1.本发明涉及一种短纤维增强热塑树脂造粒方法及设备,属于热塑树脂复合材料制备领域。
背景技术:
2.热塑树脂由于其轻质价廉、产量高、可回收性好等优点,在市政交通、电子电器、汽车轻量化等领域展现了极大的应用前景。但是热塑树脂通常力学强度和模量不足,难以满足高性能结构件的使用要求。采用短切纤维增强热塑树脂,能显著提高材料的强度和模量,且成本增量可控,是近年来热塑树脂行业发展的重要方向之一。
3.但短切纤维增强热塑树脂的制备工艺和制备效率一直是制约其发展的重要因素。热塑树脂常温下多为固体,密度小,难以通过简单的物理搅拌使得纤维与树脂混合均匀;而高温熔融后树脂粘度大,纤维在其中难以分散;常用的螺杆挤出技术是将短切纤维与树脂简单混合后一起加入螺杆挤出机,在螺杆的剪切作用下迫使纤维和树脂混合,虽然均匀性有明显的提升,但纤维在螺杆中容易被摩擦并剪切,纤维长度不可控制,给材料性能的研究和表征带来了巨大难题。
技术实现要素:
4.本发明所要解决的技术问题是针对现有技术存在的不足,而提供一种纤维在树脂中的分散良好,工艺简单,生产效率高,且粒子的长度可控的造粒设备及方法。
5.为解决上述技术问题,本发明采用的技术方案是:
6.一种短纤维增强热塑树脂造粒方法,其特征在于,包括:
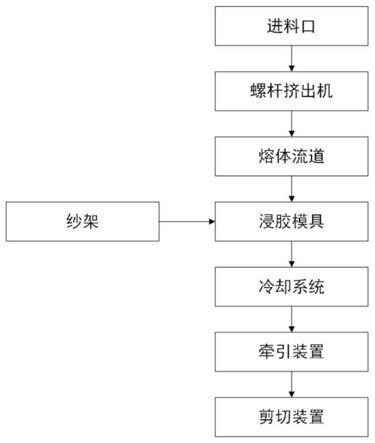
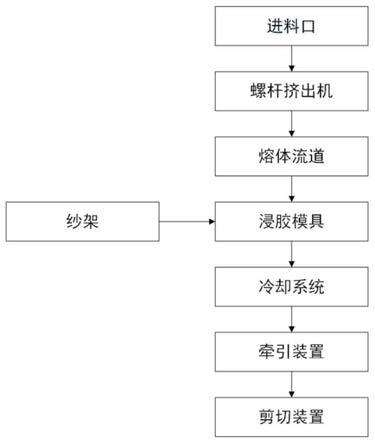
7.热塑树脂原料倒入带搅拌功能的进料口,搅拌后混合物料进入螺杆挤出机;物料在螺杆挤出机中受热熔融,并在螺杆的作用下进一步混合,沿螺杆前进,通过螺杆挤出机出口挤出;熔融物料经熔体流道进入浸胶模具;连续纤维从纱架引出;纤维穿过浸胶模具纤维穿入口,在模具中通过辊轮延长浸胶路径,充分浸胶熔融物料,形成纤维增强热塑树脂线材;线材从浸胶模具线材穿出口中穿出,经过冷却设备固化成型;由牵引装置向前牵引;通过剪切装置剪切成长度为1-25mm的纤维增强热塑树脂粒子。
8.一种短纤维增强热塑树脂造粒设备,其特征在于,包括:
9.带搅拌功能的进料口,用于物料的初步混合;可以有一个或多个进料口。
10.螺杆挤出机,用于物料的加热熔融及进一步混合;螺杆挤出机的出口连接熔体流道。
11.熔体流道,物料从螺杆挤出机出口挤出,经此流入浸胶模具;熔体流道下方布置加热及温控系统。
12.浸胶模具,内含纤维穿入口、穿出口、浸胶槽和辊轮;纤维从穿入口进入,在浸胶槽完成浸胶,在穿出口穿出;浸胶槽下方布置加热和温控系统。
13.纱架,放置成卷的纤维。
14.冷却系统,纤维浸胶树脂后生成连续纤维增强树脂线材,线材在冷却系统冷却固化。
15.牵引装置,将连续纤维增强树脂线材牵引向前运动。
16.剪切装置,将连续纤维增强树脂线材剪切成长度为1-25mm的纤维增强热塑树脂粒子。
17.所述螺杆挤出机包括单螺杆挤出机、双螺杆挤出机;挤出机出口处连接熔体流道。
18.所述熔体流道下方布置加热系统及温控系统;熔体流道温度与螺杆挤出设备挤出口温度一致。
19.所述浸胶模具具有以下特征:模具包括熔体流道入口,纤维穿入口,浸胶槽,辊轮,纤维增强热塑树脂线材穿出口;浸胶槽内熔体液面高于熔体流道口顶部;纤维穿入口水平排布为一层或多层;线材穿出口的数量、位置与纤维穿入口保持一致;辊轮直径不小于10cm;相邻辊轮轴心水平间距不小于2倍的辊轮直径;相邻辊轮轴心垂直间距不小于0.5倍辊轮直径,不大于1.5倍辊轮直径。
20.所述纱架和浸胶模具之间添加其他辅助装置,如界面处理装置、展纱装置中任意一种;界面处理装置或展纱装置均单独地放在纱架之前或之后,连续纤维经处理后再通过纱架进入浸胶模具。
21.所述冷却设备是风冷,或水冷。
22.所述设备各部分为独立工作单元;或为可耦合注塑设备,形成完整的生产线。
23.本发明的有益效果为:
24.纤维在树脂中的分散性良好;生产的纤维增强热塑塑料粒子长度可控;工艺简单,生产效率高;设备各部分独立性好,可独立工作,也可耦合其他装置进行生产线生产。
附图说明
25.图1为一种短纤维增强热塑树脂造粒方法流程图。
26.图2为一种短纤维增强热塑树脂造粒设备示意图。
27.图3为浸胶模具俯视剖面图。
28.图4为浸胶模具侧视剖面图。
29.图5为短纤维增强热塑树脂粒子。
30.其中:1、进料口;2、螺杆挤出机;3、熔体流道;4、浸胶模具;41、浸胶槽;42、定位辊轮;43、熔体流道口;44、纤维穿入口;45、线材穿出口;46、连续纤维;47、熔体液面;5、纱架;6、冷却设备;7、牵引装置;8、剪切装置。
具体实施方式
31.为进一步说明本发明的原理和特征,以下结合附图来详细说明本发明。
32.短玄武岩纤维增强高密度聚乙烯树脂(hdpe)粒子如图5所示,束状纤维被包裹在hdpe内部,每段粒子的纤维体积含量相等。
33.本发明短玄武岩纤维增强hdpe造粒设备及方法,如图1所示,包括:
34.进料口1:带搅拌功能,用于hdpe与加工助剂(如抗氧化剂、促进剂)的初步混合。
35.螺杆挤出机2:用于混合物料的加热熔融及进一步混合;
36.熔体流道3:熔融物料从螺杆挤出机经此流入浸胶模具;
37.浸胶模具4:内含浸胶槽41,定位辊轮42,熔体流道口43,纤维穿入口44,线材穿出口45;熔融物料从熔体流道口43中流入浸胶槽41,控制熔体流入速率,使得熔体液面47高于熔体流道口43的顶部;连续玄武岩纤维46从穿入口44穿入,在浸胶槽41中通过辊轮42延长浸胶路径,完成浸胶;线材从穿出口45中穿出;
38.纱架5,放置成卷的玄武岩纤维;
39.冷却设备6,玄武岩纤维浸胶hdpe后生成连续玄武岩纤维增强hdpe线材,线材在冷却设备冷却固化;
40.牵引装置7,将连续玄武岩纤维增强hdpe线材牵引向前运动;
41.剪切装置8,将连续玄武岩纤维增强hdpe线材剪切成5mm长粒子。
42.采用本发明造粒设备的造粒过程如下:
43.hdpe和抗氧化剂、促进剂按质量比100:1:1的比例混合后倒入带搅拌功能的进料口1;搅拌后混合物料进入螺杆挤出机2,在螺杆挤出机2中受热熔融,并在螺杆的作用下进一步混合,沿螺杆前进,通过螺杆挤出机出口挤出;熔融物料经熔体流道3进入浸胶模具4,聚集在浸胶槽中;2400tex连续玄武岩纤维从纱架5引出,穿过浸胶模具4纤维穿入口并在模具4中充分浸胶熔融物料,形成连续玄武岩纤维增强hdpe线材;连续玄武岩纤维增强hdpe线材从浸胶模具4线材穿出口中穿出,经过冷却设备6固化成型;由牵引装置7向前牵引;通过剪切装置8剪切成5mm长的粒子
44.以上所述,仅为本发明的较佳实施例而已,并非对本发明作任何形式上的限制,依据本发明的技术实质,对以上实施例所作的任何简单修改、等同变化与修饰,均应包含在本发明的保护范围内。
技术特征:
1.一种短纤维增强热塑树脂造粒方法,其特征在于,包括如下步骤:热塑树脂原料倒入带搅拌功能的进料口,搅拌后混合物料进入螺杆挤出机;物料在螺杆挤出机中受热熔融,并在螺杆的作用下进一步混合,沿螺杆前进,通过螺杆挤出机出口挤出;熔融物料经熔体流道进入浸胶模具;连续纤维从纱架引出;纤维穿过浸胶模具纤维穿入口,在模具中通过辊轮延长浸胶路径,充分浸胶熔融物料,形成纤维增强热塑树脂线材;线材从浸胶模具线材穿出口中穿出,经过冷却设备固化成型;由牵引装置向前牵引;通过剪切装置剪切成长度为1-25mm的纤维增强热塑树脂塑料粒子。2.一种短纤维增强热塑树脂造粒设备,其特征在于,沿物料输送方向,包括:带搅拌功能的进料口、螺杆挤出机、熔体流道、浸胶模具、纱架、冷却设备、牵引装置、剪切装置,其中,带搅拌功能的进料口,用于物料的初步混合;可以有一个或多个进料口;螺杆挤出机,用于物料的加热熔融及进一步混合;螺杆挤出机的出口连接熔体流道;熔体流道,物料从螺杆挤出机出口挤出,经此流入浸胶模具;熔体流道下方布置加热及温控系统;浸胶模具,内含纤维穿入口、穿出口、浸胶槽和辊轮;纤维从穿入口进入,在浸胶槽完成浸胶,在穿出口穿出;浸胶槽下方布置加热和温控系统;纱架,放置成卷的纤维;冷却系统,纤维浸胶树脂后生成连续纤维增强树脂线材,线材在冷却系统冷却固化;牵引装置,将连续纤维增强树脂线材牵引向前运动;剪切装置,将连续纤维增强树脂线材剪切成长度为1-25mm的纤维增强热塑树脂粒子。3.根据权利要求1所述的造粒设备,其特征在于,所述螺杆挤出机包括单螺杆挤出机、双螺杆挤出机;挤出机出口处连接熔体流道。4.根据权利要求1所述的造粒设备,其特征在于,所述熔体流道下方布置加热系统及温控系统;熔体流道温度与螺杆挤出设备挤出口温度一致。5.根据权利要求1所述的造粒设备,其特征在于,所述浸胶模具具有以下特征:模具包括熔体流道入口,纤维穿入口,浸胶槽,辊轮,纤维增强热塑树脂线材穿出口;浸胶槽内熔体液面高于熔体流道口顶部;纤维穿入口水平排布为一层或多层;线材穿出口的数量、位置与纤维穿入口保持一致;辊轮直径不小于10cm;相邻辊轮轴心水平间距不小于2倍的辊轮直径;相邻辊轮轴心垂直间距不小于0.5倍辊轮直径,不大于1.5倍辊轮直径。6.根据权利要求1所述的造粒设备,其特征在于,所述纱架和浸胶模具之间添加其他辅助装置,如界面处理装置、展纱装置中任意一种;界面处理装置或展纱装置均单独地放在纱架之前或之后,连续纤维经处理后再通过纱架进入浸胶模具。7.根据权利要求1所述的造粒设备,其特征在于,所述冷却设备是风冷,或水冷。8.根据权利要求1所述的造粒设备,其特征在于,所述设备各部分为独立工作单元;或为可耦合注塑设备,形成完整的生产线。
技术总结
本发明公开了一种短纤维增强热塑树脂造粒方法及设备,具体步骤为:原料从进料口初步混合进入螺杆挤出机;在螺杆挤出机中受热熔融,进一步混合后通过螺杆挤出机出口挤出;经熔体流道进入模具浸胶;连续纤维从纱架引出;穿入模具浸胶,形成纤维增强热塑树脂线材,从浸胶模具穿出;经过冷却设备固化成型;由牵引装置向前牵引;通过剪切装置剪切成长度为1-25mm的纤维增强热塑树脂塑料粒子。造粒设备包括以下部分:进料口、螺杆挤出机、熔体流道、浸胶模具、纱架、冷却设备、牵引装置、剪切装置。本发明实现了纤维在树脂中的良好分散,工艺简单,生产效率高,且粒子的长度可控。且粒子的长度可控。且粒子的长度可控。
技术研发人员:戴金玲 冒兴业
受保护的技术使用者:南京启复新材料科技有限公司
技术研发日:2020.05.24
技术公布日:2021/11/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。