1.本发明涉及扼流圈配件组装装置,尤其涉及到一种计算机电源适配器的扼流圈配件组装装置。
背景技术:
2.随着经济的发展和生活水平的提升,计算机的应用不断普及成为人们生产和生活中不可或缺的一部分,计算机的生产需求日渐增长,计算机电源适配器是给计算机充电的一种配件,所述扼流圈是有磁芯的共模干扰抑制器件,共模信号呈现出大电感具有抑制作用,而对于差模信号呈现出很小的漏电感几乎不起作用。扼流线圈使用在平衡线路中能有效地抑制共模干扰信号(如雷电干扰),而对线路正常传输的差模信号无影响。在生产中对于扼流圈配件的组装往往采用分段式机器,磁框点胶后人工下料,磁条成型后人工下料,后续再安装的方式来生产,自动化程度底,人工成本高。
3.现有技术存在缺陷,需要改进。
技术实现要素:
4.为了解决现在技术存在的缺陷,本发明提供了一种电商物品智能快速处理装置。
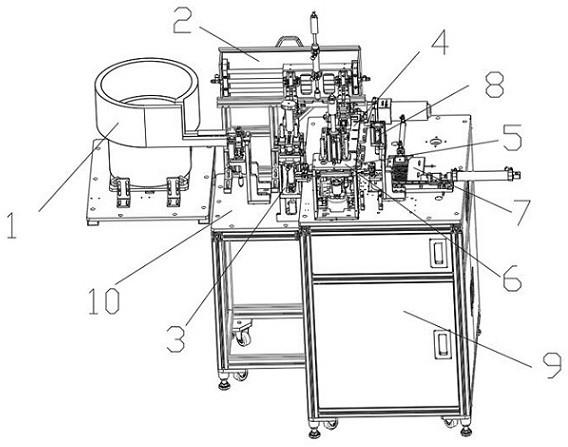
5.本发明提供的技术文案,一种计算机电源适配器的扼流圈配件组装装置,所述计算机电源适配器的扼流圈配件组装装置包括第一机架、第二机架、上磁装置、磁条安装装置、磁框供料装置、磁框上料装置和磁框涂胶装置,所述上磁装置纵向安装在第一机架上,所述磁条安装装置安装在上磁装置右侧,所述磁框涂胶装置安装在上磁装置左侧的第二机架上,所述磁框供料装置安装在磁框涂胶装置的左侧,所述磁框上料装置安装在磁框涂胶装置的后侧。
6.优选地,所述磁框供料装置包括振动盘、直振组件和抵立组件,所述振动盘与直振组件相连,所述抵立组件安装在直振组件的输出端;所述抵立组件包括抵立底座、第一顶升气缸、抵立气缸安装座、抵立块和阻隔板,所述抵立底座竖直安装在第二机架上,所述抵立气缸安装座水平安装在抵立底座的中部,所述第一顶升气缸安装在抵立气缸安装座的底部,所述第一顶升气缸的输出端贯穿抵立气缸安装座与抵立块相连,所述抵立块顶部的前后两端设有档位块,所述阻隔板安装在抵立底座的顶部。
7.优选地,所述磁框上料装置包括上料支架、上料无杆气缸、无杆气缸底座、手指气缸底板、上料下压气缸、下压连接杆、第一移栽手指气缸和第二移栽手指气缸;所述上料支架竖直安装在第二机架上,所述无杆气缸底座安装在上料支架上,所述上料无杆气缸安装在无杆气缸底座的前侧面上,所述手指气缸底板安装在上料无杆气缸上,所述第一移栽手指气缸和第二移栽手指气缸从左往右依次安装在手指气缸底板上且与手指气缸底板上下滑动连接,所述下压连接杆的两端分别安装在第一移栽手指气缸和第二移栽手指气缸的后侧,所述上料下压气缸安装在手指气缸底板的中部,所述上料下压气缸的输出端与下压连接杆的中部相连。
8.优选地,所述磁框涂胶装置包括涂胶底座、针筒上胶组件和磁框旋转组件,所述涂胶底座安装在第二机架上,所述针筒上胶组件安装在涂胶底座顶端的后部,所述磁框旋转组件安装在涂胶底座顶端的前部;所述磁框旋转组件包括第一旋转支架、第二旋转支架、旋转轴、旋转侧板、旋转电机安装座、第一电机、旋转拉伸气缸、拉伸链接轴和旋转定位块,所述第一旋转支架和第二旋转支架相对安装在涂胶底座顶端的左右两侧,所述旋转轴贯穿安装旋转侧板的一端在第一旋转支架和第二旋转支架上部之间且与第一旋转支架和第二旋转支架转动连接,所述旋转电机安装座的左端安装在旋转侧板的另一端上,所述第一电机安装在旋转电机安装座的底部,所述第一电机的输出端贯穿旋转电机安装座与旋转定位块相连,所述旋转拉伸气缸安装在涂胶底座顶端的前侧面上,所述旋转拉伸气缸的输出端与拉伸链接轴相连,所述拉伸链接轴与旋转电机安装座的右端转动连接。
9.优选地,所述针筒上胶组件包括第一上胶立板、第二上胶立板、上胶气缸安装座、第二顶升气缸、针筒、横轴和上胶底板;所述第一上胶立板和第二上胶底板相对安装在涂胶底座顶端的前后两侧上,所述上胶气缸安装板水平安装在第一上胶立板和第二上胶立板上,所述第二顶升气缸竖直安装在上胶气缸安装板的底部,所述第二顶升气缸的输出端贯穿上胶气缸安装板与上胶底板相连,所述横轴的一端安装在上胶底板上,所述针筒贯穿安装在横轴的另一端。
10.优选地,所述上磁装置包括磁框运输组件、磁框旋转手组件和充磁组件,所述磁框运输组件、磁框旋转手组件和充磁组件从前到后依次安装在第一机架上;所述磁框运输组件包括第二电机、运输电机座、旋转主动轴、旋转从动轴、转送带、运输底板、第一运输侧板和第二运输侧板,所述运输底座纵向安装在第一机架上,所述第一运输侧板和第二运输侧板相对安装在运输底座的左右两侧上,所述运输电机座安装第一机架上,所述第二电机安装在运输电机座上,所述第二电机的输出端贯穿运输电机座与旋转主动轴的一端相连,所述旋转主动轴贯穿安装在第一运输侧板和第二运输侧板的前端且与第一运输侧板和第二运输侧板转动连接,所述旋转从动轴贯穿安装在第一运输侧板和第二运输侧板的后端且与第一运输侧板和第二运输侧板转动连接,所述传送带套接在旋转主动轴和旋转从动轴上。
11.优选地,所述磁框旋转手组件包括第三顶升气缸、旋转顶升气缸安装座、磁框旋转气缸、旋转气缸底座、第一旋转手指气缸、第二旋转手指气缸、第三旋转手指气缸、第四旋转手指气缸、十字板和磁框旋转轴;所述旋转顶升气缸安装座的左右两侧安装在第一机架内,所述第三顶升气缸安装在旋转顶升气缸安装座的底部,所述第三顶升气缸的输出端贯穿旋转顶升气缸安装座与旋转气缸底座相连,所述磁框旋转气缸安装在旋转气缸底座上,所述磁框旋转气缸的输出端与磁框旋转轴相连,所述十字板安装在磁框旋转轴上,所述第一旋转手指气缸、第二旋转手指气缸、第三旋转手指气缸、第四旋转手指气缸依次环绕安装在十字板末端的底部。
12.优选地,所述充磁组件包括充磁底座、充磁垫板、第一下压气缸、充磁套、充磁筒和磁套底板;所述充磁底座竖直安装在第一机架上,所述充磁垫板水平安装在充磁底座的顶部,所述第一下压气缸安装在充磁垫板上,所述第一下压气缸的输出端贯穿充磁垫板与磁套底板相连,所述充磁套安装在磁套底板的底部,所述充磁筒安装在充磁套正下方的第一机架上。
13.优选地,所述磁条安装装置包括磁条供料组件和磁条成型安装组件,所述磁条成
型安装组件安装在磁条供料组件左前方的第一机架上;所述磁条供料组件包括第一磁条供料板、第二磁条供料板、第三磁条供料板、第一推料水平气缸、第一水平气缸底座、推料块、第二推料水平气缸、第二水平气缸底座、锁紧块、推刀和推料滑轨,所述第一磁条供料板和第二磁条供料板相对纵向安装在第一机架上,所述第三磁条供料板横向水平安装在第一磁条供料板和第二磁条供料板的后侧,所述第一水平气缸底座安装在第一磁条供料板和第二磁条供料板的前侧,所述第一推料水平气缸安装在第一水平气缸底座上,所述第一推料水平气缸的输出端贯穿第一水平气缸底座与推料块相连,所述推料块卡接在第一磁条供料板和第二磁条供料板之间,所述第二水平气缸底座安装在第三磁条供料板的右端上,所述第二推料水平气缸安装在第二水平气缸底座上,所述第二推料水平气缸的输出端贯穿第二水平气缸底座与锁紧块的一端相连,所述推料滑轨安装在第三磁条供料板上,所述锁紧块通过滑块与推料滑轨滑动连接,所述推刀卡接在锁紧块的另一端。
14.优选地,所述磁条成型安装组件包括第四顶升气缸、成型气缸底座、安装底板、安装柱、成型圆套、圆套底板、第二下压气缸、下压支架和压块;所述成型气缸底座的前后两侧安装在机架内,所述第四顶升气缸安装在成型气缸底座的底部,所述第四顶升气缸的输出端贯穿成型气缸底座与安装底板相连,所述安装柱竖直安装在安装底板上,所述圆套底板安装在第一机架上,所述安装柱贯穿圆套底板,所述成型圆套安装在圆套底板上。
15.相对于现有技术的有益效果,本发明通过设置磁框供料装置和磁框上料装置实现了磁框的自动化供料和上料,通过设置磁框涂胶装置实现了磁框的旋转涂胶,准确快捷,通过设置磁条安装装置实现了磁条的自动化供料、上料和成型安装,通过设置上磁装置实现了自动化充磁下料,整个装置实现了磁框涂胶与磁条成型安装一体化,自动化程度高,降低了人工成本,缩小了设备所占面积。
附图说明
16.图1为本发明整体结构示意图;图2为本发明磁框供料装置示意图;图3为本发明磁框上料装置示意图;图4为本发明磁框涂胶装置示意图;图5为本发明磁框运输组件示意图;图6为本发明磁框旋转手组件示意图;图7为本发明充磁组件示意图;图8为本发明磁条供料组件示意图;图9为本发明磁条成型安装组件示意图。
17.附图所示标记:磁框供料装置1;磁框上料装置2;磁框涂胶装置3;磁框运输组件4;磁框旋转手组件5;充磁组件6;磁条供料组件7;磁条成型安装组件8;第一机架9;第二机架10;振动盘12;直振组件13;抵立底座14;第一顶升气缸15;抵立块16;阻隔板17;上料支架21;无杆气缸底座22;上料无杆气缸23;第二移栽手指气缸24;第一移栽手指气缸25;下压连接杆26;上料下压气缸27;涂胶底座31;旋转轴32;旋转电机安装座33;旋转定位块34;旋转拉伸气缸35;拉伸链接轴36;上胶气缸安装座37;第二顶升气缸38;上胶底板39;横轴310;针筒311;旋转侧板312;第一运输侧板41;第二运输侧板42;运输电机座43;第二电机44;旋转
主动轴45;旋转从动轴46;转送带47;旋转顶升气缸安装座51;第三顶升气缸52;磁框旋转气缸53;磁框旋转轴54;十字板55;第一旋转手指气缸56;第二旋转手指气缸57;第三旋转手指气缸58;第四旋转手指气缸59;充磁底座61;第一下压气缸62;充磁套63;充磁筒64;第一磁条供料板71;第二磁条供料板72;第三磁条供料板73;第一推料水平气缸74;推料块75;第二推料水平气缸76;推料滑轨77;锁紧块78;推刀79;成型气缸底座81;第四顶升气缸82;安装底板83;安装柱84;成型圆套85;下压支架86;第二下压气缸87;压块88。
具体实施方式
18.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
19.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
20.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
21.下面结合附图对本发明作详细说明。
22.实施例1:如图1至图7所示,一种计算机电源适配器的扼流圈配件组装装置,所述计算机电源适配器的扼流圈配件组装装置包括第一机架9、第二机架10、上磁装置、磁条安装装置、磁框供料装置1、磁框上料装置2和磁框涂胶装置3,所述上磁装置纵向安装在第一机架9上,所述磁条安装装置安装在上磁装置右侧,所述磁框涂胶装置3安装在上磁装置左侧的第二机架10上,所述磁框供料装置1安装在磁框涂胶装置3的左侧,所述磁框上料装置2安装在磁框涂胶装置3的后侧。
23.实施例2:如图2所示,为了自动化磁框供料设置了磁框供料装置1,所述磁框供料装置1包括振动盘12、直振组件13和抵立组件,所述振动盘12与直振组件13相连,所述抵立组件安装在直振组件13的输出端;所述抵立组件包括抵立底座14、第一顶升气缸15、抵立气缸安装座、抵立块16和阻隔板17,所述抵立底座14竖直安装在第二机架10上,所述抵立气缸安装座水平安装在抵立底座14的中部,所述第一顶升气缸15安装在抵立气缸安装座的底部,所述第一顶升气缸15的输出端贯穿抵立气缸安装座与抵立块16相连,所述抵立块16顶部的前后两端设有档位块,所述阻隔板17安装在抵立底座14的顶部。所述振动盘12和直振组件13拔乱反正磁框运输至抵立块16上,所述抵立块16在第一顶升气缸15的驱动下上升,隔断供料。
24.实施例3:如图3所示,为了夹取磁框上料设置了磁框上料装置2,所述磁框上料装置2包括上料支架21、上料无杆气缸23、无杆气缸底座22、手指气缸底板、上料下压气缸27、下压连接杆26、第一移栽手指气缸25和第二移栽手指气缸24;所述上料支架21竖直安装在第二机架10上,所述无杆气缸底座22安装在上料支架21上,所述上料无杆气缸23安装在无
杆气缸底座22的前侧面上,所述手指气缸底板安装在上料无杆气缸23上,所述第一移栽手指气缸25和第二移栽手指气缸24从左往右依次安装在手指气缸底板上且与手指气缸底板上下滑动连接,所述下压连接杆26的两端分别安装在第一移栽手指气缸25和第二移栽手指气缸24的后侧,所述上料下压气缸27安装在手指气缸底板的中部,所述上料下压气缸27的输出端与下压连接杆26的中部相连。所述上料无杆气缸23驱动第一移栽手指气缸25和第二移栽手指气缸24左右移动,所述上料下压气缸27驱动第一移栽手指气缸25和第二移栽手指气缸24上下移动,所述第一移栽手指气缸25和第二移栽手指气缸24夹取磁框上料。
25.实施例4:如图4所示,所述磁框涂胶装置3包括涂胶底座31、针筒311上胶组件和磁框旋转组件,所述涂胶底座31安装在第二机架10上,所述针筒311上胶组件安装在涂胶底座31顶端的后部,所述磁框旋转组件安装在涂胶底座31顶端的前部;为了旋转磁框方便涂胶设置了磁框旋转组件,所述磁框旋转组件包括第一旋转支架、第二旋转支架、旋转轴32、旋转侧板312、旋转电机安装座33、第一电机、旋转拉伸气缸35、拉伸链接轴36和旋转定位块34,所述第一旋转支架和第二旋转支架相对安装在涂胶底座31顶端的左右两侧,所述旋转轴32贯穿安装旋转侧板312的一端在第一旋转支架和第二旋转支架上部之间且与第一旋转支架和第二旋转支架转动连接,所述旋转电机安装座33的左端安装在旋转侧板312的另一端上,所述第一电机安装在旋转电机安装座33的底部,所述第一电机的输出端贯穿旋转电机安装座33与旋转定位块34相连,所述旋转拉伸气缸35安装在涂胶底座31顶端的前侧面上,所述旋转拉伸气缸35的输出端与拉伸链接轴36相连,所述拉伸链接轴36与旋转电机安装座33的右端转动连接。所述旋转拉伸气缸35通过驱动拉伸链接轴36使得旋转电机安装座33倾斜一定的角度,方便上胶,所述第一电机驱动旋转定位块34旋转上胶。
26.为了给磁框点胶设置了针筒311上胶组件,所述针筒311上胶组件包括第一上胶立板、第二上胶立板、上胶气缸安装座37、第二顶升气缸38、针筒311、横轴310和上胶底板39;所述第一上胶立板和第二上胶底板39相对安装在涂胶底座31顶端的前后两侧上,所述上胶气缸安装板水平安装在第一上胶立板和第二上胶立板上,所述第二顶升气缸38竖直安装在上胶气缸安装板的底部,所述第二顶升气缸38的输出端贯穿上胶气缸安装板与上胶底板39相连,所述横轴310的一端安装在上胶底板39上,所述针筒311贯穿安装在横轴310的另一端。所述针筒311在第二顶升气缸38的驱动下上下移动点胶。
27.实施例5:如图5所示,所述上磁装置包括磁框运输组件4、磁框旋转手组件5和充磁组件6,所述磁框运输组件4、磁框旋转手组件5和充磁组件6从前到后依次安装在第一机架9上;为了运输点过胶的磁框至磁框旋转手组件5处设置了磁框运输组件4,所述磁框运输组件4包括第二电机44、运输电机座43、旋转主动轴45、旋转从动轴46、转送带47、运输底板、第一运输侧板41和第二运输侧板42,所述运输底座纵向安装在第一机架9上,所述第一运输侧板41和第二运输侧板42相对安装在运输底座的左右两侧上,所述运输电机座43安装第一机架9上,所述第二电机44安装在运输电机座43上,所述第二电机44的输出端贯穿运输电机座43与旋转主动轴45的一端相连,所述旋转主动轴45贯穿安装在第一运输侧板41和第二运输侧板42的前端且与第一运输侧板41和第二运输侧板42转动连接,所述旋转从动轴46贯穿安装在第一运输侧板41和第二运输侧板42的后端且与第一运输侧板41和第二运输侧板42转动连接,所述传送带套接在旋转主动轴45和旋转从动轴46上。所述第二电机44驱动旋转主动轴45旋转从而驱动转送带47传动运输磁框至磁框旋转手组件5处。
28.进一步地,所述第一运输侧板41上安装有若干传感器底板,所述传感器底板上安装有良品检测传感器,所述良品检测传感器可通过形状检测磁框的良与不良,不良品由磁框旋转手组件5下料至不良槽,良品由磁框旋转手组件5夹取到后续的组装工位上。
29.实施例6:如图6所示,为了夹取磁框至后续的组装工位以及下料设置了磁框旋转手组件5,所述磁框旋转手组件5包括第三顶升气缸52、旋转顶升气缸安装座51、磁框旋转气缸53、旋转气缸底座、第一旋转手指气缸56、第二旋转手指气缸57、第三旋转手指气缸58、第四旋转手指气缸59、十字板55和磁框旋转轴54;所述旋转顶升气缸安装座51的左右两侧安装在第一机架9内,所述第三顶升气缸52安装在旋转顶升气缸安装座51的底部,所述第三顶升气缸52的输出端贯穿旋转顶升气缸安装座51与旋转气缸底座相连,所述磁框旋转气缸53安装在旋转气缸底座上,所述磁框旋转气缸53的输出端与磁框旋转轴54相连,所述十字板55安装在磁框旋转轴54上,所述第一旋转手指气缸56、第二旋转手指气缸57、第三旋转手指气缸58、第四旋转手指气缸59依次环绕安装在十字板55末端的底部。所述第三顶升气缸52和磁框旋转气缸53驱动第一旋转手指气缸56、第二旋转手指气缸57、第三旋转手指气缸58和第四旋转手指气缸59夹取磁框后旋转放置在下一个工位。
30.实施例7:如图7所示,为了充磁设置了充磁组件6,所述充磁组件6包括充磁底座61、充磁垫板、第一下压气缸62、充磁套63、充磁筒64和磁套底板;所述充磁底座61竖直安装在第一机架9上,所述充磁垫板水平安装在充磁底座61的顶部,所述第一下压气缸62安装在充磁垫板上,所述第一下压气缸62的输出端贯穿充磁垫板与磁套底板相连,所述充磁套63安装在磁套底板的底部,所述充磁筒64安装在充磁套63正下方的第一机架9上。所述磁框套接在充磁筒64上,所述充磁套63在第一下压气缸62的驱动下下压套住磁框充磁。
31.实施例8:如图8所示,所述磁条安装装置包括磁条供料组件7和磁条成型安装组件8,所述磁条成型安装组件8安装在磁条供料组件7左前方的第一机架9上;为了磁条供料设置了磁条供料组件7,所述磁条供料组件7包括第一磁条供料板71、第二磁条供料板72、第三磁条供料板73、第一推料水平气缸74、第一水平气缸底座、推料块75、第二推料水平气缸76、第二水平气缸底座、锁紧块78、推刀79和推料滑轨77,所述第一磁条供料板71和第二磁条供料板72相对纵向安装在第一机架9上,所述第三磁条供料板73横向水平安装在第一磁条供料板71和第二磁条供料板72的后侧,所述第一水平气缸底座安装在第一磁条供料板71和第二磁条供料板72的前侧,所述第一推料水平气缸74安装在第一水平气缸底座上,所述第一推料水平气缸74的输出端贯穿第一水平气缸底座与推料块75相连,所述推料块75卡接在第一磁条供料板71和第二磁条供料板72之间,所述第二水平气缸底座安装在第三磁条供料板73的右端上,所述第二推料水平气缸76安装在第二水平气缸底座上,所述第二推料水平气缸76的输出端贯穿第二水平气缸底座与锁紧块78的一端相连,所述推料滑轨77安装在第三磁条供料板73上,所述锁紧块78通过滑块与推料滑轨77滑动连接,所述推刀79卡接在锁紧块78的另一端。所述第一推料水平气缸74驱动推料块75推动磁条向后移动,所述第二推料水平气缸76驱动锁紧块78在推料滑轨77上滑动向左移动,从而使得所述推刀79推动磁条进入成型圆套85内,所述磁条在压力的作用下在成型圆套85内形成圆形磁条。
32.实施例9:如图9所示,为了安装磁条在磁框内设置了磁条成型安装组件8,所述磁条成型安装组件8包括第四顶升气缸82、成型气缸底座81、安装底板83、安装柱84、成型圆套85、圆套底板、第二下压气缸87、下压支架86和压块88;所述成型气缸底座81的前后两侧安
装在机架内,所述第四顶升气缸82安装在成型气缸底座81的底部,所述第四顶升气缸82的输出端贯穿成型气缸底座81与安装底板83相连,所述安装柱84竖直安装在安装底板83上,所述圆套底板安装在第一机架9上,所述安装柱84贯穿圆套底板,所述成型圆套85安装在圆套底板上。所述安装柱84在第四顶升气缸82的驱动下向上移动将圆形磁条顶起安装在磁框内,同时,所述压块88在第二下压气缸87的驱动下下压压合。
33.本发明的工作原理:振动盘和直振组件拔乱反正磁框运输至抵立块上,所述抵立块在第一顶升气缸的驱动下上升,隔断供料的同时方便夹取,上料无杆气缸驱动第一移栽手指气缸和第二移栽手指气缸左右移动,上料下压气缸驱动第一移栽手指气缸和第二移栽手指气缸上下移动,从而,第一移栽手指气缸夹取抵立块上的磁框放置在磁框旋转组件的旋转定位块上,旋转拉伸气缸通过驱动拉伸链接轴使得旋转电机安装座倾斜一定的角度,方便上胶,针筒在第二顶升气缸的驱动下下移点胶,第一电机驱动旋转定位块旋转配合针筒上胶,第二移栽手指气缸夹取抵立块上完成点胶的磁框放置在磁框运输组件的传送带上,第二电机驱动旋转主动轴旋转从而驱动转送带传动磁框至磁框旋转手组件处,第三顶升气缸和磁框旋转气缸驱动第一旋转手指气缸或第二旋转手指气缸或第三旋转手指气缸或第四旋转手指气缸夹取磁框后旋转放置在磁条成型安装组件的成型圆套上,第一推料水平气缸驱动推料块推动磁条向后移动,第二推料水平气缸驱动锁紧块在推料滑轨上滑动向左移动,从而使得所述推刀推动磁条进入成型圆套内,磁条在压力的作用下在成型圆套内形成圆形磁条,安装柱在第四顶升气缸的驱动下向上移动将圆形磁条顶起安装在磁框内,同时,所述压块在第二下压气缸的驱动下下压压合,安装完成后磁框旋转手组件夹取成品旋转放置在充磁组件的充磁筒上,充磁套在第一下压气缸的驱动下下压充磁,磁框旋转手组件夹取下料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。