1.本实用新型应用于离心铸造领域,具体涉及一种用于热模法离心铸造的卧式管模,通过组合装配可生产法兰管。
背景技术:
2.法兰管是指两端焊接法兰盘的管道,如附图1所示,法兰盘1上加工有螺栓孔,用于法兰管的螺栓连接。对于某些奥氏体不锈钢或镍基合金钢铸管而言,法兰盘的焊接会造成热影响区晶粒粗大,从而影响管道的性能,如抗腐蚀性、抗疲劳性等。如果法兰管的法兰盘和管道一起离心铸造,则因法兰盘造成铸管收缩受阻而造成裂纹废品,以及两端法兰盘使得管模的结构无法脱模,所以法兰管多采用焊接方式制造。
技术实现要素:
3.本实用新型解决的技术问题是:提供一种卧式组合管模,使得采用热模法离心铸造法兰管成为可能,省去法兰盘焊接工序、消除焊接缺陷。
4.本实用新型所采用的技术方案是:卧式组合管模包括对称一致半圆形的上半模和下半模,上半模和下半模两者组合成为整体圆筒形管模。所述上半模和下半模的左右部均对称加工有半凸环,所述半凸环的圆周面为圆台斜面,两个相互配合的半凸环圆台斜面套装辊带环,所述辊带环与半凸环紧固件连接。在上半模和下半模的左右两端,设计有凹环,凹环内装配有法兰内模块、弹簧、泡沫块和管端内模块,其中管端内模块为半圆形,与上下半模紧固件连接,管端内模块的凹弧面与管模内表面平齐。所述法兰内模块为对称的四块,镶嵌在上下半模的凹环内,法兰内模块与上下半模以及管端内模块圆台斜面装配,在法兰内模块背面、凹环空腔内,装配有弹簧和泡沫块。
5.进一步,为减小法兰内模块的径向位移,优化法兰盘的受力,所述法兰内模块装配圆台斜面的倾斜角为15
°
。
6.进一步,所述泡沫块为聚丙烯符合材料,软化温度180
‑‑
220℃。
7.进一步,所述上半模和下半模的中部与半凸环之间加工有副辊带,方便放置在托轮上旋转。所述副辊带和半凸环之间加工有吊耳,方便吊运。
8.进一步,所述上半模和下半模相互配合位置加工有台阶,防止漏钢甩钢事故。上下半模采用锥形定位销和定位孔定位。
9.进一步,所述法兰内模块上加工有安装砂芯的凹槽,该砂芯可形成螺栓孔,凹槽内放置砂芯可一次铸出法兰盘的螺栓孔。
10.本实用新型的有益效果是:采用本实用新型可一次铸造出法兰管,省去焊接工序,消除焊接缺陷,保证法兰管质量的一致性。其法兰盘及管身同时热处理,组织均匀一致,奥氏体不锈钢或镍基合金钢的抗腐蚀性、热疲劳性得到保证,对于某些关键部位,使用寿命提高,保证了管道的安全运行。
附图说明
11.图1为法兰管结构示意图;
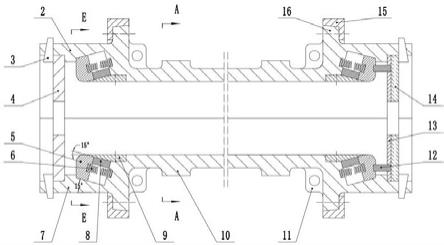
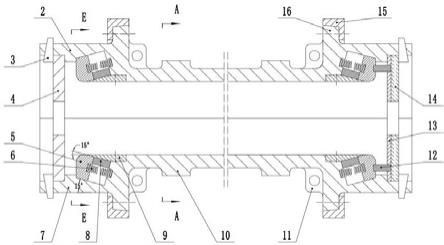
12.图2为本实用新型主视剖面结构示意图;
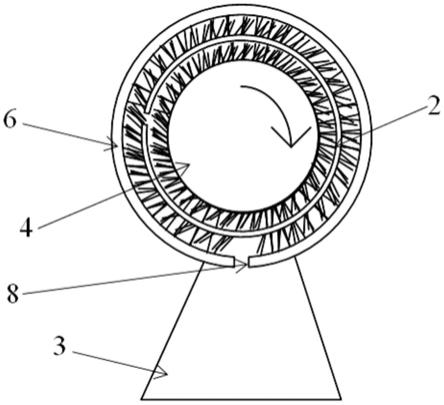
13.图3为本实用新型俯视结构示意图;
14.图4为图2的a
‑
a剖视图;
15.图5为图2的e
‑
e剖视图;
16.其中:1
‑
法兰盘、2
‑
上半模、3
‑
斜铁、4
‑
挡板、5
‑
法兰内模块、6
‑
弹簧、7
‑
下半模、8
‑
泡沫块、9
‑
管端内模块、10
‑
副辊带、11
‑
吊耳、12
‑
砂芯、13
‑
内挡板、14
‑
外挡板、15
‑
辊带环、16
‑
半凸环、。
具体实施方式
17.参考附图2
‑‑
附图5对本实用新型进行详细说明,下述上下、左右均是以附图2为基准,是指附图2的上下、左右。下述内外是指管模的内外,轴向是指管模旋转轴的方向,径向是指管模直径的方向。管模是圆筒形结构,为了方便显示结构,部分附图省去了中心线。
18.本实用新型包括上半模2和下半模7,上半模2和下半模7均是半圆形管模,对称一致,两者组合在一起,成为一个整体圆筒形管模。上半模2和下半模7相互配合位置加工有台阶,如附图4所示,该结构一可以实现上下半模的定位组合,二可以杜绝甩钢事故。从精确定位角度而言,上下半模以相互配合的锥形定位销和定位孔为最佳,以防止上下半模组合装配时台阶的磕碰,保护台阶。钢水浇注过程中一旦涂层脱落,钢水有自组合缝隙离心甩出时的风险,本结构组合缝隙通道较长,漏入组合缝隙的钢水可凝固封堵组合缝隙,从而杜绝甩钢事故。
19.在上半模2对称的左右近端部加工有半凸环16,在上半模2 中部与半凸环16之间加工有副辊带10,同样,在下半模7与上半模2的相同位置加工有半凸环16和副辊带10。辊带环15套装在上下半模的两个半凸环16,并用紧固件连接。辊带环15可以将上下半模固定为一体,成为一个圆筒形管模,同时消除上下半模加工和组合装配的偏差,保证上下半模的同心度,从而保证管模高速离心旋转时的动平衡,不会产生较大震动。为方便辊带环15的拆装,半凸环16与辊带环15的环形配合面设计为角度一致的圆台斜面。副辊带10作用是将管模吊离离心机,放置在托轮上,缓慢旋转,摆正管模,方便管模的组合拆装。在半凸环16和副辊带10之间加工有吊耳11,方便管模的吊运和组合拆装。
20.在管模内表面的左右两端,设计有凹环,凹环内装配有法兰内模块5、弹簧6、泡沫块8和管端内模块9。所述管端内模块9为半圆形,分别与上下半模紧固件连接,管端内模块9的凹弧面与管模内表面平齐。管端内模块9半圆端面是否加工有配合台阶,决定于其厚度与台阶的尺寸。法兰内模块5分为对称的四块,如附图5所示,分别镶嵌在上下半模的凹环内,法兰内模块5与上下半模以及管端内模块9圆台斜面装配,倾斜角决定了其轴向移动的受力,本实施例倾斜角为15
°
,在法兰内模块5背面(外观看不着)、凹环空腔内,装配有弹簧6和泡沫块8,所述泡沫块8为聚丙烯符合材料,其软化温度180
‑‑
220℃,在钢水浇注前,泡沫块8定位法兰内模块5,当管模高速旋转时,法兰内模块5固定不动,当高温钢水浇注后,钢水的热量传递给泡沫块8,泡沫块8受热软化,法兰管上的法兰盘1收缩时,法兰内模块5可向法兰管收缩的方向位移,不影响法兰管的收缩。弹簧6的目的是在泡沫块8软化后,稳定法兰内模
块5,避免法兰内模块5在凹环内不规则移动造成偏移,从而影响管模高速旋转的动平衡。也就是说,即使泡沫块8软化的速度不一致,但有弹簧6的稳定作用,管模两端八块法兰内模块5位置依然相对一致,受力相对平衡,不会破坏管模的动平衡。法兰内模块5在移动过程中,因沿圆台斜面滑动而径向外移,与法兰管外表面形成空腔,该空腔与凹环内的空腔连通,可收集因法兰管收缩而剥落的涂层,避免因涂层剥落产生的收缩受阻。
21.在管模两端加工带有止口的承口,管模组合涂料喷涂后,安装挡板4靠紧止口,在承口上敲打斜铁3固定挡板4即可浇注。如果需要将法兰盘上的螺栓孔一起铸出,可按附图2右端的方式装配,在法兰内模块5上加工安装砂芯12的凹槽,砂芯12溃散后形成螺栓孔,挡板分为内挡板13和外挡板14,内挡板13主要用于固定砂芯12,外挡板14主要用于固定内挡板13。
22.采用本发明卧式组合管模热模法离心生产法兰管的步骤如下:
23.1、上下半模装配。下半模7在托轮上装配,上半模2在翻转机上装配。上下半模装配方法一致,两个法兰内模块5分别定位弹簧6、压紧泡沫块8,用半圆形管端内模块9压紧该两个法兰内模块5,用紧固件连接管端内模块9和上下半模,使得管端内模块9的凹弧面与管模内表面平齐。为减小法兰内模块5滑动阻力,可在法兰内模块5滑动的圆台斜面上涂抹高温润滑脂。
24.2、管模装配。翻转机翻转装配好的上半模2,天车吊起至托轮工位,台阶定位或定位销定位,上下半模组合,从管模两端套装辊带环15,与上下半模的半凸环16配合,紧固件紧固辊带环15和半凸环16。
25.3、涂层清理,动平衡检测。将装配好的管模吊至离心机工位,先小转速清理涂层,然后高转速进行动平衡检查。可通过在紧固件上增加垫片或螺母的方式,或其他方法调整动平衡。
26.4、管模烘烤,涂料喷涂。管模烘烤温度不超过150
‑
170℃,以保持泡沫块8强度为宜,涂料热模喷涂。在涂层喷涂之前,用涂料将管端内模块9紧固件的凹坑填充平齐。
27.5、上挡板,离心浇注。管模两端安装挡板,钢水离心浇注。钢水浇注前,管模高速旋转,法兰内模块5主要靠泡沫块8定位,钢水浇注后,泡沫块8软化前,部分钢水已经凝固,但此时高温铸钢组织为高温奥氏体,塑性很好,不会产生裂纹。收缩裂纹多在凝固后固体收缩受阻产生的,而在固体收缩之前,泡沫块8已经软化,弹簧6不足以抵抗法兰管的收缩,使得法兰管收缩没有阻碍,从而消除了收缩裂纹。
28.6、冷却,拆卸管模。钢水浇注后,喷水冷却控制管模温度不超过300℃(该温度为计算机模拟温度,不是红外测温枪测出的温度)。管模和法兰管冷却后,将管模吊至托轮工位,副辊带10放置在托轮上,旋转管模对正,使得上半模2与下半模7的配合面近乎水平。拆卸管模两端挡板,然后拆卸辊带环15,吊离上半模2至翻转机,吊离法兰管,拆卸管端内模块9和法兰内模块5,用压缩空气清理上下半模凹环内涂料和泡沫块残留,然后执行上述步骤1,安装泡沫块8,进行半模装配,如此循环。
29.采用本实用新型离心铸造生产法兰管,需要离心工位、托轮工位及翻转机配合,单个管模生产效率较低,需要两个管模、三个工位同时作业。采用本实用新型可一次铸造出法兰管,省去焊接工序,消除焊接缺陷,保证法兰管质量的一致性。
30.采用本实用新型离心铸造的法兰管,其法兰盘及管身同时热处理,组织均匀一致,
奥氏体不锈钢或镍基合金钢的抗腐蚀性、热疲劳性得到保证,对于石油化工场所的某些关键部位,使用寿命提高,保证了管道的安全运行。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。