1.本发明涉及压铸成型技术领域,具体为一种多槽齿生产用一次成型设备及循环水冷装置。
背景技术:
2.压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。
3.传统的压铸工艺中,由于传统模具的结构限制,使压铸出的产品不可避免的会存在气泡的问题,且由于传统模具在增加穴位数时,需要综合考虑流道长度,成型时间,喷射速度等多方面因素,使得传统模具增加的穴位数难度大、上限低,同时,在注料保压的过程中,不可避免的会产生较大的料头;综上所述,传统方案在进行压铸时,存在有气泡、生产效率低和原材料浪费等问题。
4.现有技术中,在完成钢水的铸模后,要等待其自然冷却,这会消耗很多时间,浪费时间成本。
技术实现要素:
5.本发明的目的在于提供一种多槽齿生产用一次成型设备,以解决上述背景技术中提出了传统的压铸工艺中,由于传统模具的结构限制,使压铸出的产品不可避免的会存在气泡的问题,且由于传统模具在增加穴位数时,需要综合考虑流道长度,成型时间,喷射速度等多方面因素,使得传统模具增加的穴位数难度大、上限低,同时,在注料保压的过程中,不可避免的会产生较大的料头;综上所述,传统方案在进行压铸时,存在有气泡、生产效率低和原材料浪费,完成铸模后要等待很久,等其凝固,的问题。
6.为实现上述目的,本发明提供如下技术方案:
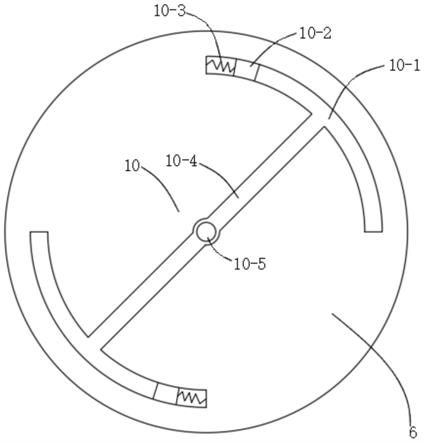
7.一种循环水冷装置,包括水冷槽和震荡块,所述震荡块设置在所述水冷环槽中,所述震荡快和所述水冷环槽的一侧内壁中间连接有弹簧,所述水冷槽为弧状,所述水冷槽的中间位置连接有直槽,所述直槽的端部设有通孔,所述直槽通过所述通孔在上方连接有水箱,通过震荡块在液体中的往复运动既形成水流,也造成了压强的变化,在水因温度变化产生对流的同时,加速水的流通性,形成循环水冷效果。
8.优选地,所述水冷槽设有两个,两个所述水冷槽对称设置。
9.优选地,所述震荡块具有磁性。
10.一种多槽齿生产用一次成型设备,包括所述的循环水冷装置、熔炉、铸模管道和支撑机构,还包括铸模机构和转轮;所述熔炉、多个铸模机构和与铸模机构相同数量的铸模管道安装在支撑机构上端,多个所述转轮与熔炉外壁转动连接,所述熔炉与铸模管道固定连接且连通,所述铸模管道与铸模机构连接;所述转轮外接有驱动转轮转动的驱动机构。
11.优选地,所述水冷槽设置在所述支撑机构的内部,所述水冷槽的位置与形状与所述铸模机构相同,所述水箱设置于所述支撑机构的上方。
12.优选地,铸模机构包括有进料模具,所述进料模具固定安装在支撑机构上端,所述进料模具与铸模管道固定连接且连通,所述进料模具上端密封滑动连接有多层的压铸模具,多个所述压铸模具竖直方向上叠加安装,所述压铸模具相互间在水平方向上滑动配合;最上端的所述压铸模具上方滑动连接有排气模具;所述排气模具和每个所述压铸模具在熔炉上均对应一个等高的转轮,所述排气模具和压铸模具均与对应的转轮固定连接。
13.优选地,所述压铸模具包括有模仁,所述压铸模具上端左右两侧分别开设有滑槽二和滑槽一,所述压铸模具下端两侧对应滑槽二和滑槽一的位置上分别固定安装有滑块二和滑块一;所述压铸模具下端位于模仁左右两侧分别安装有增压机构和下料机构,所述压铸模具左侧设置有固定杆二,所述增压机构和下料机构均与固定杆二连接。
14.优选地,所述增压机构包括有避位槽一,所述避位槽一开设在压铸模具下端位于模仁左侧处,所述避位槽一与模仁轮廓相同;所述避位槽一底部固定安装有弹性杆一,所述弹性杆一固定连接有挤压块,所述挤压块与避位槽一密封滑动连接;所述挤压块左侧开设有楔面,所述挤压块左侧设置有连接杆二,所述连接杆二贯穿避位槽一左侧的压铸模具且两者滑动连接,所述连接杆二右端开设有楔面,所述连接杆二与挤压块的楔面相互接触且配合,所述连接杆二可以通过两楔面将挤压块向下挤压;所述连接杆二与固定杆二固定连接;所述铸模机构位于固定杆二一侧设置有震荡机构,所述固定杆二左端固定连接有凸杆;当一个所述铸模机构内的所有凸杆与震荡机构对齐挤压时,震荡机构使铸模机构震动,所述震荡机构包括有固定块,所述固定块内竖直贯穿设置有通孔,所述固定块右侧滑动安装有连通块,所述连通块上设置有通孔,所述连通块的数量和高度与固定杆二对应;所述固定块上端固定安装有油泵,所述固定块下端固定安装有动力机,所述固定块的通孔分别与油泵和动力机连通;所述油泵和动力机间连接有油管,所述动力机下端安装有撞击杆,所述撞击杆位于支撑机构下端。
15.优选地,所述撞击杆的上端面设有磁块,所述磁块的位置与所述震荡块的位置对应。
16.震荡块的往复运动,与撞击杆的旋转运动形成有机联动,撞击杆在旋转运动的同时,带动震荡块往复运动,震荡块在水流中的往复运动,形成水流和压强的变化,加强了水的流通性,形成循环水冷。
附图说明
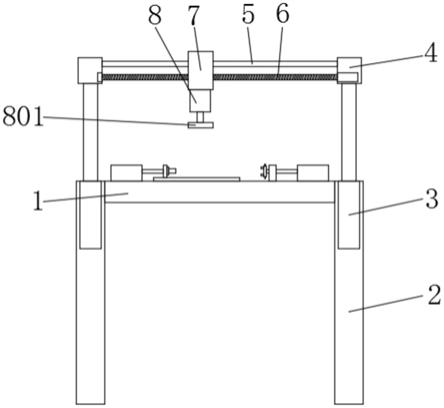
17.图1为本发明总体结构正视示意图;
18.图2为本发明总体结构剖面示意图;
19.图3为图2中a处结构放大示意图;
20.图4为压铸模具结构俯视示意图;
21.图5为图4剖面示意图;
22.图6为图5中b处结构放大示意图;
23.图7为压铸模具结构仰视示意图;
24.图8为本发明总体结构后视示意图;
25.图9为图8中c处结构放大示意图;
26.图10为震荡机构结构剖面示意图;
27.图11为图10中d处结构放大示意图;
28.图12为循环水冷装置的主要结构示意图;
29.图13为循环水冷装置的剖视图;
30.图14为磁块与撞击杆的连接结构示意图。
31.附图中,各标号所代表的部件列表如下:
32.熔炉1、铸模机构2、转轮3、铸模管道4、震荡机构5、固定块5
‑
1、第一槽5
‑1‑
1、连通块5
‑
2、第二槽5
‑2‑
1、油泵5
‑
3、通孔5
‑
4、油管5
‑
5、动力机5
‑
6、撞击杆5
‑
7、弹簧5
‑
8、固定杆一5
‑
9、支撑机构6、压铸模具7、模仁7
‑
1、滑槽一7
‑
2、滑块一7
‑2‑
1、滑槽二7
‑
3、滑块二7
‑3‑
1、固定杆二7
‑
4、连接杆一7
‑
5、连接杆二7
‑
6、凸杆7
‑
7、增压机构7
‑
8、挤压块7
‑8‑
1、避位槽一7
‑8‑
2、弹性杆一7
‑8‑
3、下料机构7
‑
9、避位槽二7
‑9‑
1、推块7
‑9‑
2、弹性杆二7
‑9‑
3、楔形块7
‑9‑
4、直杆7
‑9‑
5、滑槽三7
‑9‑
6、排气模具8、排气头8
‑
1、废料槽8
‑
2、进料模具9、循环水冷装置10、水冷槽10
‑
1、震荡块10
‑
2、弹簧10
‑
3、直槽10
‑
4、通孔10
‑
5、磁块10
‑
6、水箱10
‑
7。
具体实施方式
33.本发明提供一种技术方案:
34.一种循环水冷装置,包括水冷槽10
‑
1和震荡块10
‑
2,所述震荡块10
‑
2设置在所述水冷环槽10
‑
1中,所述震荡快10
‑
2和所述水冷环槽10
‑
1的一侧内壁中间连接有弹簧10
‑
3,所述水冷槽10
‑
1为弧状,所述水冷槽10
‑
1的中间位置连接有直槽10
‑
4,所述直槽10
‑
4的端部设有通孔10
‑
5,所述直槽10
‑
4通过所述通孔10
‑
5在上方连接有水箱10
‑
7,通过震荡块在液体中的往复运动既形成水流,也造成了压强的变化,在水因温度变化产生对流的同时,加速水的流通性,形成循环水冷效果。
35.具体地,所述水冷槽10
‑
1设有两个,两个所述水冷槽10
‑
1对称设置。
36.具体地,所述震荡块10
‑
2具有磁性。
37.一种多槽齿生产用一次成型设备,包括循环水冷装置10、熔炉1、铸模管道4和支撑机构6,其特征在于:还包括铸模机构2和转轮3;所述熔炉1、多个铸模机构2和与铸模机构2相同数量的铸模管道4安装在支撑机构6上端,多个所述转轮3与熔炉1外壁转动连接,所述熔炉1与铸模管道4固定连接且连通,所述铸模管道4与铸模机构2连接;
38.所述转轮3外接有驱动转轮3转动的驱动机构。
39.作为本发明的进一步方案,铸模机构2包括有进料模具9,所述进料模具9固定安装在支撑机构6上端,所述进料模具9与铸模管道4固定连接且连通,所述进料模具9上端密封滑动连接有多层的压铸模具7,多个所述压铸模具7竖直方向上叠加安装,所述压铸模具7相互间在水平方向上滑动配合;最上端的所述压铸模具7上方滑动连接有排气模具8;
40.所述排气模具8和每个所述压铸模具7在熔炉1上均对应一个等高的转轮3,所述排气模具8和压铸模具7均与对应的转轮3固定连接;
41.传统压铸模具不可避免的都有气泡的问题出现,本发明通过将多个压铸模具7竖直累加再在下端设置用于注料的进料模具9,上端用于接受气泡的排气模具8,利用气泡上浮的特性,将压铸过程中的气泡输入排气模具8中,使得压铸模具7中得到无气泡的产品,且一个压铸模具7对应一个产品的制造,压铸模具7间的叠加仅为简单的滑动连接,单个铸模机构2中可以设置多个压铸模具7,较传统模具一模多出需要考虑的流道半径和料头等多方
面原因导致的难度,本发明的模具可以通过十分简单的累加压铸模具7就可以做到单次压铸可以生产出大量产品,较传统方案生产效率更高。
42.作为本发明的进一步方案,所述压铸模具7包括有模仁7
‑
1,所述压铸模具7上端左右两侧分别开设有滑槽二7
‑
3和滑槽一7
‑
2,所述压铸模具7下端两侧对应滑槽二7
‑
3和滑槽一7
‑
2的位置上分别固定安装有滑块二7
‑3‑
1和滑块一7
‑2‑
1;
43.所述压铸模具7下端分别开设有避位槽一7
‑8‑
2、避位槽二7
‑9‑
1和滑槽三7
‑9‑
6,所述滑槽三7
‑9‑
6与避位槽二7
‑9‑
1连通;所述避位槽一7
‑8‑
2与模仁7
‑
1轮廓相同;
44.所述避位槽一7
‑8‑
2底部固定安装有弹性杆一7
‑8‑
3,所述弹性杆一7
‑8‑
3固定连接有挤压块7
‑8‑
1,所述挤压块7
‑8‑
1与避位槽一7
‑8‑
2密封滑动连接;所述挤压块7
‑8‑
1左侧开设有楔面,所述挤压块7
‑8‑
1左侧设置有连接杆二7
‑
6,所述连接杆二7
‑
6贯穿避位槽一7
‑8‑
2左侧的压铸模具7且两者滑动连接,所述连接杆二7
‑
6右端开设有楔面,所述连接杆二7
‑
6与挤压块7
‑8‑
1的楔面相互接触且配合,所述连接杆二7
‑
6可以通过两楔面将挤压块7
‑8‑
1向下挤压;
45.所述避位槽二7
‑9‑
1底部固定安装有弹性杆二7
‑9‑
3,所述弹性杆二7
‑9‑
3固定连接有推块7
‑9‑
2,所述推块7
‑9‑
2右侧滑动连接有楔形块7
‑9‑
4,所述推块7
‑9‑
2和楔形块7
‑9‑
4接触面设置为楔面,所述楔形块7
‑9‑
4固定连接有直杆7
‑9‑
5,所述直杆7
‑9‑
5固定连接有连接杆一7
‑
5,所述连接杆一7
‑
5与滑槽三7
‑9‑
6滑动连接;
46.所述压铸模具7左侧设置有固定杆二7
‑
4,所述固定杆二7
‑
4分别与连接杆一7
‑
5和连接杆二7
‑
6固定连接;所述固定杆二7
‑
4与对应的转轮3固定连接;
47.利用滑槽与滑块间的配合使压铸模具7相互滑动,进而使其内的模仁7
‑
1相互分离,形成单个独立的产品模腔,同时利用滑槽长度进行精准的机械定位,使模仁7
‑
1与上方的压铸模具7内的挤压块7
‑8‑
1对齐,再利用挤压块7
‑8‑
1对模仁7
‑
1增压,相对于传统的注料式增压,工件增压的方式使产品生产过程中,避免料头的产生,减小原料浪费,同时料头的取消使得产品外观更加完整光滑。
48.作为本发明的进一步方案,所述排气模具8与压铸模具7结构基本一致,所述排气模具8上端未设置滑槽一7
‑
2和滑槽二7
‑
3,所述排气模具8的模仁7
‑
1上端安装有排气头8
‑
1。
49.所述排气模具8的模仁7
‑
1内壁处开设有废料槽8
‑
2,所述排气头8
‑
1下端固定安装有圆柱体,以减小排气模具8的模仁7
‑
1内的容腔体积;由于排气模具8的功能是用于收纳压铸过程中的气泡,故其内生成物仅用作回收料处理,而气泡停留点基本为内壁处,故只要保留对应模仁7
‑
1内壁处的腔体即可,故设置圆柱体,减小排气模具8的模仁7
‑
1内的容腔体积,进而较小原料浪费。
50.作为本发明的进一步方案,所述进料模具9与压铸模具7轮廓一致,所述进料模具9在与压铸模具7相同位置处开设有模仁7
‑
1、滑槽一7
‑
2和滑槽二7
‑
3,所述进料模具9的模仁7
‑
1与铸模管道4连通。
51.作为本发明的进一步方案,所述铸模机构2位于固定杆二7
‑
4一侧设置有震荡机构5,所述震荡机构5包括有固定块5
‑
1,所述固定块5
‑
1内竖直贯穿设置有通孔5
‑
4,所述固定块5
‑
1右侧滑动安装有连通块5
‑
2,所述连通块5
‑
2上设置有通孔5
‑
4,所述连通块5
‑
2的数量和高度与固定杆二7
‑
4对应;所述固定杆二7
‑
4左端固定连接有凸杆7
‑
7;所述固定块5
‑
1上
端固定安装有油泵5
‑
3,所述固定块5
‑
1下端固定安装有动力机5
‑
6,所述固定块5
‑
1的通孔5
‑
4分别与油泵5
‑
3和动力机5
‑
6连通;所述油泵5
‑
3和动力机5
‑
6间连接有油管5
‑
5,所述动力机5
‑
6下端安装有撞击杆5
‑
7,所述撞击杆5
‑
7位于支撑机构6下端;
52.所述连通块5
‑
2下端面开设有第二槽5
‑2‑
1,所述固定块5
‑
1与第二槽5
‑2‑
1相邻处开设有第一槽5
‑1‑
1,所述第一槽5
‑1‑
1与第二槽5
‑2‑
1轮廓一致,所述第一槽5
‑1‑
1与第二槽5
‑2‑
1内共同安装有弹簧5
‑853.所述固定块5
‑
1下端固定连接有固定杆一5
‑
9,所述固定杆一5
‑
9与支撑机构6固定连接;
54.设置震荡机构5,使设备在进料过程中,受到持续敲击,确保压铸模具7中的气泡全部进入到排气模具8中,提高设备稳定性,提升产品质量。
55.具体地,所述水冷槽10
‑
1设置在所述支撑机构6的内部,所述水冷槽10
‑
1的位置与形状与所述铸模机构2相同,所述水箱10
‑
7设置于所述支撑机构6的上方。
56.具体地,所述水冷槽10
‑
1设置在所述支撑机构6的内部,所述水冷槽10
‑
1的位置与形状与所述铸模机构2相同,所述水箱10
‑
7设置于所述支撑机构6的上方。
57.震荡块的往复运动,与撞击杆的旋转运动形成有机联动,撞击杆在旋转运动的同时,带动震荡块往复运动,震荡块在水流中的往复运动,形成水流和压强的变化,加强了水的流通性,形成循环水冷。
58.工作原理:工作时,转轮3通过固定杆二7
‑
4带动排气模具8和压铸模具7与进料模具9在竖直方向上排列整齐,使三者的模仁7
‑
1对齐,进而通过连通器的原理,使熔炉1内的钢水通过铸模管道4流入铸模机构2中,直至漫延到排气模具8顶部,而后,人工控制转轮3外接的动力机构(实际使用中,可以增加感应机构来代替人工),使其带动对应的排气模具8或压铸模具7绕熔炉1顺时针转动;
59.在上述注料过程中,(图9结合图10)当固定杆二7
‑
4对应的排气模具8和压铸模具7与进料模具9在竖直方向上对齐后,固定杆二7
‑
4上的凸杆7
‑
7则会到达连通块5
‑
2的位置,进而凸杆7
‑
7会挤压连通块5
‑
2左移,以图9的方式完全进入固定块5
‑
1中,同时,连通块5
‑
2内的弹簧5
‑
8会被压缩,连通块5
‑
2与固定块5
‑
1内的通孔5
‑
4会以图10的方式对齐连通,此时配合油管5
‑
5,油泵5
‑
3与动力机5
‑
6间形成一个闭合的通道,油泵5
‑
3驱动液压油源源不断的经过并驱动动力机5
‑
6工作(类似于水车与连杆机构的结合),进而动力机5
‑
6带动撞击杆5
‑
7做上下往复运动,不断敲击支撑机构6底部,进而使铸模机构2产生振动,使铸模机构2内的气泡更好的漂到排气模具8中;待任意一个排气模具8或压铸模具7离开原位,即固定杆二7
‑
4带动凸杆7
‑
7离开连通块5
‑
2处,则连通块5
‑
2内的弹簧5
‑
8在自身弹力作用下驱动连通块5
‑
2右移,使连通块5
‑
2与固定块5
‑
1内的通孔5
‑
4错开,进而断绝油泵5
‑
3与动力机5
‑
6间的闭合通道,进一步的,动力机5
‑
6失去动力来源,进而撞击杆5
‑
7停止撞击支撑机构6,铸模机构2停止振动;
60.在转轮3带动排气模具8和压铸模具7绕熔炉1顺时针转动的过程中,(如图5)固定杆二7
‑
4带动连接杆一7
‑
5和连接杆二7
‑
6右移,其中连接杆二7
‑
6右侧楔面向右挤压弹性杆一7
‑8‑
3左侧楔面,进而使弹性杆一7
‑8‑
3具有右移和下移的运动趋势;进而弹性杆一7
‑8‑
3带动模具具有右移趋势,带动挤压块7
‑8‑
1具有下移趋势(此时,挤压块7
‑8‑
1下方为模具上端,并被限制下移运动);弹性杆一7
‑8‑
3带动模具右移过程中,上方模具下端的滑块二7
‑3‑
1在下方模具上端的滑槽二7
‑
3内向右滑动(图4结合图7),直至滑块二7
‑3‑
1到达滑槽二7
‑
3最右端,无法继续右移,进而滑块二7
‑3‑
1带动上方模具停止相对于下方模具的位移,此时,上方模具上的挤压块7
‑8‑
1正对下方模具上的模仁7
‑
1;在弹性杆一7
‑8‑
3的带动下,挤压块7
‑8‑
1始终具有下移趋势,进而挤压块7
‑8‑
1对模仁7
‑
1内的钢水产生挤压,加速齿轮的成型与质量;
61.而后,带齿轮成型后,人工控制转轮3带动排气模具8和压铸模具7绕熔炉1逆时针转动,此过程中,(图5结合图6)固定杆二7
‑
4带动连接杆一7
‑
5和连接杆二7
‑
6左移,其中连接杆一7
‑
5通过直杆7
‑9‑
5带动楔形块7
‑9‑
4左移,使楔形块7
‑9‑
4对推块7
‑9‑
2右侧楔面产生挤压,进而使推块7
‑9‑
2具有左移和下移趋势,其中下移趋势被推块7
‑9‑
2下方模具的上表面限制;左移趋势使推块7
‑9‑
2通过弹性杆二7
‑9‑
3带动模具左移,此过程中,上方模具下端的滑块一7
‑2‑
1在下方模具上端的滑槽一7
‑
2内向右滑动(图4结合图7),直至滑块一7
‑2‑
1到达滑槽一7
‑
2最左端,无法继续左移,进而滑块一7
‑2‑
1带动上方模具停止相对于下方模具的位移,此时,上方模具上的推块7
‑9‑
2正对下方模具上的模仁7
‑
1,在楔形块7
‑9‑
4的挤压下,推块7
‑9‑
2始终具有下移的运动趋势,进而推块7
‑9‑
2向下挤压模仁7
‑
1内成型的齿轮,并将之压出铸模机构2;
62.待齿轮脱离铸模机构2后,人工控制转轮3的驱动机构,进而控制排气模具8和压铸模具7与进料模具9恢复在竖直方向的整齐排列,而后循环上述工作;
63.需要注意的是,(如图4)模具中模仁7
‑
1左侧部分要短于右侧部分,且滑槽二7
‑
3同样短于滑槽一7
‑
2,使铸模机构2绕熔炉1顺时针转动的压铸成型阶段,模仁7
‑
1下方有其它模具的上端面作为支撑密封面;使铸模机构2绕熔炉1逆时针转动的下料阶段,模仁7
‑
1下方无阻挡,进而使成型的齿轮可以顺利脱离模仁7
‑
1。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。