1.本发明涉及异形结构件背胶技术领域,尤其是指一种异形结构件一体化背胶成型制备方法。
背景技术:
2.随着客户对产品绝缘性及外观性要求越来越高,加工后的金属件产品需要使用模切件产品进行全包或半包式处理,起到绝缘及美观效果,并且有的产品是增加内部空间,需要将多余的结构放置在产品表面,为了提高绝缘性,也必须使用模切产品进行包裹使用。
3.现有的金属件,大多数通过模具冲压、吸塑制备,制备后产品需要单面背胶,背胶时需要手工贴合,成本高,对于标准的平面结构件能够完成手工贴合,但是表面凹凸不平的异形结构件和曲面结构件,在其表面进行背胶时,凹凸不平的位置或曲面位置会出现起翘现象,难以将背胶薄膜完全贴敷在结构件上。
技术实现要素:
4.为此,本发明所要解决的技术问题在于克服现有技术中对于凹凸不平的异形结构件和曲面结构件难以背胶的问题,提供一种异形结构件一体化背胶成型制备方法,在对异形结构件进行冲压成型的同时,进行背胶工艺处理,实现对异形结构件和曲面结构件的快速背胶。
5.为解决上述技术问题,本发明提供了一种异形结构件一体化背胶成型制备方法,包括以下步骤:
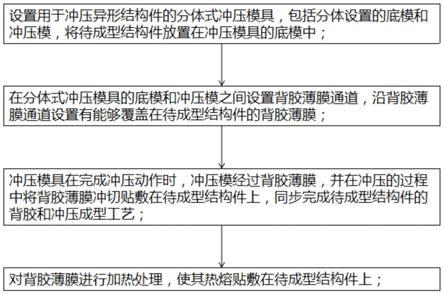
6.设置用于冲压异形结构件的分体式冲压模具,包括分体设置的底模和冲压模,将待成型结构件放置在冲压模具的底模中;
7.在分体式冲压模具的底模和冲压模之间设置背胶薄膜通道,沿背胶薄膜通道设置有能够覆盖在待成型结构件的背胶薄膜,背胶薄膜悬空设置在底模和冲压模之间,在冲压模具完成冲压动作前,背胶薄膜与底模和冲压模之间均预留有空隙;
8.冲压模具在完成冲压动作时,冲压模经过背胶薄膜,并在冲压的过程中将背胶薄膜冲切贴敷在待成型结构件上,同步完成待成型结构件的背胶和冲压成型工艺;
9.对背胶薄膜进行加热处理,使其热熔贴敷在待成型结构件上。
10.在本发明的一个实施例中,所述分体式冲压模具的底模滑动设置,所述分体式冲压模具的底模下方设置有带动底模滑动的底模驱动源以及限制底模移动位置的底模限位座,所述底模驱动源带动底模在底模限位座之间移动,分别将底模带动到上料工位和冲压工位。
11.在本发明的一个实施例中,所述底模上设置有用于放置待成型结构件的载物台,所述底模和冲压模配合形成异形结构件型腔。
12.在本发明的一个实施例中,所述冲压模安装在冲压驱动源上,所述冲压驱动源带动冲压模向底模的方向移动。
13.在本发明的一个实施例中,所述冲压模的外边缘设置有围绕冲压模一周的冲切刀。
14.在本发明的一个实施例中,所述冲压模内设置有加热装置。
15.在本发明的一个实施例中,所述背胶薄膜为单面热熔胶贴膜,朝向所述底模的一侧设置有热熔胶。
16.在本发明的一个实施例中,所述背胶薄膜滑动设置在背胶薄膜通道上,在所述背胶薄膜通道的两侧分别设置有背胶薄膜放线辊和背胶薄膜收线辊。
17.在本发明的一个实施例中,所述背胶薄膜放线辊和背胶薄膜收线辊下方均设置有滑轨,所述背胶薄膜放线辊和背胶薄膜收线辊能够在所述滑轨上移动,带动所述背胶薄膜在底模和冲模之间平行移动。
18.在本发明的一个实施例中,所述背胶薄膜放线辊和背胶薄膜收线辊均能够独立转动,在冲压模具完成冲压动作前,所述背胶薄膜放线辊和背胶薄膜收线辊同向同步转动,带动背胶薄膜从背胶薄膜通道中穿过,在冲压模具完成冲压动作时,所述背胶薄膜放线辊和背胶薄膜收线辊反向转动,将背胶薄膜拉平。
19.本发明的上述技术方案相比现有技术具有以下优点:
20.本发明所述的异形结构件一体化背胶成型制备方法,采用分体式冲压模具实现对结构件的异形冲压成型工艺,在分体式冲压模具的底模和冲压模之间设置背胶薄膜通道,沿背胶薄膜通道设置有能够覆盖在待成型结构件的背胶薄膜,冲压模具在完成冲压动作时,冲压模经过背胶薄膜,并在冲压的过程中将背胶薄膜冲切贴敷在待成型结构件上,能够同步完成待成型结构件的背胶和冲压成型工艺。在冲压模内设置有加热装置,配合单面热熔胶贴膜,使其热熔贴敷在待成型结构件上,可防止冲压后又剥离背胶薄膜,防止背胶后出现起翘的现象,提高背胶质量,实现对异性结构件凹凸不平的位置或曲面位置的背胶贴敷。
21.本技术在背胶薄膜放线辊和背胶薄膜收线辊下方均设置有滑轨,背胶薄膜放线辊和背胶薄膜收线辊能够在滑轨上移动,带动背胶薄膜在底模和冲压模之间平行移动,当背胶薄膜足够宽时,可以调节背胶薄膜放线辊和背胶薄膜收线辊在滑轨上的位置,从而实现沿背胶薄膜的宽度方向平行移动,实现多排冲压贴敷,提高背胶薄膜的利用率。
22.本技术能够自动完成运料,节约人力,提高生产效率,提升工业自动化程度,进一步地,在冲压制备异形件的同时完成背胶工艺,一方面能够较少单独背胶的工艺,提高生产效率、节约生产成本,另一方面,在冲压成型的同时完成背胶,能够实现对异性结构件凹凸不平的位置或曲面位置的背胶贴敷,防止背胶后出现起翘的现象,提高背胶质量。
附图说明
23.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中
24.图1是本发明的异形结构件一体化背胶成型制备方法的流程图;
25.图2是本发明的异形结构件一体化背胶成型设备的结构示意图;
26.图3是本发明的背胶薄膜放线辊滑动结构示意图;
27.图4是本发明的背胶薄膜的放线过程示意图。
28.说明书附图标记说明:1、底模;2、冲压模;3、底模驱动源;4、底模限位座;5、冲压驱
动源;6、背胶薄膜放线辊;7、背胶薄膜收线辊;8、滑轨。
具体实施方式
29.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
30.参照图1所示,本发明的一种异形结构件一体化背胶成型制备方法,包括以下步骤:
31.设置用于冲压异形结构件的分体式冲压模具,包括分体设置的底模1和冲压模2,将待成型结构件放置在冲压模具的底模1中;
32.在分体式冲压模具的底模1和冲压模2之间设置背胶薄膜通道,沿背胶薄膜通道设置有能够覆盖在待成型结构件的背胶薄膜;
33.冲压模具在完成冲压动作时,冲压模2经过背胶薄膜,并在冲压的过程中将背胶薄膜冲切贴敷在待成型结构件上,同步完成待成型结构件的背胶和冲压成型工艺;
34.对背胶薄膜进行加热处理,使其热熔贴敷在待成型结构件上;
35.本发明的在异形结构件一体化背胶成型制备方法,对异形结构件进行冲压成型的同时,进行背胶工艺处理,实现对异形结构件和曲面结构件的快速背胶,相比于对冲压完成后的异形结构件再进行背胶的现有技术,本技术能够在冲压制备异形件的同时完成背胶工艺,一方面能够较少单独背胶的工艺,提高生产效率、节约生产成本,另一方面,在冲压成型的同时完成背胶,能够实现对异性结构件凹凸不平的位置或曲面位置的背胶贴敷,防止背胶后出现起翘的现象,提高背胶质量。
36.参照图2所示,为了能够实现异形结构件一体化背胶成型制备方法,本发明还提供了一种与上述制备方法配套的异形结构件一体化背胶成型的设备,包括分体式冲压模具和背胶薄膜放线装置,所述分体式冲压模具实现对结构件的异形冲压成型,所述背胶薄膜放线装置设置在分体式冲压模具的底模1和冲压模2之间的背胶薄膜通道中,在背胶薄膜通道中实现背胶薄膜的放线工艺。
37.具体地,为了方便完成在底模1上的上料动作,所述分体式冲压模具的底模1滑动设置,所述分体式冲压模具的底模1下方设置有带动底模1滑动的底模驱动源3以及限制底模1移动位置的底模限位座4,所述底模驱动源3带动底模1在底模限位座4之间移动,分别将底模1带动到上料工位和冲压工位,在上料工位通过上料机械手或人工上料,将待成型的结构件放置在底模1中,所述底模1上设置有用于放置待成型结构件的载物台,将待成型的结构件放置在载物台上,保证其移动过程中的稳定性,通过底模驱动源3带动底模1移动到冲压工位,即与冲压模2匹配的位置,通过设置底模限位座4限制底模1的移动位置,保证其能够与冲压模2配合,所述底模1和冲压模2配合形成异形结构件型腔,根据需要制备的异形结构件形状,设置不同的底模1和冲压模2配合,形成不同的异形结构件型腔。
38.具体地,所述冲压模2安装在冲压驱动源5上,所述冲压驱动源5带动冲压模2向底模1的方向移动,本实施例中,为了保证冲压模2能够完成对背胶薄膜的冲切动作,所述冲压模2的外边缘设置有围绕冲压模2一周的冲切刀,所述冲切刀向底模1的方向突出设置,并且在所述底模1上设置有能够收纳冲切刀的凹槽。
39.本实施例中,通过冲压模2将背胶薄膜贴敷在异形机构件上,设置背胶薄膜需要满
足两个条件,一方面背胶薄膜能够贴敷在异形机构件上,另一方面,在冲压完成后背胶薄膜不会贴敷到冲压模2上,因此,所述背胶薄膜为单面热熔胶贴膜,朝向所述底模1的一侧设置有热熔胶,并且,所述冲压模2内设置有加热装置,如电热丝或电热板,能够实现对冲压模2的加热,能够使背胶薄膜上的单面热熔胶熔化,使背胶薄膜能够贴敷在异形机构件上。
40.具体地,背胶薄膜悬空设置在底模1和冲压模2之间,在冲压模具完成冲压动作前,背胶薄膜与底模1和冲压模2之间均预留有空隙,防止背胶薄膜提前贴敷到结构件上,所述背胶薄膜滑动设置在背胶薄膜通道上,在所述背胶薄膜通道的两侧分别设置有背胶薄膜放线辊6和背胶薄膜收线辊7,通过背胶薄膜放线辊6和背胶薄膜收线辊7配合实现背胶薄膜在背胶薄膜通道上的滑动。
41.本实施例中,通过冲压模具的冲压模2将背胶薄膜部分冲压到底模1中,背胶薄膜在背胶薄膜放线辊6和背胶薄膜收线辊7的带动下沿一个方向从底模1和冲压模2之间穿过,这样在背胶薄膜上仅能完成一排冲压贴敷动作,然而在实际生产中,所用的背胶薄膜的宽度尺寸不同,当使用的背胶薄膜足够宽时,上述设计会造成背胶薄膜的浪费;因此,参照图3所示,在所述背胶薄膜放线辊6和背胶薄膜收线辊7下方均设置有滑轨8,所述背胶薄膜放线辊6和背胶薄膜收线辊7能够在所述滑轨8上移动,带动所述背胶薄膜在底模1和冲压模2之间平行移动,当背胶薄膜足够宽时,可以调节背胶薄膜放线辊6和背胶薄膜收线辊7在滑轨8上的位置,从而实现沿背胶薄膜的宽度方向平行移动,实现多排冲压贴敷,提高背胶薄膜的利用率。
42.参照图4所示,所述背胶薄膜放线辊6和背胶薄膜收线辊7均能够独立转动,在冲压模具完成冲压动作前,所述背胶薄膜放线辊6和背胶薄膜收线辊7同向同步转动,带动背胶薄膜从背胶薄膜通道中穿过,所述背胶薄膜放线辊6和背胶薄膜收线辊7分别完成背胶薄膜的放线和收线动作,在冲压模具完成冲压动作时,所述背胶薄膜放线辊6和背胶薄膜收线辊7反向转动,将背胶薄膜拉平,防止在冲压时,背胶薄膜滑动,影响背胶薄膜的贴敷效果;现有技术中,通过设置放线辊和收线辊来完成背胶薄膜从放线到收线的动作,因此为了实现同步配合,所述放线辊和收线辊的运动方向单一,由两个驱动源带动转动方向相同,转动速度一致,或仅由一个驱动源带动收线辊主动转动,放线辊随之从动转动,均未考虑冲压过程中背胶滑动带来的不利影响,本实施例为了配合冲压模具完成冲压动作,控制背胶薄膜放线辊6和背胶薄膜收线辊7反向转动,通过背胶薄膜放线辊6和背胶薄膜收线辊7反向转动为背胶薄膜向两侧提供拉力,保证在在冲压模具冲压过程中,背胶薄膜处于张紧状态,防止背胶薄膜滑动。
43.本实施例的异形结构件一体化背胶成型制备方法,配备专有的异形结构件一体化背胶成型设备,只需通过机械手或人工完成上下料动作,即可完成异性结构件的成型和背胶工艺,具体的过程为:首先底模驱动源3带动空载的底模1移动到上料工位,在上料工位通过机械手或者人工将待成型的结构件放置在底模1的载物台上;然后底模驱动源3带动装有结构件的底模1移动到冲压工位,即冲压模2下方,与冲压模2匹配的位置,与此同时,背胶薄膜放线辊6和背胶薄膜收线辊7配合,将背胶薄膜移送到底模1和冲压模2之间的背胶薄膜通道中,并且通过背胶薄膜放线辊6和背胶薄膜收线辊7配合,将背胶薄膜拉平;之后冲压驱动源5带动冲压模2向底模1方向冲压,在冲压的过程中,冲压模2穿过背胶薄膜,并在冲压的过程中将背胶薄膜冲切贴敷在待成型结构件上,并且通过加热装置将冲压模2进行加热,使背
胶薄膜上的单面热熔胶熔化,使背胶薄膜能够贴敷在异形机构件上;最后冲压驱动源5带动冲压模2开模,底模驱动源3带动完成冲压和背胶的结构件再次移动到上料工位,在上料工位通过机械手或者人工将成型的结构件放置从底模1的载台上移出,与此同时,背胶薄膜放线辊6和背胶薄膜收线辊7配合,将冲切后的背胶薄膜移出背胶薄膜通道,并带动完整的背胶薄膜再次移动到背胶薄膜通道,当背胶薄膜足够宽时,沿滑轨8滑动背胶薄膜放线辊6和背胶薄膜收线辊7,使背胶薄膜沿宽度方向平行移动,实现多排冲压贴敷;不断循环上述动作,完成对多个结构件的冲压成型和背胶工艺。
44.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。