差,实现了一次定位压装,从而提高了装配精度。
附图说明
17.图1为产品零件图;图2为本发明的结构示意图;图3为本发明的上支撑组件结构示意图;图4为本发明的下支撑组件结构示意图。
18.其中:1.滤芯、2.天然气流量喷嘴组件、3.喷孔板、4.伺服压机、5.上气缸a 、6.盖板a、7.喷孔板放置孔、8.穿孔a、9.盖板b 、10.天然气流量喷嘴组件放置托、11.盖板c、12.穿孔b、13.底板、14.顶升气缸a、15.顶升气缸b、16.下支撑柱、17.底托、18.上气缸b、19.压头、20.上支撑柱、21.顶板。
具体实施方式
19.下面将结合附图和具体实施方式对本发明进行进一步详细说明。
20.一种天然气流量喷嘴两端零件的新型压装装置,结合图1至图2所示,包括框架,框架上由上至下依次设置有压装机构和定位机构,其中,框架的底部设置有底托17,底托17用于托设滤芯1;定位机构可上下移动,定位机构上设置有天然气流量喷嘴组件放置托10,天然气流量喷嘴组件放置托10用于固定天然气流量喷嘴组件2;压装机构上设置有喷孔板放置孔7,喷孔板放置孔7用于容置喷孔板3,喷孔板放置孔7、天然气流量喷嘴组件放置托10和底托17依次相对设置,压装机构用于将滤芯1和喷孔板3压入固定在定位机构上的天然气流量喷嘴组件2中。
21.框架为龙门结构,包括水平设置的底板13,底板13的两端对称固定有垂直向上设置的立柱,立柱的顶端固定有水平设置的顶板21。
22.压装机构包括伺服压机4、盖板b9、上气缸a5和上气缸b18,其中,盖板b9水平设置在顶板21和定位机构之间,盖板b9的两端穿设在立柱上,喷孔板放置孔7开设在盖板b9上;上气缸a5和上气缸b18对称设置在顶板21的两端,上气缸a5的伸缩杆端头和上气缸b18的伸缩杆端头均与盖板b9的上表面固定连接,上气缸a5和上气缸b18用于驱动盖板b9上下移动;伺服压机4设置在顶板21上,伺服压机4的底端穿过顶板21。
23.顶板21和盖板b9之间水平设置有盖板a6,盖板a6与伺服压机4的底端固定连接,盖板a6的两端穿设在立柱上。盖板a6上垂直向下固定有压头19,压头19位于伺服压机4的底端的正下方并与喷孔板放置孔7相对设置,压头19用于将喷孔板放置孔7内的喷孔板3压入天然气流量喷嘴组件2。
24.盖板a6上滑动连接有沿盖板a6水平方向滑动的上支撑组件,如图3所示,上支撑组件包括两个滑轨、一根连杆和两个上支撑柱20,其中,滑轨设置在盖板a6的两侧;连杆的两端分别与两个滑轨上的滑块连接;上支撑柱20分别垂直向下设置在滑块上,上支撑柱20用于顶住盖板b9,上支撑柱20的高度高于压头19的高度。
25.盖板b9上开设有穿孔a8,穿孔a8用于穿过上支撑柱20。盖板a6上设置有推动气缸a,推动气缸a的伸缩杆端头与上支撑组件固定连接,推动气缸a用于推动上支撑组件沿盖板a6水平滑动;当伺服压机4向天然气流量喷嘴组件2压入喷孔板3时,压头19穿过喷孔板放置孔7,上支撑柱20穿过穿孔a8;当伺服压机4向天然气流量喷嘴组件2压入滤芯1时,上支撑柱20与盖板b9抵接来顶住盖板b9。
26.定位机构包括盖板c11,盖板c11水平设置且两端穿设在立柱上,天然气流量喷嘴组件放置托10设置在盖板c11上。当上支撑柱20与盖板b9抵接时,伺服压机4下压,使盖板a6与盖板b9形成一个整体下压块,压头19也会被限位住,不会穿过喷孔板放置孔7对已经压装好的喷孔板3再次下压作用,造成喷孔板3位置错误;在伺服压机4的作用下,盖板b9将放在天然气流量喷嘴组件放置托10上的天然气流量喷嘴组件2与盖板c11夹在中间,使定位机构
在压装机构下压的作用下向下移动。
27.底板13上设置有顶升气缸a14和顶升气缸b15,顶升气缸a14和顶升气缸b15对称设置在底板13的两端,顶升气缸a14的伸缩杆端头和顶升气缸b15的伸缩杆端头均与盖板c11的下表面固定连接。顶升气缸a14和顶升气缸b15均为中泄控制气缸,受力时会泄气随力的方向移动,即当盖板c11受到下压的力时,顶升气缸a14和顶升气缸b15会泄气,实现盖板c11的向下移动;当下压盖板c11的力消失后,顶升气缸a14和顶升气缸b15会给气,驱动盖板c11向上移动。
28.底板13上滑动连接有沿底板13水平方向滑动的下支撑组件,如图4所示,下支撑组件包括两个滑轨、一根连杆和两个下支撑柱16,其中,滑轨设置在底板13的两侧;连杆的两端分别与两个滑轨上的滑块连接;下支撑柱16分别垂直向上设置在滑块上,下支撑柱16用于支撑盖板c11,下支撑柱16的高度高于底托17的高度。
29.盖板c11上开设有穿孔b12,穿孔b12用于穿过下支撑柱16。底板13上设置有推动气缸b,推动气缸b的伸缩杆端头与下支撑组件固定连接,推动气缸b用于推动下支撑组件沿底板13水平滑动;当伺服压机4向天然气流量喷嘴组件2压入喷孔板3时,下支撑柱16与盖板c11抵接来支撑住盖板c11;当伺服压机4向天然气流量喷嘴组件2压入滤芯1时,下支撑柱16穿过穿孔b12。
30.滤芯1固定设置在底板13上。
31.本发明在使用时,先将天然气流量喷嘴组件2放在天然气流量喷嘴组件放置托10上,此时盖板c11被下支撑柱16顶住不动,上气缸a5和上气缸b18伸出带动盖板b9下压,将天然气流量喷嘴组件2在天然气流量喷嘴组件放置托10上被盖板c11和盖板b9压住。
32.将喷孔板3放进喷孔板放置孔7中,以及将滤芯1放在底托17上,伺服压机4带动盖板a6下压,压头19与盖板a6连接在一起,故压头19也一并下压,上支撑柱20也与盖板a6连接在一起,此时上支撑柱20在穿孔a8的正上方,随着压头19不断向下,上支撑柱20穿过穿孔a8,压头19也穿过喷孔板放置孔7,将喷孔板放置孔7里的喷孔板3压进天然气流量喷嘴组件2中。此过程中,由伺服压机4精准控制压力及下压位移,至此喷孔板3已经完成压装。
33.伺服压机4回到原点,推动气缸a推动上支撑柱20至穿孔a8的旁侧,使上支撑柱20无法穿过穿孔a8;下支撑柱16靠推动气缸b推动,使下支撑柱16移动至对准穿孔b12。
34.伺服压机4下压,盖板a6随动一起下压,上支撑柱20由于没有在穿孔a8的上方位置,会顶在盖板b9上,在下压过程中,使盖板a6与盖板b9形成一个整体下压块,压头19也会被限位住,不会穿过喷孔板放置孔7对已经压装好的喷孔板再次下压作用,造成喷孔板位置错误;在伺服压机4的作用下,盖板b9将放在天然气流量喷嘴组件放置托10上的天然气流量喷嘴组件2与盖板c11夹在中间。
35.顶升气缸a14和顶升气缸b15均为中泄控制,受力时会泄气随力的方向移动。随着进一步下压,盖板c11由于下支撑柱16移动至对准穿孔b12,盖板c11随伺服压机4的压力下一并下压,此时下支撑柱16穿过准穿孔b12,顶升气缸a14和顶升气缸b15也随盖板c11一并下移;底托17是固定死的不会动,滤芯1在底托17上,随着盖板c11的下移,被从下往上压入天然气流量喷嘴组件放置托10上的天然气流量喷嘴组件2内。此过程中,同样由伺服压机4精准控制压力及下压位移,至此喷孔板3和滤芯1已经全部压装完成。
36.最后顶升气缸a14和顶升气缸b15给气,顶升气缸a14和顶升气缸b15带动盖板c11
顶起,同时伺服压机4与上气缸a5和上气缸b18同时回原位,带动盖板b15和盖板a6提升回原位,完成整套机构的原状态恢复,为下一次压装做准备。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。