本发明涉及一种由含有热塑性树脂以及增强材料的组合物构成的粒料的制造方法。
背景技术
含有热塑性树脂的组合物,被用于作为家电产品与各种汽车用部件等的注射成型材料,纺线、编织物等的衣料,轮胎帘线、渔网、钓鱼线等工业用或者休闲用细丝材料,食品包装用的薄膜、各种容器用薄片、瓶子用材料等。对于像这样的组合物,存在加入像玻璃纤维这样的增强材料以改进其力学特性的情况(例如参考专利文献1)。
由含有热塑性树脂以及增强材料的组合物构成的粒料,例如,可以通过将熔融状态的组合物构成的条料用挤出机从模具中挤出,将条料引入储存有水的水槽中,用水冷却,对水冷后的条料再进行空气冷却,将空气冷却后的条料切断的方法进行制造。
现有技术文献
专利文献
【专利文献1】日本专利特开平6-238655号公报
技术实现要素:
发明要解决的问题
对于这样的制造方法,在模具的排出口和水面(由水槽中储存的水形成的水面)之间,具体是在模具的排出口附近,条料有时会发生断裂。这样的条料断裂,当组合物含有增强材料时容易发生。当条料断裂发生时,将断裂的条料之间连接起来费时费力,并且会产生组合物的损失。
专利文献1公开了,为了抑制条料断裂,将填料投入挤出机后即刻的树脂温度保持在特定范围。然而,专利文献1中所述的方法,有根据该方法得到的树脂组合物机械特性低的倾向。其原因在于将筒体设定为高温,也在于螺杆转速变大导致的剪切应力变大。因此,以与专利文献1不同的方法来提供一种抑制条料断裂的手段有其意义。
本发明的课题在于,降低在由含有热塑性树脂以及增强材料的组合物构成的粒料的制造中,条料断裂的频率(此外,为了谨慎起见在此声明,抑制机械特性的降低,具体而言,抑制通过粒料成形所得的成形品的机械特性的降低并非本发明的课题)。
解决课题的技术手段
为了解决该课题,本发明具有下述项1的组成。
项1
一种粒料的制造方法,包括:
从模具的排出口挤出由含有热塑性树脂和增强材料的组合物构成的条料的工序,
将上述条料引入水槽内的水中进行冷却的工序,
以及,切断冷却后的上述条料并获得粒料的工序;
在上述水槽内设有一个以上的用于将上述条料导入上述水槽内的第一导向辊,在位于最上游的上述第一导向辊前后所述条料形成的角度为90°以上、小于180°,
上述粒料的直径相对于上述排出口的直径之比(上述粒料的直径/上述排出口的直径)为0.45~0.80。
此处,该角度是从侧面观察条料时,条料在位于最上游第一导向辊前后形成的角度中,面向水面的开口角度大小。
根据项1,由于水槽内设有用于导入条料的第一导向辊,条料会因为第一导向辊而产生弯曲。
此处,假设该弯曲过急,则弯曲会过度残留在条料上。其原因是,随着条料由于水冷逐渐固化,条料的柔韧性降低。
由于条料上残留的弯曲,条料的振动即剧烈运动变大时,条料的振动会引起条料的断裂。其原因是,由于条料的振动,使条料上未离开排出口的部分与条料上离开排出口的部分相互偏离的应力(剪切应力)被施加在条料上。
根据项1,通过在位于最上游第一导向辊前后的条料形成的角度为90°以上,可以确保条料弯曲的平缓。由此,可以防止过度地残留弯曲,从而可以抑制条料的振动。所以,能够抑制条料的断裂。
而且,通过使比值(粒料的直径/排出口的直径)为0.45以上,可以防止过度的张力施加在条料的熔融部分上,因此可以抑制条料的断裂。
此外,通过使比值(粒料的直径/排出口的直径)为0.80以下,可以将抑制条料的熔融部分的振动的程度的张力施加到条料的熔融部分。所以,可以抑制条料的断裂。
本发明优选进一步具有下述项2以后的组成。
项2
根据项1所述的粒料的制造方法,其中,在位于最上游的上述第一导向辊前后上述条料形成的上述角度为179°以下。
通过使该角度为179°以下,由于能够使条料与最上游的第一导向辊紧密地接触,从而可以使最上游的第一导向辊的下游处产生的条料的振动和剧烈运动,难以传递到最上游的第一导向辊的上游。所以,可以更有效的抑制条料的断裂。此外,由于能够使条料与最上游的第一导向辊紧密地接触,从而也可分散由于与最上游的第一导向辊的接触而在条料上产生的应力。
项3
根据项1或2所述的粒料的制造方法,其中,上述条料的冷却工序包括:将在上述水槽内水冷后的上述条料进行空气冷却的工序。
由此,可以使至少一部分的附着在条料上的水分,通过条料具有的热量而气化。
项4
根据项3所述的粒料的制造方法,其中,设有一个以上的用于将在上述水槽内水冷后的上述条料导入空气中的第二导向辊,
在位于最上游的上述第二导向辊前后上述条料形成的角度大于在位于最上游的上述第一导向辊前后上述条料形成的角度。
此处,前者的角度(即,最上游的第二导向辊前后条料形成的角度),具体是指,从侧面观察条料时,条料在位于最上游的第二导向辊前后形成的角度中,面向地面的开口角度大小。
根据项4,能够减少条料的振动,并可抑制条料的断裂。将对此进行说明。当条料被最上游的第二导向辊弯曲时,相比于条料被最上游的第一导向辊弯曲时,由于条料逐渐地被固化柔性降低。由于条料的柔性低,如果最上游的第二导向辊处的弯曲过大,则条料可能无法跟随该弯曲。如果条料不能跟随该弯曲,条料将产生振动。对此,根据项4,由于位于最上游的第二导向辊前后条料形成的角度大于在位于最上游的第一导向辊前后条料所形成的角度,与相反的情况相比,条料更容易跟随最上游的第二导向辊的弯曲。因此,可以减少条料的振动,并抑制条料的断裂。
项5
根据项1~4中任意一项所述的粒料的制造方法,其中,在上述水槽内仅设有一个上述第一导向辊。
因此,可以限制条料在水中的弯曲次数。
项6
根据项1~5中任意一项所述的粒料的制造方法,其中,上述热塑性树脂含有聚酰胺树脂。
由此,可获得包含聚酰胺树脂的粒料。
项7
根据项1~6中任意一项所述的粒料的制造方法,其中,在上述组合物100质量%中,上述增强材料的含量为10质量%以上。
由此,可以得到通过增强材料改良力学特性的粒料。
项8
根据项1~7中任意一项所述的粒料的制造方法,其中,上述粒料的扁平率的标准偏差为0.25以下。
由于标准偏差为0.25以下,能够有效地抑制条料的振动。
项9
根据项1~8中任意一项所述的粒料的制造方法,其中,上述条料浸入上述水槽内的水中的长度L满足下述式。
L≤K×Dp×v
此式中,L以cm表示。K为0.182。Dp为粒料的直径,以mm表示。v为牵引条料的速度(牵引速度),以cm/秒表示。确定K的值(即0.182),以使右边计算所得的数值单位为cm。
通过满足此式(即,L为K×Dp×v以下),由于能够防止条料因水冷工序而过度冷却,条料在空气冷却工序中被最初的第二导向辊(即位于最上游的第二导向辊)弯曲时,可以防止条料的柔性过低。因此,由于可以抑制条料的振动,所以可以抑制条料的断裂。
项10
根据项1~9中任意一项所述的粒料的制造方法,其中,使用挤出机以挤出上述条料。
由于使用了挤出机,因此可以定量地挤出条料。
项11
根据项1~10中任意一项所述的粒料的制造方法,其中,在挤出上述条料的工序中,将上述条料挤出到空气中。
由于将条料挤出到空气中,条料可以在空气中散热。
发明的效果
根据本发明,在由含有热塑性树脂以及增强材料的组合物构成的粒料的制造中,可以降低条料断裂的频率。
附图说明
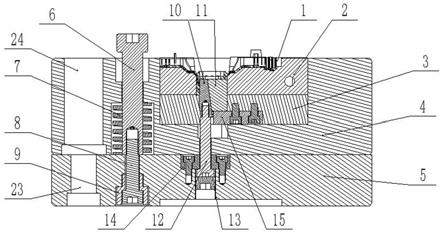
【图1】表示本实施方式的设备结构的示意图。
【图2】表示本实施方式中的变形例的设备结构的示意图。
符号说明
11...挤出机,13...模具,21...水槽,25...水面,27...导向辊(特别,最上游的导向辊27为导向辊27A,位于导向辊27A下游的导向辊27为导向辊27B),31...导向辊(特别是,最上游的导向辊31为导向辊31A),41...造粒机,51...条料,δ1...入水角,δ2A...角度(具体是指,导向辊27A前后的条料51所成角度),δ2B...角度(具体是指,导向辊27B前后的条料51所成角度),δ3...角度(具体是指,导向辊31A前后的条料51所成角度)
具体实施方式
以下,就本发明的实施方式进行说明。
<1用于制造粒料的设备>
如图1所示,在本实施方式中,为制造由组合物构成的粒料,使用挤出机11、水槽21、造粒机41等。将对这些设施进行说明。
挤出机11,具有螺杆(未示出)和围绕螺杆的料筒(未示出)。即,挤出机11包括料筒和料筒中的螺杆。挤出机11可以通过旋转螺杆,一边移动一边混炼组合物的原料,并定量地挤出组合物。挤出机11例如可以举出单螺杆挤出机和双螺杆挤出机。其中,优选双螺杆挤出机。
挤出机11中安装有模具13。模具13可以通过适配器安装在料筒中。模具13,具有使从挤出机11的出口移出的组合物流动的流路(以下称为“喷嘴”)。喷嘴的出口,即排出口为圆形状。但是,排出口的形状不限于此。例如,也可以为椭圆形。多个排出口并排设置在模具13的宽度方向上(未示出)。排出口的数量例如为1~50,也可以为5~30。
配置水槽21,使其可以接收从模具13离开的条料51。即,水槽21配置在挤出机11的下游。作为水槽21,优选使用条料冷却浴(cooling bath)。水槽21中盛有水。由该水形成的水面25在模具13的排出口的下方。
在水槽21中,设置有一个以上用于引导条料51的导向辊27。导向辊27的数量例如为1~10,也可以为2~7。在此,将最上游的导向辊27称为导向辊27A,将位于导向辊27A的下游的导向辊27称为导向辊27B。各导向辊27配置为在条料51的上部,具体是,配置在条料51的径向上并与靠近水面25的部分接触。各导向辊27的轴在水平方向和横向方向(Transverse Direction,以下称为“TD”)上延伸。另外,图1示出了设置有多个具体是两个导向辊27的状态。
在水槽21的下游还设置有一个以上的用于引导条料51的导向辊31。导向辊31的数量例如为1~10,也可以为2~7。在此,将最上游的导向辊31称为导向辊31A。各导向辊31配置为在条料51的下部,具体是,配置在条料51的径向上并与靠近地面的部分接触。各导向辊31的轴在水平和TD方向上延伸。另外,图1示出了设置有多个具体是两个导向辊31的状态。
造粒机41配置在导向辊31的下游。造粒机41包括用于牵引条料51的牵引辊(未示出)和用于切断牵引的条料51的切割器(未示出)。造粒机41可通过用辊牵引条料51的同时用切割器切断来形成粒料。
在本实施方式的粒料的制造方法中,条料51通过挤出机11从模具13被挤出到空气中,进入水槽21内的水中,沿着导向辊27在水中行进,出水,沿着导向辊31在空气中行进,并用造粒机41切断。
<2.粒料的制造方法>
本实施方式的粒料的制造方法,包含:从模具13中挤出由组合物构成的条料51的工序(以下称为“挤出工序”)、冷却条料51的工序(以下称为“冷却工序”)、切断冷却后的条料51以获得粒料的工序(以下称为“造粒工序”)。冷却条料51的工序(冷却工序)包含将条料51引入水槽21中的水中进行水冷的工序(以下称为“水冷工序”),以及将水冷后的条料51进行空气冷却的工序(以下称为“空气冷却工序”)。
<2.1.挤出由组合物构成的条料的工序(挤出工序)>
在挤出工序中,将组合物的原料,例如,热塑性树脂以及增强材料等进行混炼,将由组合物构成的条料51从模具13的排出口挤出到空气中。
作为组合物的原料,例如,可以举出热塑性树脂、增强材料等。这些将在后面详细描述。通过混炼原料,可以制造出组合物。
将组合物的原料在挤出机11中混炼。当使用双螺杆挤出机用于混炼时,螺杆长度L(mm)与螺杆直径D(mm)之比(以下称为“螺杆L/D”)优选为10~100。当其为100以下时,可以抑制由于热劣化引起的组合物的机械强度降低。
挤出机11的料筒温度优选设定为相对于热塑性树脂的熔点高10℃以上,更优选设定为20℃以上,进一步优选设定为30℃以上。其原因是,为了可以有效地熔融热塑性树脂。料筒温度优选设定为相对于热塑性树脂的熔点高80℃以下。其原因是,如果料筒温度过高,热塑性树脂的热劣化显著。在此,在含有多种热塑性树脂时,“热塑性树脂的熔点”是指它们的最高熔点。
从模具13的排出口挤出的条料51的量(以下称为“排出量”),优选为5kg/hr以上,更优选为10kg/hr以上,进一步优选为100kg/hr以上,更进一步优选为150kg/hr以上,更进一步优选为200kg/hr以上,更进一步优选为230kg/hr以上。如果为5kg/hr以上,则单位时间的粒料生产量优异。排出量优选为2000kg/hr以下,更优选为1000kg/hr以下,进一步优选为800kg/hr以下,更进一步优选为700kg/hr以下。
模具13的喷嘴,至少在排出口附近,以接近水面25的方式相对于水平方向倾斜延伸,即,喷嘴的挤出方向以接近水面25的方式相对于水平方向倾斜。排出口附近的喷嘴的倾斜,即,排出方向的倾斜相对于水平方向优选为5°以上,更优选为10°以上。喷嘴相对于水平方向的倾斜优选为90°以下,更优选为85°以下。此外,喷嘴不需要在机器方向(以下称为“MD”)上从一端到另一端相对于水平方向倾斜。
模具13的排出口直径Dn优选为2.0mm以上,更优选为2.5mm以上。当其为2.0mm以上时,由于可以确保条料51中的熔融部分的强度,从而可以抑制由于强度不足而引起的条料断裂。直径Dn优选为10mm以下,更优选为7mm以下。当其为10mm以下时,可以有效地冷却条料51的内部,从而在水冷工序中可以有效地促进内部的固化。因此,可以防止条料51的截面形状由于条料51在导向辊27上受到的压力而过度变形,因此可以防止产生过于扁平的粒料。此外,当排出口为椭圆形时,直径Dn是指排出口的最大直径。
挤出工序,例如,可以按照将热塑性树脂、增强材料和添加剂(例如偶联剂、稳定剂、脱模剂等)通过搅拌机混合,并将其通过设置在挤出机11的第一供给口的料斗将其添加到挤出机11中这样的流程,也可以按照将热塑性树脂和添加剂通过搅拌机混合,并将其通过设置在挤出机11的第一供给口的料斗将其添加到挤出机11中,将增强材料通过进料器从设置在第一供给口下游的第二供给口(以下称为“侧口”)添加到挤出机11中这样的流程。当然,也可以按照这些以外的流程。此外,在挤出工序中,为了去除挥发性成分和分解的小分子成分、提高增强材料等和热塑性树脂(例如聚酰胺树脂)的反应性,优选在侧口和模头之间用真空泵进行抽吸。
从模具13挤出的条料51容易断裂。其原因是,因为被挤出的条料51是由处于熔融状态,例如处于240℃~400℃这样高温熔融状态的组合物构成的。
相比于剪切应力(具体是指,使沿着条料51的径向截面的两侧部分相互偏移的应力)条料51对拉伸方向上的应力耐受更强。其原因是,条料51由于受牵引辊的牵引,从而条料51伸长,使得条料51中的聚合物在条料51的行进方向上,即在条料51的长度方向上取向。另外,构成条料的组合物含有作为增强材料的玻璃纤维时,玻璃纤维也在条料51的行进方向上取向。
<2.2.冷却条料的工序(冷却工序)>
在冷却工序中,将从模具13挤出的条料51边向造粒机41牵引边冷却。其原因是,造粒机41难以切断从模具13挤出的熔融状态的条料51。在冷却工序中,将条料51引入水槽21内的水中进行水冷,并将水冷后的条料51进行空气冷却。
<2.2.1.将条料引入水槽内的水中进行水冷的工序(水冷工序)>
在水冷工序中,将从模具13挤出的条料51引入水槽21内的水中。水槽21内的水优选为20℃以上,更优选为25℃以上,进一步优选为30℃以上。水槽21内的水优选为80℃以下,更优选为60℃以下,进一步优选为50℃以下。作为加入水槽21内的水,可以使用自来水、井水、雨水、纯水等。可以将化学品等添加到水槽21内的水中。
在水冷工序中,条料51以45°以上、小于90°的入水角δ1进入水槽21内的水中。通过使入水角δ1为45°以上,相比剪切应力(具体地是使沿着条料51的径向截面的两侧部分相互偏移的应力),由于自重更容易产生拉伸方向的应力,能够降低容易导致断裂的剪切应力。因此,可以抑制由于自重引起的条料断裂。由此(入水角δ1为45°以上),也可以减小入水引起的剪切应力(具体地是使沿条料51的径向截面的两侧部分相互偏移的应力),也可以抑制由这样的剪切应力引起的条料断裂。入水角δ1优选为50°以上,更优选为55°以上。另外,入水角δ1是从侧面观察条料51时,条料51与水面25相交所成的锐角的大小。即,入水角δ1是从导向辊27的轴向方向上观察条料51时,条料51与水面25相交所成的锐角的大小。当入射角δ1小于90°时,可以防止由于条料51的振动而导致条料51与模具13的接触,从而可以防止由于这种接触而导致的条料断裂。入射角δ1优选为85°以下,更优选为80°以下,进一步优选为75°以下。
入水后的条料51在被导向辊27A弯曲时,如果弯曲过急,则弯曲会过度残留在条料51上。其原因是,随着条料51由于水冷逐渐固化,条料51的柔性降低。由于残留在条料51上的弯曲,条料51的振动即剧烈运动变大。条料51的振动会导致条料断裂。其原因是,由于条料51的振动,使得条料51未离开排出口的部分和条料离开排出口的部分互相偏离的应力(剪切应力)被施加到条料51上。
为了抑制过度的弯曲残留在条料51上,导向辊27A前后的条料形成的角度δ2A优选为90°以上,更优选为100°以上。当该角度为90°以上时,可以保证条料51的弯曲的平缓性,从而可以防止弯曲过度残留。因此,可以抑制条料51的振动。角度δ2A优选为小于180°。为了使条料51和导向辊27A紧密地接触,角度δ2A更优选为179°以下,更优选为178°以下。当角度为179°以下时,可以使条料51和导向辊27A紧密地接触,从而使在导向辊27A的下游产生的条料51的振动和剧烈运动,难以被传递到导向辊27A的上游。因此,可以更有效地抑制条料断裂。而且,由于可以使条料51和导向辊27A紧密地接触,所以可以分散由于与导向辊27A的接触而在条料51上产生的应力。角度δ2A具体是指,从侧面观察条料51时,导向辊27A前后的条料51形成的角度中,面向水面25的开口角度大小。
导向辊27B前后的条料51形成的角度δ2B优选为90°以上,更优选为100°以上。角度δ2B优选为小于180°,更优选179°以下,进一步优选178°以下。当该角度为179°以下时,可以使条料51和导向辊27B紧密地接触。角度δ2B具体是指,从侧面观察条料51时,导向辊27B前后的条料51所形成的角度中,面向水面25的开口角度大小。
导向辊27A的直径优选为1cm以上,更优选为2cm以上。导向辊27A的直径越大,导向辊27A与条料51之间的接触面积趋于越大,因此,能够降低条料51的上游部分(具体是指,从模具13的排出口到与导向辊27A的接触部分)的振动。导向辊27A的直径例如可以是20cm以下,也可以是15cm以下。
各导向辊27的直径优选为1cm以上,更优选为2cm以上。各导向辊27的直径越大,则导向辊27与条料51之间的接触面积趋于越大,因此,能够降低条料51的上游部分(例如,从模具13的排出口到与导向辊27A的接触部分)的振动。各导向辊27的直径例如可以是20cm以下,也可以是15cm以下。导向辊27的直径可以彼此相同或不同。
浸入水槽21内的水中的条料51的长度(以下称为“浸水长度”)L,优选满足下述式。在此,浸水长度L是指从条料51的入水点到出水点为止的条料51自身的长度。
L≤K×Dp×v
此式中,浸水长度L以cm表示。K为0.182。Dp为粒料的直径,以mm表示(粒料的直径Dp,后文进行详细描述)。v为牵引条料51的速度(牵引速度),以cm/秒表示。确定K的值(即0.182)以使右边计算所得的数值单位为cm
通过满足此式(即,通过使浸水长度L为K×Dp×v以下),由于能够防止条料51因水冷工序而过度冷却,因而可以防止条料51被导向辊31A弯曲时,条料51的柔性过低。因此,可以抑制条料51的振动。
<2.2.2.空气冷却水冷后的条料的工序(空气冷却工序)>
空气冷却工序是将水冷后的条料51在空气中冷却。空气冷却工序中,将至少一部分附着在条料51上的水分,通过条料51所具有的热量气化。其结果是可以抑制造粒后的吸水。为了除去附着在条料51上的水分,优选向条料51送风。使用送风机时,当送风机的风压为0.1MPa以上、风量为5m3/min以上时,可以极有效地除去附着在条料51上的水分。
水冷后的条料51被导向辊31A弯曲时,如果弯曲过急,则条料51容易发生振动。其原因是,条料51由于水冷会逐渐固化,其柔性并不高。
为了抑制条料51的振动,导向辊31A前后的条料51所成的角度δ3优选为140°以上,更优选为150°以上,进一步优选为160°以上。当该角度为140°以上时,可以确保条料51的弯曲的平缓性,从而可以抑制条料51的振动。角度δ3优选为179°以下,更优选为178°以下,更优选为175°以下。角度δ3具体是指,从侧面观察条料51时,导向辊31A前后的条料51形成的角度中,面向地面的开口角度大小。
角度δ3优选大于角度δ2A。因此,可以减少条料51的振动。将对此进行说明。当条料51被导向辊31A弯曲时,相比于条料51被导向辊27A弯曲时,由于条料逐渐地被固化柔性降低。由于条料51的柔性低,如果导向辊31A过度弯曲,则条料51可能无法跟随该弯曲。如果条料51不能跟随该弯曲,则条料51将产生振动。此处,角度δ3大于角度δ2A的情况,相比于与其相反的情况(即,角度δ3小于角度δ2A的情况),条料51更容易跟随导向辊31A的弯曲。因此,角度δ3大于角度δ2A的情况相比与其相反的情况,可以降低条料51的振动。
导向辊31A的直径优选为1cm以上,更优选为2cm以上。导向辊31A的直径例如,可以为20cm以下,也可以为15cm以下。
各导向辊31的直径优选为1cm以上,更优选为2cm以上。各导向辊31的直径例如,可以为20cm以下,也可以为15cm以下。各导向辊31的直径可以彼此相同或不同。
虽然可以适当地设定条料51被空气冷却部分的长度,但是优选地设定为使得条料51的温度降低到能够被造粒机41切断的温度以下。由此,可以降低切断不良的发生频率。
<2.3.切断空气冷却后的条料以得到粒料的工序(造粒工序)>
在造粒工序中,将空气冷却后的条料用造粒机41切断以获得粒料。
粒料通常为圆柱状,具体是直圆柱状。粒料的截面形状(以下称为“截面形状”)通常为椭圆形。其原因是,由于条料51受到导向辊27的压力,因此条料51的截面形状变为椭圆形。但是,粒料的截面形状不仅限于此。例如,它也可以是圆形的。此外,粒料的截面是由造粒机41形成的切口。
粒料的直径Dp小于排出口的直径Dn。其原因是,由于条料51被牵引辊牵引,因此在条料51上施加了张力,条料51的熔融部分伸长(即,条料51至少在从模具13到水面25的部分会伸长)。另外,粒料的直径Dp以如下方式获得:使用游标卡尺测定的粒料截面(由造粒机41形成的切口)的最大直径以及粒料截面的最小直径,并将最大直径和最小直径之和除以2得到。粒料直径Dp为100个粒料的平均值。
粒料直径Dp优选为0.5mm以上,更优选为1.0mm以上,进一步优选为1.5mm以上,更进一步优选为2.0mm以上。粒料直径Dp优选为4.5mm以下,更优选为4.0mm以下,进一步优选为3.5mm以下。
粒料的扁平率优选为2.0以下,更优选为1.9以下。粒料的扁平率越小,粒料的比表面积趋于越小,如果粒料的扁平率为2.0以下,则粒料的比表面积的大小将受到限制,从而降低了粒料的吸水(例如,粒料直至装袋为止的粒料的吸水)。粒料的扁平率,例如可以是1.1以上,也可以是1.2以上。此外,粒料的扁平率是将粒料截面的最大直径除以粒料截面的最小直径所获得的值。粒料的扁平率是100个粒料的平均值。粒料的扁平率可以通过水槽21的水温和模具13中的排出口直径Dn等进行调整。
扁平率的标准偏差越小,表示条料51的振动越小。原因是,随着条料51的振动,条料51与导向辊27接触的压力会发生增减,并且该压力与扁平率成比例。
因此,扁平率的标准偏差优选为越小越好。标准偏差,优选为0.25以下,更优选为0.20以下,进一步优选为0.15以下,更进一步优选为0.10以下。
粒料的长度,具体是指粒料的轴向长度,优选为1mm以上,更优选为1.5mm以上,进一步优选为2mm以上,更进一步优选为2.5mm以上。粒料的长度优选为15mm以下,更优选为10mm以下,进一步优选为6mm以下,更进一步优选为5mm以下,更进一步优选为4mm以下。
粒料的水分率,具体是指,优选造粒之后的粒料的水分率为小于0.1质量%。
<2.4.其他工序>
必要时,可以将粒料边曝露于干燥空气中边放置。通过放置粒料,可以通过粒料自身的热量使至少一部分附着在粒料上的水的气化。粒料根据需要进行分类,并根据需要包装在袋子中。
<2.5.粒料的直径Dp与排出口直径Dn的比值(Dp/Dn)>
施加在条料51的熔融部分的张力越大,粒料的直径Dp与排出口直径Dn的比值(Dp/Dn)越小。因此,该比值(Dp/Dn)可以作为施加在条料51的熔融部分上的张力指标。另外,比值(Dp/Dn)可以通过牵引条料51的速度(牵引速度)和条料51的挤出量来调节。
通过使比值(Dp/Dn)为0.45以上,可以防止对条料51的熔融部分施加过大的张力,因此可以抑制条料的断裂。比值(Dp/Dn)优选为0.50以上。
通过使比值(Dp/Dn)为0.80以下,则能够在条料51的熔融部分施加足以抑制条料51的熔融部分的振动的张力。比值(Dp/Dn)优选为0.79以下。
<2.6.牵引条料的速度(以下称为“牵引速度”)>
牵引速度优选为20cm/秒以上,更优选为30cm/秒以上,进一步优选为40cm/秒以上,更进一步优选为50cm/秒以上。当牵引速度为20cm/秒以上时,则每单位时间的粒料生产量优异。牵引速度优选为150cm/秒以下,更优选为140cm/秒以下,进一步优选为120cm/秒以下。
<2.7.组成物的物理特性>
优选组合物的弯曲断裂应变,具体是指,由粒料制作的3点弯曲试验用试验片的弯曲断裂应变小于10%。弯曲断裂应变可以通过增强材料的量等来调整。这样的组合物特别容易发生条料的断裂。其原因是,这样的组合物随着其含有的增强材料的量可使弯曲断裂应变小于10%,因此限制了热塑性树脂的含量的上限。进一步,这样的组合物,因为在水中柔性大幅降低,条料51上容易残留弯曲。弯曲断裂应变优选为8%以下,更优选为6%以下。组合物的弯曲断裂应变也可以是1%以上。
根据JIS K 7171:2016,求得组合物的弯曲断裂应变。具体是指,由粒料制作3点弯曲试验用试验片,进行3点弯曲试验,求得弯曲断裂应变。
<2.8.组合物、及其原料>
组合物含有热塑性树脂以及增强材料。
热塑性树脂没有特别的限定,例如,可以举出聚酰胺(PA)、聚苯硫醚(PPS)、液晶聚合物(LCP)、芳纶树脂、聚醚醚酮(PEEK)、聚醚酮(PEK)、聚醚酰亚胺(PEI)、热塑性聚酰亚胺、聚酰胺-酰亚胺(PAI)、聚醚酮酮(PEKK)、聚苯醚(PPE)、聚醚砜(PES)、聚砜(PSU)、聚芳酯(PAR)、聚酯(PEs)、聚碳酸酯(PC)、聚甲醛(POM)、聚丙烯(PP)、聚乙烯(PE)、聚甲基戊烯(TPX)、聚苯乙烯(PS)、聚甲基丙烯酸甲酯、丙烯腈-苯乙烯共聚物(AS)、丙烯腈-丁二烯-苯乙烯共聚物(ABS)、氟树脂、聚丙烯酸酯等。其中优选聚酰胺、聚酯,特别优选聚酰胺。热塑性树脂可以仅单独使用1种,也可以组合多种进行使用。
聚酰胺没有特别的限定,例如,可以举出聚己酰胺(聚酰胺6)、聚己二酰丁二胺(聚酰胺46)、聚己二酰己二胺(聚酰胺66)、聚己二酰十一烷二胺(聚酰胺116)、聚己二酰间苯二甲胺(聚酰胺MXD6)、聚己二酰对苯二甲胺(聚酰胺PXD6)、聚癸二酰丁二胺(聚酰胺410)、聚癸二酰己二胺(聚酰胺610)、聚己二酰癸二胺(聚酰胺106)、聚癸二酰癸二胺(聚酰胺1010)、聚十二烷二酰己二胺(聚酰胺612)、聚十二烷二酰癸二胺(聚酰胺1012)、聚间苯二甲酰己二胺(聚酰胺6I)、聚对苯二甲酰丁二胺(聚酰胺4T)、聚对苯二甲酰戊二胺(聚酰胺5T)、聚对苯二甲酰-2-甲基戊二胺(聚酰胺M-5T)、聚对苯二甲酰己二胺(聚酰胺6T)、聚六氢对苯二甲酰己二胺(聚酰胺6T(H))、聚对苯二甲酰壬二胺(聚酰胺9T)、聚对苯二甲酰癸二胺(聚酰胺10T)、聚对苯二甲酰十一烷二胺(聚酰胺11T)、聚对苯二甲酰十二烷二胺(聚酰胺12T)、聚月桂内酰胺(聚酰胺12)、聚-11-氨基十一烷酰胺(聚酰胺11)以及这些组成单元的共聚物等。其中,优选聚己酰胺(聚酰胺6)、聚己二酰己二胺(聚酰胺66)。聚酰胺可以仅单独使用1种,也可以组合多种进行使用。
热塑性树脂的含量在组合物100质量%中,优选为5质量%以上,更优选为10质量%以上,进一步优选为15质量%以上,更进一步优选为25质量%以上,更进一步优选为35质量%以上,更进一步优选为40质量%以上。热塑性树脂的含量在组合物100质量%中,优选为85质量%以下,更优选为80质量%以下,进一步优选为75质量%以下,更进一步优选为70质量%以下。
增强材料的力学特性,具体是指能够提高通过粒料成形所得的成形品的力学特性的物质。增强材料的形状没有特别的限定,例如,可以是纤维状,也可以是粒状。增强材料没有特别限定,例如,可以举出玻璃纤维、针状硅灰石、云母、滑石、未焙烧粘土、晶须(例如钛酸钾晶须)、碳纤维、陶瓷纤维、二氧化硅、氧化铝、高岭土、石英、粉末状玻璃(轻质纤维(mild fiber))、石墨、玻璃薄片、碳酸钙、硫酸钡、炭黑、金属粉末等。其中,优选玻璃纤维、滑石这样的无机增强材料,更优选玻璃纤维、滑石,进一步优选玻璃纤维。增强材料可以仅单独使用1种,也可以组合多种进行使用。
作为纤维状的增强材料,可以举出如玻璃纤维这样的无机纤维、有机纤维、金属纤维等。作为无机纤维,例如,可以举出玻璃纤维、碳纤维、陶瓷纤维、钛酸钾晶须等。其中,优选玻璃纤维。
作为玻璃纤维,例如可以举出短切纱状的玻璃纤维。
玻璃纤维的直径优选为1μm~100μm。“玻璃纤维的直径”为相对于玻璃纤维的长边方向垂直的截面的直径。另外,该截面上具有最大径以及最小径时,“玻璃纤维的直径”是指最大径。玻璃纤维的纤维长度优选为0.1mm~10mm。
如滑石这样的粒状的增强材料的平均粒径优选为1μm~100μm。平均粒径通过岛津制作所制的激光衍射式粒度分布测定装置“SALD-2300”进行测定。
增强材料可以施以氨基硅烷处理这样的硅烷处理。即,增强材料可以用偶联剂(具体是指硅烷偶联剂)进行表面处理。
在组合物100质量%中,增强材料的含量优选为10质量%以上,更优选为20质量%以上,进一步优选为25质量%以上,更进一步优选为30质量%以上。由于在10质量%以上,通过增强材料可以得到改良力学特性的粒料。在组合物100质量%中,增强材料的含量优选为90质量%以下,更优选为85质量%以下,进一步优选为80质量%以下,更进一步优选为70质量%以下,更进一步优选为60质量%以下,更进一步优选为55质量%以下,更进一步优选为50质量%以下。
在组合物100质量%中,热塑性树脂以及增强材料的总计含量优选为94质量%以上,优选为96质量%以上,更优选为98质量%以上。总计含量也可以是100质量%,也可以小于100质量%,也可以是99质量%以下。
虽然可以将偶联剂预先附着在增强材料上,但是为了进一步提高增强材料对于热塑性树脂的湿润性,除了预先附着在增强材料上的偶联剂,优选另外添加偶联剂。相对于100质量份增强材料,偶联剂的添加量优选为0.1质量份以上,更优选为0.2质量份以上。相对于100质量份增强材料,偶联剂的添加量优选为3.0质量份以下,更优选为2.0质量份以下。
像这样的偶联剂,即作为添加用的偶联剂,可以举出硅烷偶联剂。偶联剂可以仅单独使用1种,也可以组合多种进行使用。
组合物可以进一步含有用以改良力学特性以外的性质(例如电学性质)的填充材料。
组合物优选进一步含有稳定剂。作为稳定剂,可以举出受阻酚系抗氧化剂、硫系抗氧化剂、磷系抗氧化剂等有机系抗氧化剂,热稳定剂,受阻胺系、二苯基甲酮系、咪唑系等的光稳定剂,紫外线吸收剂、金属钝化剂、铜化合物、碱金属卤化物等。其中,优选铜化合物。稳定剂可以仅单独使用1种,也可以组合多种进行使用。此外,虽然稳定剂的含量可以适当地进行调整,但优选为组合物100质量%中的5质量%以下,更优选为4质量%以下,进一步优选为3质量%以下。当组合物中含有多种稳定剂时,“稳定剂的含量”是指它们的总计含量。
作为能够作为稳定剂使用的铜化合物,可以使用氯化亚铜、溴化亚铜、碘化亚铜、氯化铜、溴化铜、碘化铜、磷酸铜、焦磷酸铜、硫化铜、硝酸铜和乙酸铜等有机羧酸的铜盐等。铜化合物可以仅单独使用1种,也可以组合多种进行使用。
在组合物100质量%中,铜化合物的含量优选为0.01质量%以上。如果为0.01质量%以上,组合物能够维持良好的物理特性。在组合物100质量%中,铜化合物的含量优选为0.5质量%以下,更优选为0.4质量%以下。如果为0.5质量%以下,能够防止铜化合物导致的物理特性降低。
作为能够作为稳定剂使用的碱金属卤化物,可以举出:氯化锂、溴化锂、碘化锂、氟化钠、氯化钠、溴化钠、碘化钠、氟化钾、氯化钾、溴化钾、碘化钾等。这些可以仅单独使用1种,也可以组合多种进行使用。
在组合物100质量%中,碱金属卤化物的含量优选为0.01质量%以上,更优选为0.02质量%以上。在组合物100质量%中,碱金属卤化物的含量优选为0.5质量%以下,更优选为0.4质量%以下。
组合物可以含有脱模剂、阻燃剂、阻燃助剂、成核剂、爽滑剂、阻燃剂、抗静电剂、颜料、染料等。可以从这些中选择一种或任意的组合进行使用。作为脱模剂,可以举出长链脂肪酸或其酯和金属盐、酰胺系化合物、聚乙烯蜡、硅酮、聚环氧乙烷等。作为长链脂肪酸,特别是优选碳数为12以上的,例如,可以举出硬脂酸、12-羟基硬脂酸、山萮酸、褐煤酸等。可将部分或全部的羧酸通过单二醇、聚二醇酯化,或者形成金属盐。作为酰胺系化合物,可以举出乙撑双对苯二甲酰胺、亚甲基双硬脂酰胺等。这些脱模剂可以单独或作为混合物进行使用。在组合物100质量%中,脱模剂的含量优选为0.01质量%以上,更优选为0.05质量%以上。在组合物100质量%中,脱模剂的含量优选为5.0质量%以下,更优选为3.0质量%以下,进一步优选为1.0质量%以下。
以改变聚酰胺树脂的耐冲击性等性质为目的,组合物可以包含烯烃化合物。烯烃化合物可以使用任意改性的烯烃化合物。例如,当使用改性聚烯烃、苯乙烯类共聚物时,将具有羧酸基或/以及羧酸酐基的单体通过共聚或接枝聚合等包含在未改性的聚合物分子链中而成的α-烯烃系、苯乙烯系的(共)聚合物。
<3.可以对上述实施方式进行各种改变>
可以对上述实施方式中的粒料的制造方法进行各种改变。例如,可以从以下的变形例中选择一种或多种对上述的实施方式进行改变。
在上述实施方式中,对如下结构进行说明:模具13的喷嘴至少在排出口附近,以接近水面25的方式相对于水平方向倾斜延伸。然而,上述实施方式不仅限于该结构。例如,也可以是这样的结构:模具13的喷嘴至少在排出口附近相对于水平方向不倾斜延伸。另外,喷嘴没有必要在MD方向上从一端到另一端在水平方向上不倾斜地延伸。
在上述实施方式中,说明了入水角δ1为45°以上、小于90°的结构。然而,上述实施方式,不限于该结构。例如,入水角δ1可以小于45°,也可以为90°以上。
在上述实施方式中,说明了角度δ2B为90°以上、小于180°的结构。然而,上述实施方式,不限于该结构。例如,角度δ2B可以小于90°,也可以为180°以上。
在上述实施方式中,说明了在水槽21内设有多个导向辊27的结构。然而,上述实施方式不限于该结构。例如,如图2所示,可为在水槽21中设有一个导向辊27(27A)的结构。通过设置一个导向辊27(27A),可以限制条料51在水中的弯曲次数。对于水槽21中设有一个导向辊27(27A)的结构,角度δ2A进一步优选为150°以下,更进一步优选为140°以下,更进一步优选为130°以下。当该角度为150°以下时,可以使条料51和导向辊27A紧密接触,使得发生在导向辊27A下游的条料51的振动或剧烈运动,难以被传递到导向辊27A的上游。因此,可以更有效地抑制条料的断裂。而且,由于可以使条料51和导向辊27A紧密接触,所以可以分散由于与导向辊27A接触而在条料51上产生的应力。
在上述实施方式中,说明了各导向辊27配置于条料51的上部,具体是,配置在条料51的径向上并与靠近水面25的部分接触的结构。然而,上述实施方式不仅限于该结构。
在上述实施方式中,说明了在水槽21的下游设有多个导向辊31的结构。然而,上述实施方式不仅限于该结构。例如,也可以是在水槽21的下游仅设有一个导向辊31的结构,也可以是不设置导向辊31的结构。
在上述实施方式中,说明了将各导向辊31配置于条料51的下部,具体是条料51的径向并与靠近地面的部分相接触的结构。然而,上述实施方式不仅限于该结构。
在上述实施方式中,说明了角度δ3为140°以上的结构。然而,上述实施方式不仅限于该结构。
在上述实施方式中,说明了角度δ3为大于角度δ2A的结构。然而,上述实施方式不仅限于该结构。
在上述实施方式中,说明了通过切断空气冷却后的条料51以获得粒料的结构。然而,上述实施方式不仅限于该结构。例如,空气冷却后的条料51可以进一步进行水冷。
【实施例】
以下,将进一步对本发明的实施例进行详细的说明,本发明仅不限于以下实施例,只要不超出本发明的要旨即可。
弯曲断裂应变
根据JIS K 7171:2016,求得由粒料制作的3点弯曲试验用试验片的弯曲断裂应变。具体是,将3点弯曲试验用试验片放置在两个支撑台上,使用压头在两个支撑点的中间施加压力。该试验在以下条件下进行。
3点弯曲试验用试验片:长100mm,宽10mm,厚4mm
支点间的距离:64mm
测试速度:2mm/min
入水角δ1、角度δ2A、以及角度δ3
将宽度为20cm的聚酯膜(东洋纺公司制“E5000”,厚度100μm)沿着条料的路径,从模具的排出口到造粒机的入口,没有松弛的拉伸。用量角器读取以这种方式拉伸的聚酯膜所形成的入水角δ1、角度δ2A、以及角度δ3。
粒料直径Dp
粒料的直径Dp是使用游标卡尺所测定的粒料截面(由造粒机形成的切口)的最大直径以及粒料截面的最小直径,并将最大直径和最小直径之和除以2得到。粒料直径Dp为100个粒料的平均值,在表1中表示。
扁平率及其标准偏差
粒料的扁平率是通过将粒料截面的最大直径除以粒料截面的最小直径所获得的值。粒料的扁平率是100个粒料的平均值,在表1中表示。扁平率的标准偏差也在表1中表示。
水分率
造粒后的粒料的水分率,使用卡尔费休水分率计(三菱化学公司制,CA-100型),在200℃下测定。
实施例1~8以及比较例1~5中的粒料的制作
称量聚酰胺6(“Glamide T-840”东洋纺公司制)65质量份、滑石(“FU-51”福冈滑石工业所制)34.3质量份、硅烷偶联剂(“KBE-903”信越化学工业公司制)0.3质量份、硬脂酸镁(“NP-1500”淡南化学工业公司制)0.2质量份、以及碘化钾(三井化学社制)0.2质量份,将这些在转鼓(tumbler)中混合后,从螺杆L/D34的双螺杆挤出机(“TEM48BS”束芝机械社制)的主供给口供给,以料筒温度270℃进行熔融混炼,从具有10个直径Dn为4.3mm的排出口的模具中挤出条料。此外,作为模具,使用了具有喷嘴的挤出方向以接近水面的方式相对于水平方向倾斜70°的喷嘴的条料模具。
将从模具中挤出的条料引入水温为30℃的水槽中进行水冷,将水冷后的条料进行空气冷却,然后用造粒机将冷却的条料切成粒料状,生产粒料。另外,至此为止的操作是使用图2所示的设备结构、以表1所示的条件进行的。另外,在水冷工序和空气冷却工序中使用的各导向辊的直径为4.8cm。
将粒料在100℃下干燥12小时后,用注射成形机(东芝机械株式会社制“IS80”)在料筒温度275℃、模具温度80℃下进行注射成形,制作3点弯曲试验用试验片。
实施例9中粒料的制作
使用聚酰胺66(“Stabamid 27AE1K”索尔维公司制)70质量份、玻璃纤维(“T-275H”日本电气硝子公司制)30质量份、溴化铜(富士胶片和光纯药公司制)0.02质量份、以及硬脂酸镁(“NP-1500”淡南化学工业公司制)0.2质量份作为粒料的原料,此外,将料筒温度设定为280℃,此外,除了依照表1所示的条件以外,以与实施例1相同的方法制造粒料。使用粒料,以与实施例1相同的方法制作3点弯曲试验用试验片。
实施例10中粒料的制作
使用聚酰胺66(“Stabamid 27AE1K”索尔维公司制)50质量份、玻璃纤维(“T-275H”日本电气硝子公司制)50质量份、溴化铜(富士胶片和光纯药公司制)0.02质量份、以及硬脂酸镁(“NP-1500”淡南化学工业公司制)0.2质量份作为粒料的原料,此外,将料筒温度设定为290℃,此外,除了依照表1所示的条件以外、以与实施例1相同的方法制造粒料。除料筒温度设定为285℃以外,以与实施例1相同的方法,由粒料制作3点弯曲试验用试验片。
通过设定比值(Dp/Dn)为0.45~0.80、且角度δ2A为90°以上、小于180°,降低了条料断裂的频率。另外,比较例4,由于条料频繁断裂,条料无法连续牵引。
工业上的可利用性
本实施方案中的粒料的制造方法,由于可以降低条料断裂的频率,可以应用在工业中。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。