一种a2级硬泡聚氨酯保温板连续化加工设备及其加工工艺
技术领域
1.本发明专利涉及一种a2级硬泡聚氨酯保温板连续化加工设备及其加工工艺,属于保温材料加工设备及其加工工艺技术领域。
背景技术:
2.随着建筑节能标准的逐年提高,岩棉和聚苯板越来越难以满足日益提升的节能标准,硬泡聚氨酯作为保温效果最好的有机材料,市场空间会进一步加大,但现有的硬泡聚氨酯板材连续化生产设备生产的硬泡聚氨酯板材最多只能做到b1级阻燃,原因是现有的硬泡聚氨酯板连续化生产设备由于在发泡机末端只有一套混合设备,所以只能把石墨等固体材料加在组合白料中混合后然后与黑料反应。目前市面上将固体填料加入白料中然后与黑料混合的设备设计会存在三大缺陷:1)白料粘度剧增,与黑料只能采用低压混合,混合均匀度不如高压机;2)白料易沉降,设备停止后如果不及时清洗管路容易造成输送管路堵塞;3)无机填料添加比例占泡沫芯材的比重太低,最多只能达到15%,做不到a2级阻燃。
技术实现要素:
3.本发明的目的在于解决上述现有技术存在的不足之处,提供一种a2级硬泡聚氨酯保温板连续化生产设备,该设备通过黑白料高压混合器与低压混合器联用可将无机填料作为一个单一的组份经无机填料质量计量仪精确计量后与混合好的黑白料在低压混合器中进行螺杆输送混合,工艺简捷,效率高,加工出的聚氨酯保温板防火性能优异。
4.一种a2级硬泡聚氨酯保温板连续化加工设备,其特殊之处在于包括聚氨酯白料定量输送机构、聚氨酯黑料定量输送机构、黑白料高压混合器、无机材料定量输送机构,聚氨酯黑白料高压混合器与无机材料定量输出机构的输出端均与低压混合器输入端相连接,低压混合器输出端与浇注枪头输入端相连接,浇注枪头安装于枪头导轨上且能在驱动机构的驱动下沿着枪头导轨长度方向往复运动,浇注枪头上方设有上卷材,上卷材由上卷材开卷机开卷,浇注枪头下方有下卷材,下卷材由下卷材开卷机开卷,浇注枪头后方设有履带式压力机;所述聚氨酯白料定量输送机构核心元件为白料计量泵,白料计量泵通过管路与白料储罐及黑白料高压混合器相连;所述聚氨酯黑料定量输送机构核心元件为黑料计量泵,黑料计量泵通过管路与黑料储罐及黑白料高压混合器相连;黑白料高压混合器的输出管路与低压混合器的输入端相连接;所述无机材料定量输送机构核心元件为计量仪,计量仪通过管路与无机材料储罐及低压混合器相连;所述低压混合器包括混合器外壳及设于混合器外壳内的输送螺杆,输送螺杆转速为10
‑
2000r/min,混合器外壳内径为3
‑
10cm,螺杆长度不小于12cm,螺距在2
‑
50mm;所述计量仪包括计量仪外壳及设于计量仪外壳内的输送螺杆,计量仪上安装有用于控制输送螺杆转速的变频电机,输送螺杆转速为10
‑
1500r/min,计量仪外壳内径为2
‑
10cm,螺杆长度不小于10cm,螺距在2
‑
50mm;所述下卷材开卷机与履带式压力机之间还设有输送平台,下卷材从输送平台上经过后输送至履带式压力机内;所述聚氨酯白料定量输送机构、聚氨酯黑料定量输送机构、无机材料定量输送机构、低压混合器、黑白料高压混合器均受控于plc控制器。
5.本发明的一种a2级硬泡聚氨酯保温板连续化加工设备的加工工艺,其特殊之处在于包括以下步骤:1)、聚氨酯黑料储罐、聚氨酯白料储罐中的黑、白料分别经过黑料计量泵、白料计量泵的精确计量后,进入黑白料高压混合器中进行高压雾化对撞混合,混合均匀后输送至低压混合器;所述无机材料占聚氨酯白料、聚氨酯黑料、无机材料总质量的65%
‑
95%;所述聚氨酯双组份组合料包括聚氨酯黑料及聚氨酯白料,聚氨酯黑料及聚氨酯白料的质量比为(1.0
‑
1.8):1;所述无机材料为石英砂、玻化微珠、碳酸钙中的任意一种;所述无机材料粒径在0.01mm
‑
2.0mm;所述无机材料表面用硅烷偶联剂或钛酸酯偶联剂进行活化处理;所述活化处理的具体步骤为:将无机材料放入固体搅拌机内,将占无机材料质量0.5
‑
0.7%的硅烷偶联剂或钛酸酯偶联剂喷洒在无机材料上,高速搅拌30min,结束后90℃
‑
120℃烘干1
‑
2小时;所述聚氨酯白料包括以下质量份的原料:低粘度(25℃粘度低于1000mpa.s)蔗糖或山梨醇起始剂聚醚0
‑
40份、低粘度(25℃粘度低于800mpa.s)三聚氰胺聚醚0
‑
30份、低粘度(25℃粘度低于500mpa.s)溴系阻燃聚醚0
‑
30份、低粘(25℃粘度低于7000mpa.s)度阻燃聚酯多元醇10
‑
50份、有机酸0.3
‑
3份、硅油1
‑
5份、催化剂1
‑
10份、发泡剂10
‑
50份;2)、储存于无机材料储罐中的无机材料经计量仪精确的计量后输送至低压混合器;3)、低压混合器为螺杆输送装置,经计量仪计量的无机材料与混合好的黑白料通过低压混合器内转动的螺杆进行混合、输送;4)、位于导轨上的枪头将步骤3)得到的混合物浇注于下卷材上,混合物与下卷材通过输送平台在履带式压力机提供的拉力下与上卷材同步进入履带式压力机,并在履带式压力机中完成低热值硬泡聚氨酯保温板的发泡成型。
6.本发明的一种a2级硬泡聚氨酯保温板连续化加工设备及其加工工艺,有益效果如下:与现有设备的一步混合工艺相比,本发明的连续化加工设备采用两步混合工艺,先黑白料高压混合,然后混合好的黑白料与无机材料在低压混合器7中进行低压混合,实现了无机填料不直接与聚氨酯白料混合,从根源上有效降低了聚氨酯白料粘度,防止生产停止后管路中出现无机填料沉降的问题;本发明改变了以往无机填料改性硬泡聚氨酯生产只能采用低压机混合的方式,混合效果得到提升;无机材料与混合好的黑白料混合,极大地增加了无机填料在芯材中的含量,可将添加比例由现有技术的无机填料在芯材中质量最高占比由15%提高到95%,有效降低产品热值。
附图说明
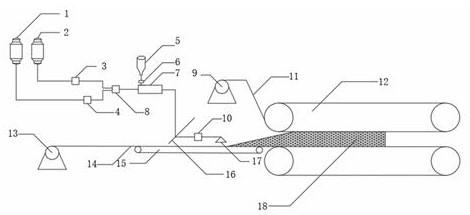
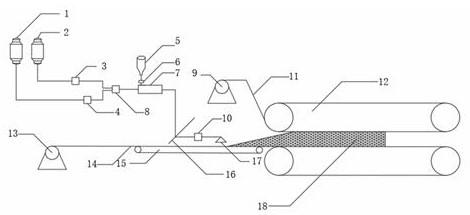
7.图1:本发明一种a2级硬泡聚氨酯保温板连续化生产设备的结构示意图。
具体实施方式
8.下面参照说明书附图将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
9.实施例1本实施例的一种a2级硬泡聚氨酯保温板连续化加工设备,参考附图1,包括聚氨酯白料定量输送机构、聚氨酯黑料定量输送机构、黑白料高压混合器8、无机材料定量输送机构,聚氨酯黑白料高压混合器8与无机材料定量输出机构的输出端均与低压混合器7输入端相连接,低压混合器7输出端与浇注枪头10输入端相连接,浇注枪头10安装于枪头导轨16上且能在驱动机构的驱动下沿着枪头导轨16长度方向往复运动,浇注枪头10上方设有卷材11,卷材11由上卷材开卷机9开卷,浇注枪头下方有下卷材14,下卷材14由下卷材开卷机13开卷,浇注枪头10后方设有履带式压力机12;其中聚氨酯白料定量输送机构核心元件为白料计量泵3,白料计量泵3通过管路与白料储罐2及黑白料高压混合器8相连;聚氨酯黑料定量输送机构核心元件为黑料计量泵4,黑料计量泵4通过管路与黑料储罐1及黑白料高压混合器8相连;黑白料高压混合器8的输出管路与低压混合器7的输入端相连接;无机材料定量输送机构核心元件为计量仪6,计量仪6通过管路与无机材料储罐5及低压混合器7相连;低压混合器7包括混合器外壳及设于混合器外壳内的输送螺杆,输送螺杆转速为10
‑
2000r/min,混合器外壳内径为3
‑
10cm,螺杆长度不小于12cm,螺距在2
‑
50mm;计量仪6包括计量仪外壳及设于计量仪外壳内的输送螺杆,计量仪6上安装有用于控制输送螺杆转速的变频电机,输送螺杆转速为10
‑
1500r/min,计量仪外壳内径为2
‑
10cm,螺杆长度不小于10cm,螺距在2
‑
50mm;履带式压力机12入口前方与下链板水平方向设有输送平台15,下卷材14从输送平台15上经过后输送至履带式压力机12内;聚氨酯白料定量输送机构、聚氨酯黑料定量输送机构、无机材料定量输送机构、低压混合器7、黑白料高压混合器8均受控于plc控制器。
10.实施例2本实施例的一种a2级硬泡聚氨酯保温板连续化加工设备的加工工艺,参考附图1,包括以下步骤:1)、聚氨酯黑料储罐1、聚氨酯白料储罐2中的黑、白料分别经过黑料计量泵4、白料计量泵3的精确计量后,进入黑白料高压混合器8中进行高压雾化对撞混合,混合均匀后输送至低压混合器7;无机材料占聚氨酯白料、聚氨酯黑料、无机材料总质量的65%
‑
95%;聚氨酯双组份组合料包括聚氨酯黑料及聚氨酯白料,聚氨酯黑料及聚氨酯白料的质量比为(1.0
‑
1.8):1;无机材料为石英砂、玻化微珠、碳酸钙中的任意一种或搭配使用;
无机材料粒径在0.01mm
‑
2.0mm;无机材料表面用硅烷偶联剂或钛酸酯偶联剂进行活化处理;活化处理的具体步骤为:将无机材料放入固体搅拌机内,将占无机材料质量0.5
‑
0.7%的硅烷偶联剂或钛酸酯偶联剂喷洒在无机材料上,高速搅拌30min,结束后90℃
‑
120℃烘干1
‑
2小时;聚氨酯黑料为:pm400;白料各成分质量比如下:句容宁武新材料股份有限公司低粘度蔗糖起始剂聚醚nj62165份;濮阳蔚林化工股份有限公司低粘度三聚氰胺聚醚fr71810份;万华化学集团产低粘度溴系阻燃聚醚fr21225份;淄博瑞诺化工科技有限公司产低粘度阻燃聚酯多元醇pf201630份;北京茵泰德科技有限公司采购乳酸0.8份;江苏美思德化学股份有限公司产硅油88065份;北京茵泰德科技有限公司采购复配催化剂8份;淄博澳帆化工有限公司产245fa40份。
11.2)、储存于无机材料储罐5中的无机材料经计量仪6精确的计量后输送至低压混合器7;3)、低压混合器7为螺杆输送装置,经计量仪6计量的无机材料与混合好的黑白料通过低压混合器7内转动的螺杆进行混合、输送;4)、位于导轨16上的枪头10将步骤3)得到的混合物17浇注于下卷材14上,混合物与下卷材14在履带式压力机12提供的拉力下与上卷材11同步进入履带式压力机12,并在履带式压力机12中完成低热值硬泡聚氨酯保温板18的发泡成型。
12.本加工工艺的无机材料的添加极大地改善了硬泡聚氨酯的防火性能,可将硬泡聚氨酯燃烧性能等级由c级提高到a2级;聚氨酯白料中采用有机酸替代化学发泡剂水,用低粘度阻燃聚酯、聚醚替代物理阻燃剂,有效降低泡沫导热系数;用过量的成核性硅油保证较高的闭孔率及泡孔均匀;无机材料表面处理后一方面杜绝了其表面的羟基等基团与黑料的反应,对泡孔不造成破坏,保证了导热系数λ≤0.030w/(m.k),另一方面减少了无机材料表面的极性基团与组合白料之间形成大量氢键,避免了粘度的急剧增加,改善了无机材料与硬泡聚氨酯的相容性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。