1.本实用新型涉及铸造工艺装备技术领域,特别是指一种熔融钛合金金属液铸型浇注装置。
背景技术:
2.铸造工艺是将经过熔炼为液态的金属液浇注入铸件模型型腔内,经冷却凝固获得所需形状和性能的铸件的制作过程,铸造工艺过程中,金属液通常首先经过浇注装置注入铸件模型型腔内,现有的浇注装置一般包括浇口杯,浇口杯下端连接有引流管,铸型型腔端口处连接有导流管,通过将引流管与导流管接驳使金属液能够流入铸型型腔内,然而,现有的浇注装置中,导流管外径与引流管内径一致,使引流管与导流管接驳处形成了台阶,使熔融金属液流经时,由于金属液对该台阶的不断冲击、碰撞而产生飞溅,并且在进入导流管后流道变小,使流道内金属液中的物质成分相互挤压,金属液呈现不均匀状态,继而影响了对铸件模型型腔内均匀充型填充的效果,影响了铸件成型质量。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种熔融钛合金金属液铸型浇注装置。
4.本实用新型通过以下技术方案得以实现。
5.本实用新型提供了一种熔融钛合金金属液铸型浇注装置,包括浇口杯、过渡套筒和导流管,所述浇口杯下端固定连接有引流管,所述引流管末端套合连接于所述过渡套筒上端并且所述引流管末端外径与所述过渡套筒上端内径一致,所述过渡套筒下端套合连接于所述导流管上端并且所述过渡套筒下端外径与所述导流管上端内径一致,所述导流管下端与铸型型腔端口固定连接。
6.所述过渡套筒上端外径与其下端外径一致。
7.所述过渡套筒上端内径与其下端内径一致。
8.所述过渡套筒整体为圆柱体形状。
9.所述过渡套筒上端与所述引流管末端套合连接处长度不小于10mm。
10.所述过渡套筒下端与所述导流管上端套合连接处长度不小于10mm。
11.所述浇口杯上端端口口径大于其下端端口口径。
12.所述过渡套筒的材质是钛合金。
13.本实用新型的有益效果在于:采用本实用新型的技术方案,通过在浇注装置中增加设置过渡套筒,并且通过设置使引流管于过渡套筒接驳处、过渡套筒与导流管接驳处均没有产生相应的台阶,当金属液流经该处时,金属液不会产生飞溅,相比现有技术,金属液在流动过程中,流道越来越宽大,避免金属液内部造成挤压,从而使金属液在流道内保持均匀分布状态,提升了对铸件模型型腔内均匀充型填充的效果,提高了铸件成型质量。
附图说明
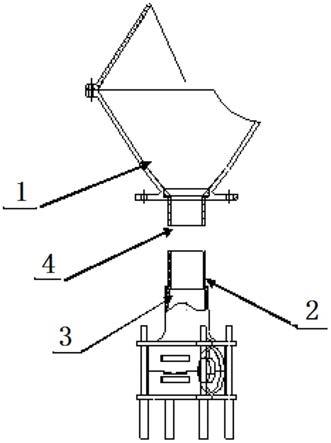
14.图1是本实用新型的结构示意图。
15.图中:1
‑
浇口杯,2
‑
过渡套筒,3
‑
导流管,4
‑
引流管。
具体实施方式
16.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
17.如图1所示,本实用新型提供了一种熔融钛合金金属液铸型浇注装置,包括浇口杯1、过渡套筒2和导流管3,浇口杯1下端固定连接有引流管4,引流管4末端套合连接于过渡套筒2上端并且引流管4末端外径与过渡套筒2上端内径一致,过渡套筒2下端套合连接于导流管3上端并且过渡套筒2下端外径与导流管3上端内径一致,导流管3下端与铸型型腔端口固定连接。
18.进一步地,过渡套筒2上端外径与其下端外径一致。过渡套筒2上端内径与其下端内径一致。过渡套筒2整体为圆柱体形状。过渡套筒2上端与引流管4末端套合连接处长度不小于10mm。过渡套筒2下端与导流管3上端套合连接处长度不小于10mm。浇口杯1上端端口口径大于其下端端口口径。过渡套筒2的材质是钛合金。
19.采用本实用新型的技术方案,通过在浇注装置中增加设置过渡套筒,并且通过设置使引流管于过渡套筒接驳处、过渡套筒与导流管接驳处均没有产生相应的台阶,当金属液流经该处时,金属液不会产生飞溅,相比现有技术,金属液在流动过程中,流道越来越宽大,避免金属液内部造成挤压,从而使金属液在流道内保持均匀分布状态,提升了对铸件模型型腔内均匀充型填充的效果,提高了铸件成型质量。
技术特征:
1.一种熔融钛合金金属液铸型浇注装置,其特征在于:包括浇口杯(1)、过渡套筒(2)和导流管(3),所述浇口杯(1)下端固定连接有引流管(4),所述引流管(4)末端套合连接于所述过渡套筒(2)上端并且所述引流管(4)末端外径与所述过渡套筒(2)上端内径一致,所述过渡套筒(2)下端套合连接于所述导流管(3)上端并且所述过渡套筒(2)下端外径与所述导流管(3)上端内径一致,所述导流管(3)下端与铸型型腔端口固定连接。2.如权利要求1所述的熔融钛合金金属液铸型浇注装置,其特征在于:所述过渡套筒(2)上端外径与其下端外径一致。3.如权利要求1所述的熔融钛合金金属液铸型浇注装置,其特征在于:所述过渡套筒(2)上端内径与其下端内径一致。4.如权利要求1所述的熔融钛合金金属液铸型浇注装置,其特征在于:所述过渡套筒(2)整体为圆柱体形状。5.如权利要求1所述的熔融钛合金金属液铸型浇注装置,其特征在于:所述过渡套筒(2)上端与所述引流管(4)末端套合连接处长度不小于10mm。6.如权利要求1所述的熔融钛合金金属液铸型浇注装置,其特征在于:所述过渡套筒(2)下端与所述导流管(3)上端套合连接处长度不小于10mm。7.如权利要求1所述的熔融钛合金金属液铸型浇注装置,其特征在于:所述浇口杯(1)上端端口口径大于其下端端口口径。8.如权利要求1所述的熔融钛合金金属液铸型浇注装置,其特征在于:所述过渡套筒(2)的材质是钛合金。
技术总结
本实用新型提供一种熔融钛合金金属液铸型浇注装置,包括浇口杯、过渡套筒和导流管,浇口杯下端固定连接有引流管,引流管末端套合连接于过渡套筒上端并且引流管末端外径与过渡套筒上端内径一致,过渡套筒下端套合连接于导流管上端并且过渡套筒下端外径与导流管上端内径一致,导流管下端与铸型型腔端口固定连接。采用本实用新型的技术方案,通过在浇注装置中增加设置过渡套筒,并避免使引流管于过渡套筒接驳处、过渡套筒与导流管接驳处均没有产生相应的台阶,防止在浇注金属液时,金属液产生飞溅,随着金属液流动方向,流道日益扩大,避免金属液在流道中造成挤压,提升了对铸件模型型腔内均匀充型填充的效果,提高了铸件成型质量。量。量。
技术研发人员:高晓慧
受保护的技术使用者:贵州安吉航空精密铸造有限责任公司
技术研发日:2021.05.20
技术公布日:2021/11/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。