1.本发明涉及聚合物轻量化材料成型技术领域,具体为一种轻量化聚合物微孔发泡注塑成型工艺、装置及应用。
背景技术:
2.公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
3.开发构筑环境友好的轻量化聚合物产品、减少聚合物材料消耗对缓解全球能源危机和环境问题具有重要意义。聚合物发泡是聚合物轻量化的最直接手段,也是实现聚合物材料减量化使用和降低应用成本的有效途径。近年来,微孔发泡注塑技术因具有高效、节能、无污染,且能一次成型具有复杂结构的聚合物发泡产品等优势,被认为是最具发展潜力和应用前景的聚合物轻量化材料成型加工方法,受到了广泛研究和关注。
4.然而,由于微孔发泡注塑是一项集成了聚合物微孔发泡与注射成型的综合技术,其工艺过程十分复杂,具体表现在微孔发泡注塑熔体的发泡包括填充过程中的动态发泡和填充结束后的静态发泡两个阶段:前者受熔体填充流动行为的影响,极易产生泡孔形状不规则、分布不均匀以及表面气泡痕等问题;后者能够形成规则和均匀的泡孔,但受模具型腔和熔体压力、温度等的限制,该阶段的发泡空间较小、发泡能力得不到释放。上述微孔发泡注塑熔体的固有发泡缺陷导致难以成型内部泡孔均质、表面光泽度高以及发泡倍率大的轻量化聚合物微孔发泡注塑制品成为制约该技术进一步发展的瓶颈。
5.为解决上述问题,国内外研究者开展了积极的研究,先后提出了分段注射、型腔反压、变模温、内部气辅以及精确开模等辅助微孔发泡注塑成型的技术,在改善产品表面质量、优化泡孔结构等方面取得了一定成效。但综合来看,目前这些辅助技术大都针对微孔发泡注塑熔体填充过程中发泡或填充结束后发泡的某一具体问题而开发,尚未全面考查或解决其对熔体“两段式”发泡全过程的综合影响,导致内部均质、表面高光的轻量化聚合物微孔发泡注塑成型技术瓶颈迄今尚未有突破性的进展,仍处于广泛探索阶段。
6.现有专利公开了一种提升发泡成型塑件表面质量的方法,利用向闭合后的模具型腔内通入高压气体,抑制塑件表面附近气泡的长大和破裂。然而,本发明人认为:反向的气体压力在一定程度上迟滞了熔体的填充、延长了熔体的冷却,对熔体填充结束后的发泡过程具有进一步的不利影响,该方法中没有给出对应的解决办法。
7.现有专利公开了一种高表面光泽高气泡致密度的微孔发泡注塑工艺与模具,通过升高模具温度、通入高压气体、预留发泡空间、开启气体通道、转移预留空间、排出预留空间内气体以及发泡充填剩余型腔等一系列工序操作避免熔体动态发泡和促进其静态发泡。然而,本发明人认为:显然的,这种方法需要的工序繁多、效率较低,且各工序之间的配合精度要求高、整体控制难度大。
8.现有专利公开了一种使用物理化学混合发泡剂的微孔发泡及模内装饰复合成型
方法,改善产品的表面质量,提高泡孔的成核效率和改善泡孔的分布。然而,本发明人认为:物理、化学发泡剂两者的形核机理不同,该方法并未对此进行区分,同时,模内装饰的方法是对产品表面气泡痕的一种掩盖而非从本质上将其消除,对要求保留产品原表面的工况并不适用。
9.现有专利公开了一种模具型腔压力与温度控制装置及方法,利用外部气体连接系统和阀门管路系统、控制模具型腔气体温度的热交换系统、控制加热高温气体循环的高效自循环装置等智能调节模具型腔内气压、型腔表面温度和进入模具型腔树脂的表面温度,制备高表面质量的发泡产品。然而,本发明人认为:该方法没有解决熔体填充结束后的发泡空间小和发泡能力得不到释放问题,在产品发泡倍率的提升方面存在不足。
技术实现要素:
10.为了解决现有技术存在的上述问题,本公开提供了一种轻量化聚合物微孔发泡注塑成型工艺、装置及应用,通过将型腔反压和开合模协同应用于微孔发泡注塑的新型复合技术,利用型腔反压有效抑制熔体填充过程中发泡,利用开合模赋予填充结束后熔体充足的发泡空间、充分释放其发泡能力,显著提升微孔发泡注塑制品的泡孔结构、表面质量和轻量化程度。
11.具体地,本公开的技术方案如下所述:
12.在本公开的第一方面,提供一种轻量化聚合物微孔发泡注塑成型工艺,包括:合模与型腔反压气体填充、反压填充与保持、反压卸除与开模发泡;所述合模与型腔反压气体填充过程,模具合模后,首先向模具型腔中注入一定量的反压气体,当反压气体压力达到设定值时,停止气体注入,并向注塑机发出允许注射的信号;所述反压卸除与开模发泡过程中,反压作用时间到达后,开启卸压气路,卸除反压的同时沿合模方向打开一定距离的型腔。
13.在本公开的第二方面,提供一种轻量化聚合物微孔发泡注塑成型装置,该装置的型腔反压控制系统通过阀门管路与微孔发泡注塑模具相连接,并通过电子线路与微孔发泡注塑机的控制系统相连接;超临界流体计量控制系统通过高压气体管路与超临界流体气源、超临界流体注射器相连接,并通过电子线路与微孔发泡注塑机的控制系统相连接;模温机通过管路与微孔发泡注塑模具的加热与冷却管道相连接。
14.在本公开的第三方面,提供一种轻量化聚合物微孔发泡注塑成型工艺和/或装置在飞机、汽车零部件、隔音隔热器件、组织工程支架和电磁屏蔽材料的制备中的应用。
15.本公开中的一个或多个技术方案具有如下有益效果:
16.(1)、本公开将型腔反压和开合模协同应用于微孔发泡注塑工艺中,利用型腔反压抑制熔体的填充过程中发泡,利用开合模赋予填充结束后熔体充足的发泡空间、释放其发泡能力,实现大发泡倍率、内部泡孔规则均匀且表面光泽度高的轻量化聚合物微孔发泡制品的注塑成型。
17.(2)本公开设计的工艺可有效和全面调控微孔发泡注塑熔体特有的“两段式”发泡过程,在有效消除熔体填充过程中动态发泡不利影响的同时,增强其填充结束后静态发泡的良好效果。
18.(3)与常规微孔发泡注塑产品相比,本公开成型的微孔发泡注塑制品发泡倍率大、轻量化程度高,表面质量好、无气泡痕产生,且内部泡孔形状规则、分布均匀。
附图说明
19.构成本公开的一部分的说明书附图用来提供对本公开的进一步理解,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。
20.以下,结合附图来详细说明本公开的实施方案,其中:
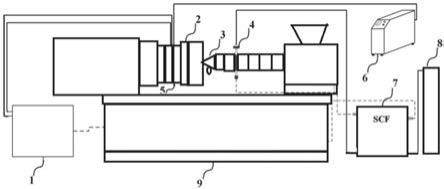
21.图1为实施例1中所述内部均质、表面高光的聚合物微孔发泡注塑成型装置组成示意图;
22.其中,1代表型腔反压控制系统,2代表微孔发泡注塑模具,3代表自锁喷嘴,4代表超临界流体注射器,5代表泄压阀,6代表模温机,7代表超临界流体计量控制系统,8代表超临界流体气源,9代表微孔发泡注塑机。
23.图2为实施例2中所述内部均质、表面高光的聚合物微孔发泡注塑工艺流程图;
24.其中,ⅰ代表塑化与聚合物/超临界流体均相溶液的形成,ⅱ代表合模与型腔反压气体填充,ⅲ代表反压填充与保持,ⅳ代表反压卸除与开模发泡,
ⅴ
代表模具冷却与开模取件。
25.图3为实施例2中方案2、3和对比例制备的微孔发泡注塑材料产品的发泡情况对比图。
26.其中,i代表对比例制备的常规微孔发泡注塑材料产品,ii代表实施例2中方案2制备的微孔发泡注塑材料产品,iii代表实施例2中方案3制备的微孔发泡注塑材料产品。
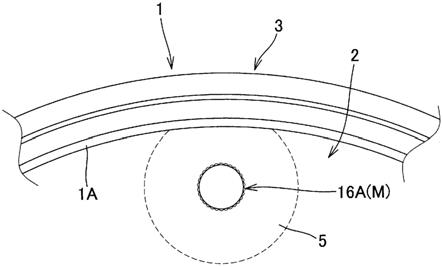
27.图4为实施例2中方案3制备的内部均质、表面高光的微孔发泡注塑产品的内部泡孔结构。
28.图5为实施例2中方案3制备的内部均质、表面高光的微孔发泡注塑产品的表面形貌。
29.图6为对比例制备的常规微孔发泡注塑产品的内部泡孔结构与表面形貌。
具体实施方式
30.下面结合具体实施例,进一步阐述本公开。应理解,这些实施例仅用于说明本公开而不用于限制本公开的范围。下列实施例中未注明具体条件的实验方法,通常按照常规条件或按照制造厂商所建议的条件。除非另行定义,文中所使用的所有专业与科学用语与本领域熟练人员所熟悉的意义相同。
31.本发明所使用的试剂或原料均可通过常规途径购买获得,如无特殊说明,本发明所使用的试剂或原料均按照本领域常规方式使用或者按照产品说明书使用。此外,任何与所记载内容相似或均等的方法及材料皆可应用于本发明方法中。文中所述的较佳实施方法与材料仅作示范之用。需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本公开的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作和/或它们的组合。
32.目前,现有的方法没有解决熔体填充结束后的发泡空间小和发泡能力得不到释放问题,在产品发泡倍率的提升方面存在不足。为了解决上述问题,本公开提供了一种轻量化聚合物微孔发泡注塑成型工艺、装置及应用。
33.在本公开的一种实施方式中,提供一种轻量化聚合物微孔发泡注塑成型工艺,包
括:合模与型腔反压气体填充、反压填充与保持、反压卸除与开模发泡;所述合模与型腔反压气体填充过程,模具合模后,首先向模具型腔中注入一定量的反压气体,当反压气体压力达到设定值时,停止气体注入,并向注塑机发出允许注射的信号;所述反压卸除与开模发泡过程中,反压作用时间到达后,开启卸压气路,卸除反压的同时沿合模方向打开一定距离的型腔。
34.本公开认为实现内部泡孔均质、表面光泽度高以及发泡倍率大的轻量化聚合物微孔发泡制品注塑成型的关键,在于研究开发能够有效和全面调控微孔发泡注塑熔体“两段式”发泡过程的微孔发泡注塑新技术。对此,本公开提出一种将型腔反压和开合模协同应用于微孔发泡注塑的新型复合技术,利用型腔反压有效抑制熔体填充过程中发泡,利用开合模赋予填充结束后熔体充足的发泡空间、充分释放其发泡能力,显著提升微孔发泡注塑制品的泡孔结构、表面质量和轻量化程度。
35.其中,在型腔气体反压的作用下,熔体的填充过程中发泡得到有效抑制,保持未发泡的均相溶液状态填满型腔。快速卸除反压,同时,沿合模方向打开一定距离的型腔,给予熔体充足的发泡空间、充分释放其发泡能力,使其进行填充结束后发泡;
36.在本公开的一种实施方式中,一种轻量化聚合物微孔发泡注塑成型工艺还包括塑化与聚合物/超临界流体均相溶液的形成:在料筒的一定位置处向塑化熔融的聚合物熔体中注入一定量的超临界流体,在螺杆的剪切混炼作用下,聚合物熔体与超临界流体混合形成均匀的聚合物/超临界流体均相溶液。
37.作为进一步的技术方案,合模与型腔反压气体填充步骤中,所述的型腔反压压力范围为5~30mpa,优选为10~20mpa,以保证对熔体填充过程中发泡的有效抑制。
38.作为进一步的技术方案,反压填充与保持过程包括:注塑机收到允许注射信号后,开启自锁喷嘴,向闭合模具型腔内注入聚合物/超临界流体均相溶液;填充过程中,保持型腔反压压力为设定值,直到到达设定的反压作用时间。
39.作为进一步的技术方案,反压填充与保持步骤中,所述填充过程中型腔反压压力的保持方式为泄压阀保持,设定阀门的卸压压力为合模与型腔反压气体填充步骤中的型腔反压压力设定值,以实时卸除因熔体填充压缩造成的气体压力升高,保持反压的稳定。
40.作为进一步的技术方案,反压填充与保持步骤中,所述反压作用时间的范围为熔体填充时间 0~5s,优选为熔体填充时间 1~3s,以保证熔体填充结束后压力分布的均匀稳定。
41.作为进一步的技术方案,反压卸除与开模发泡的步骤中,所述开模发泡的型腔打开距离范围为产品厚度的0.5~3倍,优选为1~2倍,以确保熔体填充结束后发泡的充分进行。
42.作为进一步的技术方案,一种轻量化聚合物微孔发泡注塑成型工艺还包括模具冷却与开模取件:熔体发泡完成,冷却模具至产品定型,开模取件,得到制品。
43.本公开工艺的特点之一是:合模与型腔反压气体填充和反压填充与保持过程中,型腔反压压力与聚合物中超临界流体的饱和压力相当,且反压作用时间为熔体的整个填充过程或适当延长,以确保对其填充过程发泡的全面抑制,彻底消除填充过程中的发泡与流动耦合而产生的内部和表面泡孔缺陷。
44.本公开工艺的特点之二是:反压卸除与开模发泡过程中,所述模具开模发泡时刻
为型腔反压卸除的同时,此时熔体沿流长方向的内部气体含量分布均匀,沿厚度方向具有良好的温度梯度,同时开模赋予了熔体充足的填充结束后发泡空间,充分保证了均匀与良好泡孔结构的形成。
45.在本公开的一种实施方式中,提供一种轻量化聚合物微孔发泡注塑成型装置,该装置的型腔反压控制系统通过阀门管路与微孔发泡注塑模具相连接,并通过电子线路与微孔发泡注塑机的控制系统相连接;超临界流体计量控制系统通过高压气体管路与超临界流体气源、超临界流体注射器相连接,并通过电子线路与微孔发泡注塑机的控制系统相连接;模温机通过管路与微孔发泡注塑模具的加热与冷却管道相连接。
46.作为进一步的技术方案,模温机的加热和冷却介质为循环水,模具温度控制范围为30~100℃。
47.作为进一步的技术方案,所述微孔发泡注塑机为具有注射后开模功能的电动注塑机。
48.作为进一步的技术方案,所述超临界流体气源为氮气或二氧化碳,所述型腔反压气体优选为氮气。
49.在本公开的一种实施方式中,提供一种轻量化聚合物微孔发泡注塑成型工艺和/或装置在飞机、汽车零部件、隔音隔热器件、组织工程支架和电磁屏蔽材料的制备中的应用。
50.为了使得本领域技术人员能够更加清楚地了解本公开的技术方案,以下将结合具体的实施例详细说明本公开的技术方案。
51.实施例1
52.一种轻量化聚合物微孔发泡注塑成型装置,参考图1,包括:型腔反压控制系统1,微孔发泡注塑模具2,自锁喷嘴3,超临界流体注射器4,泄压阀5,模温机6,超临界流体计量控制系统7,超临界流体气源8,微孔发泡注塑机9。其中,所述型腔反压控制系统1通过阀门管路与微孔发泡注塑模具2相连接,通过电子线路与微孔发泡注塑机9的控制系统相连接;所述超临界流体计量控制系统7通过高压气体管路与超临界流体气源8、超临界流体注射器4相连接,通过电子线路与微孔发泡注塑机9的控制系统相连接;所述模温机6通过管路与微孔发泡注塑模具2的加热与冷却管道相连接。
53.实施例2
54.一种轻量化聚合物微孔发泡注塑成型工艺,参考图2,其流程为:塑化与聚合物/超临界流体均相溶液的形成ⅰ,合模与型腔反压气体填充ⅱ,反压填充与保持ⅲ,反压卸除与开模发泡ⅳ,模具冷却与开模取件
ⅴ
。其中,所述合模与型腔反压气体填充ⅱ中,型腔反压压力范围为5~30mpa,优选为10~20mpa;所述反压填充与保持ⅲ中,型腔反压压力的保持方式为泄压阀保持,设定阀门的卸压压力为优选为合模与型腔反压气体填充ⅱ中的型腔反压压力设定值;所述反压填充与保持ⅲ中,反压作用时间的范围为熔体填充时间 0~5s,优选为熔体填充时间 1~3s;所述反压卸除与开模发泡ⅳ中,开模发泡的型腔打开距离范围为产品厚度的0.5~3倍,优选为1~2倍。
55.实施例3
56.利用实施例2所述的装置制备内部均质、表面高光的轻量化聚合物微孔发泡材料的工艺方法,包括如下步骤:
57.(1)塑化与聚合物/超临界流体均相溶液的形成:所述微孔发泡注塑工艺开始时,微孔发泡注塑机9进行聚合物固体粒料的熔融塑化,在塑化过程中,通过超临界流体计量控制系统7和超临界流体注射器4将超临界流体在料筒的一定位置处注入到熔融的聚合物熔体中,在螺杆的剪切混炼作用下,聚合物熔体与超临界流体混合形成均匀的聚合物/超临界流体均相溶液;
58.(2)合模与型腔反压气体填充:微孔发泡注塑模具2合模后,首先通过型腔反压控制系统1向模具型腔中注入一定量的反压气体,当反压气体压力达到设定值时,停止气体注入,并向微孔发泡注塑机9发出允许注射的信号;
59.(3)反压填充与保持:微孔发泡注塑机9收到允许注射信号后,开启自锁喷嘴3,向闭合模具型腔内注入聚合物/超临界流体均相溶液,在型腔气体反压的作用下,熔体的填充过程中发泡得到有效抑制,保持未发泡的均相溶液状态填满型腔;填充过程中,通过泄压阀5保持型腔反压压力为设定值,直到到达设定的反压作用时间;
60.(4)反压卸除与开模发泡:反压作用时间到达后,开启卸压气路,快速卸除反压,同时,微孔发泡注塑模具2沿合模方向打开一定距离的型腔,给予熔体充足的发泡空间、充分释放其发泡能力,使其进行填充结束后发泡;
61.(5)模具冷却与开模取件:熔体发泡完成,模温机6冷却模具至产品定型,开模取件,得到制品。
62.本实施例示例性地进行3组参数下的聚合物微孔发泡材料的制备,其中:聚合物原料为聚丙烯(pp),产品重量为60g,原始厚度为3mm;超临界氮气注射量为0.8%(重量百分比),塑化时螺杆融胶转速140rpm,融胶背压为18mpa;熔体注射速度为55mm/s,该注塑参数条件下熔体填充时间为2s;填充阶段模具温度设定值为90℃,冷却阶段模具循环冷却水温度为25℃,冷却时间为30s,型腔反压和开合模工艺参数设定如表1所示。
63.表1
[0064][0065]
对比例
[0066]
在实施例2进行的同时,进一步利用常规微孔发泡注塑工艺制备了对应的聚合物微孔发泡注塑材料产品,包括如下步骤:
[0067]
(1)塑化与聚合物/超临界流体均相溶液的形成:微孔发泡注塑机9进行聚合物固体粒料的熔融塑化,在塑化过程中,通过超临界流体计量控制系统7和超临界流体注射器4将超临界流体在料筒的一定位置处注入到熔融的聚合物熔体中,在螺杆的剪切混炼作用下,聚合物熔体与超临界流体混合形成均匀的聚合物/超临界流体均相溶液;
[0068]
(2)合模与注射:微孔发泡注塑模具2合模后,微孔发泡注塑机9打开自锁喷嘴5将
单相溶液注射到模具型腔中,直至填满型腔,注射完成。
[0069]
(3)冷却与开模取件:模温机6冷却模具至产品定型,开模取件,即得。
[0070]
本对比例的聚合物原料为聚丙烯(pp),产品重量为60g,厚度为3mm,超临界流体氮气注射量为0.8%,塑化时螺杆融胶转速140rpm,融胶背压为18mpa;熔体注射速度为55mm/s,熔体填充时间为2s,填充阶段模具温度设定值为90℃,冷却阶段模具循环冷却水温度为25℃,冷却时间为30s。
[0071]
对实施例3中方案1
‑
3和对比例中得到聚合物微孔发泡材料的发泡情况、内部泡孔和表面形貌进行观测,结果如图3
‑
5以及图6所示。从图中可以看出:常规微孔发泡注塑工艺制备的微孔发泡注塑材料产品发泡倍率小,表面存在明显的气泡痕,内部泡孔尺寸大且沿流动方向产生变形,泡孔分布也不均匀;而采用本发明提供的微孔发泡注塑成型工艺制备的产品发泡倍率大,表面无气泡痕形成、光泽度高,内部泡孔尺寸小、形状规则且分布均匀,特别是方案3(图4)制备的微孔发泡注塑产品内部泡孔更为均匀致密,内部泡孔直径在10~50微米,密度达2.1
×
108个/cm3。
[0072]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。