1.本发明属于智能制造领域,特别涉及一种上料机构以及采用该上料机构的生产线。
背景技术:
2.在电梯生产过程中,电梯转子的制作是电梯生产环节的重要组成部分之一。其中,电梯转子的制作过程中常用的贴磁操作大多由人工来进行。在整个生产过程中,由于经常要对磁石进行上料操作,生产速度容易受个人工作状态的影响。且长时间的机械劳动容易造成精神及肉体上的疲劳,增加人为出错的概率。
技术实现要素:
3.本发明的实施例之一,一种上料机构,包括,
4.弹匣,生产电梯转子所需的多个磁石被装填入该弹匣,所述磁石在所述弹匣中呈现为堆叠状态;
5.一对承托气缸,分别位于所述弹匣的两侧,并且处于所述弹匣底部出料口位置,所述承托气缸上设有承托手抓,当所述承托气缸关闭时,所述的一对承托手抓将磁石封闭在弹匣中;
6.交接气缸,位于所述弹匣磁石出口下方;
7.当所述交接气缸上行时,所述交接气缸头部的交接工位模具与所述承托气缸的手抓接触,这时,所述承托气缸被打开,位于所述弹匣底部的一个磁石落入所述交接气缸的交接工位模具内,
8.所述交接气缸下行,所述承托气缸关闭,所述交接工位模具被移至生产线的流转位,等待下一个工序处理。
9.所述上料机构还包括定位气缸,该定位气缸位于所述交接气缸的一侧,
10.当所述交接气缸上行后,所述定位气缸也跟着上行,直到所述定位气缸的定位销与所述交接工位模具下底面保持一个磁石高度的距离,
11.当交接气缸下行时,由于所述定位销的作用,交接工位模具下降一个磁石高度,弹匣内的磁石下降一个磁石的身位,所述承托气缸的手抓正好封闭弹匣底部磁石出口。
附图说明
12.通过参考附图阅读下文的详细描述,本发明示例性实施方式的上述以及其他目的、特征和优点将变得易于理解。在附图中,以示例性而非限制性的方式示出了本发明的若干实施方式,其中:
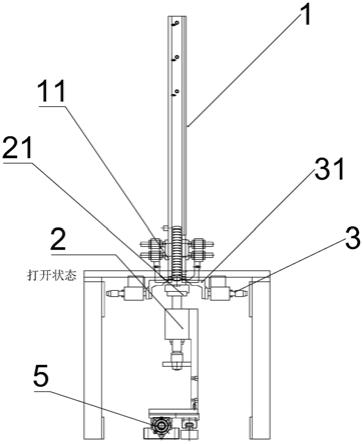
13.图1根据本发明实施例之一的上料机构正视图。
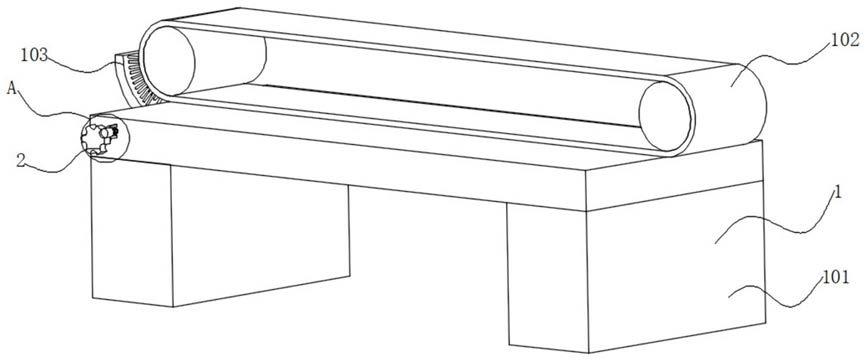
14.图2根据本发明实施例之一的上料机构侧视图(承托气缸打开)。
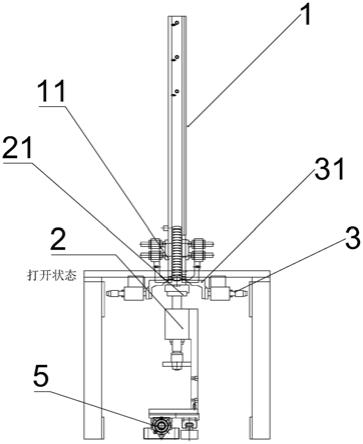
15.图3根据本发明实施例之一的上料机构侧视图(承托气缸关闭)。
16.1——弹匣,10——磁石,11——弹簧夹,
17.2——交接气缸,21——交接工位模具,
18.3——承托气缸,31——手抓,
19.4——定位气缸,
20.5——伺服电机。
具体实施方式
21.为了解决目前生产中电梯曳引机贴磁工艺只能人工贴磁的问题,本发明提供一套磁石自动上料装置,同时,也兼顾考虑该装置也具备一定的通用性,经过简单的改造就能用于其他类似的上料场合。
22.根据一个或者多个实施例,如图1和2所示。一种能够快捷装填补料的磁石上料机构,针对磁石这一类堆叠式产品的上料、补给方法,把需要贴磁的磁石堆叠装填入设计好的弹匣之中,可根据不同的产品型号选择相对应的弹匣装填。如图1中四个弹匣为例,上料机构包括:
23.四工位的弹匣装填工位,每个工位都配备一套弹匣,弹匣内部可以通过拆装部件适应不同长度的磁石,可根据现场实际需求增减工位的数量;
24.每个工位最底端对称安装有两套磁石承托气缸,共四组八套。经过计算出最大转子所需磁石的数量和重量来选择适用的承托气缸,承托气缸上设计有承托手抓,反面弧形设计,以贴合磁石的曲面,不对下落进交接平台模具的磁石造成损伤,起到类似闸门的作用;
25.一套由伺服电机驱动的磁石交接平台,设计了两个工位,以适应不同宽度的磁石;每个工位配置一套交接气缸和定位气缸,并且配置相应磁石宽度的模具。经过最大转子所需磁石的数量和重量加上交接时轻微的下落重力冲击,选择适用的交接气缸;交接气缸可根据产品种类的不同灵活配置;每一组交接气缸都有相对应的定位气缸来调整它在交接时的位置,以减轻交接时产生的轻微下落重力;
26.所有的气缸均配备了磁性开关以检测实际的位置,弹匣下方和模具两侧安装了光纤对射传感器以检测磁石的有无。
27.磁石交接平台在弹匣工位的下方运动,通过伺服电机可以精准定位到每一个弹匣正下方,使交接模具和磁石完全对齐以尽量减少磁石下落的冲击;交接时由plc控制定位气缸、交接气缸和承托气缸开关时序,承托气缸行程可调,保证每次动作掉落一块磁石,类似子弹上膛。
28.前述自动上料机构实现自动上料补给的流程为:
29.1.人工在弹匣内装填满磁石;
30.2.人工把装填好的弹匣放入工位;
31.3.人工在工作台上按下需要投入生产的工位按钮,工位可根据用户需求增加减;
32.4.在控制面板上启动整机设备,投入生产。
33.整个操作流程非常简单,只需要人工上料,选择工位,按下系统启动按钮即可完成。
34.每次出磁石的时间间隔大致为30秒,只要后续工艺的速度可以跟上,还有很大优
化空间。整个过程只要运行起来就不需要人工干预,只需要一次上料就可以完成至少一台转子贴磁,而不像之前的手工工位那样每次的贴磁都需要人工拆包,人工拿取。
35.本发明是以plc为控制系统核心来控制整套装置的运转,以触摸屏、按钮、指示灯联合作为人机互动的接口。其主要控制对象为各种电磁阀、手抓以及伺服机构。
36.本发明实施例的有益效果是,使用自动化的机械装置来替代本来由人工)完成的机械劳动,减少出错率,提高生产率,解放工人的双手让他们可以有时间完成更加细致,更能产生效益的工作。
37.根据一个或者多个实施例,由图1所示,本快捷上料补料装置包括:4个弹匣工位,每个弹匣工位底部装有1对光纤传感器检测弹匣里磁石是否用尽;每个弹匣工位对称安装有两套承接气缸及其手抓,4个工位共8套,起到弹匣出口闸门的作用,气缸上配置有磁性开关检测手抓位置;4套弹匣,都由铝合金制作硬质表面处理,质地坚固重量轻,正面有滑动盖板方便打开上料,弹匣底部配有弹簧卡爪,上料的时候弹簧卡爪夹紧不会掉落磁石,插入到弹匣工位时,弹匣工位两侧机构会撑开弹簧夹使磁石掉落在承托气缸手抓上。
38.1个交接平台,交接平台上安装有2个交接工位,配有pom材质的模具,适应两种不同宽度的磁石。每个交接工位上配置有1对对射光纤传感器检测磁石是否落到模具里。每个交接工位均配备1套交接气缸和1套定位气缸,每个气缸上安装有2个磁性开关检测位置。交接气缸和定位气缸一起动作承接磁石,定位气缸行程可调保证每次动作掉落一块磁石。
39.1套伺服驱动机构,包括伺服电机、伺服放大器以及驱动丝杠,主要作用是驱动交接平台,使其在4个工位和交接位置精准定位。伺服系统一共要记录10个位置,4个工位每个工位都有2个交接工位的位置,所以一共8个;最后和下道工序的流转位也配有两个交接工位的位置,所以一共是10个位置。10个位置的坐标、电机的速度、加速度等参数均预先在程序里预设好,完全不需要人工调整。
40.1套电磁阀岛,用于控制所有的气缸;
41.1台plc控制器,用来控制自动上料的流程;
42.1台触摸屏,用来作为人机界面。
43.具体工作流程如下所示:
44.1)上完料把弹匣插入弹匣工位后,对应工位的带灯按钮即开始闪烁,此时按下按钮,指示灯常亮,表示此工位被选中,可以同时选中多个工位,系统会按照顺序拿取;
45.2)按下启动按钮,系统启动;
46.3)交接平台移动至被选中工位下方;
47.4)交接气缸上升,交接工位模具中挖有沟槽以配合承托气缸手抓嵌入,使模具工作面和手抓承托面位于同一平面,plc检测磁性开关是否到位,检测到信号进行下一步操作;
48.5)定位气缸上升,定位气缸定位销和交接工位下底面留出一块磁石的厚度;
49.6)承托气缸打开,弹匣磁石整个落入交接工位中,因为交接工位和承托手抓几乎位于同一平面,所以基本没有冲击。交接工位对射光纤检测磁石是否到位;
50.7)交接气缸下降,因为有定位气缸定位销的限位,交接工位只能下降一片磁石的厚度,整个弹匣中的磁石依次下降一片磁石的身位;
51.8)承托气缸关闭;
52.9)定位气缸与交接气缸同时下降撤出工作面以防干涉;
53.10)检测到交接工位所有磁性开关均在原位后,伺服电机工作把交接工位移至流转位,等待下一工序处理;
54.11)对射光纤检测到下一工序已把磁石取走后,重复3~10的动作继续上料磁石;
55.12)当一个工位弹匣的磁石全部被取完时,工位自动解除选中,指示灯闪烁;交接平台自动移动到下一个被选中工位拿取磁石。
56.本装置对精度要求很高,加工公差和装配公差一定要控制在设计范围内,才能保证磁石流畅下落,不产生翻转和卡顿;交接工位和承托气缸的配合也要刚刚好,不然很容易引起干涉,影响后续的动作。承托气缸手抓需要调平到很精确的位置,和磁石接触的工作面需要做精细的表面处理,这样才能确保手抓关闭时不损伤磁石表面。
57.本发明提供的上料机构,能够在单独一个员工操作的前提下,完成磁片的上料、补给这一整套流程,做到一次装填,自动送料,和后续的工艺形成自动化生产,不用每次重复机械的上料动作。这样既保证了产量的提高,又简化了生产过程。
58.值得说明的是,虽然前述内容已经参考若干具体实施方式描述了本发明创造的精神和原理,但是应该理解,本发明并不限于所公开的具体实施方式,对各方面的划分也不意味着这些方面中的特征不能组合,这种划分仅是为了表述的方便。本发明旨在涵盖所附权利要求的精神和范围内所包括的各种修改和等同布置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。