1.本发明涉及一种被轧制材料的蛇行控制方法。
背景技术:
2.在利用轧机对被轧制材料进行轧制时,会产生在被轧制材料的尾端部通过轧机时被轧制材料的宽度方向中心偏离轧机中心的所谓的蛇行。如果被轧制材料蛇行,则尾端部也可能会接触设置在所通过的轧机的下游侧的侧导板,在该情况下,导致被轧制材料以折叠的状态被下一轧机轧制而发生挤压。当发生被轧制材料的挤压时,对轧机施加了过大的轧制荷重,因此辊发生损伤,进而为了进行修补而必须停止操作作业。
3.因此,以往提出了一种用于使得在尾端部通过轧机时被轧制材料不发生蛇行的方法。例如在专利文献1中公开了如下的差荷重方式蛇行控制方法:测定加强辊以外的辊中的上下至少一方的全部的辊的辊轴方向推力反作用力,并考虑了辊间推力对差荷重的影响。另外,在专利文献2中公开了如下的差荷重方式蛇行控制方法:测定作业辊推力反作用力和作业辊的表面轮廓,并考虑了辊间推力和材料
‑
辊间推力对差荷重的影响。并且,在专利文献3中公开了如下的差荷重方式蛇行控制方法:测定辊偏斜角,并考虑了辊间推力对差荷重的影响。另外,在专利文献4中公开了如下的轧机的控制方法:在轧制前,通过打开辊缝,并且在辊驱动状态下施加弯曲力,来识别辊间推力对差荷重的影响,考虑辊间推力对差荷重的影响来实施压下调平控制。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2000
‑
312911号公报
7.专利文献2:日本特开2005
‑
976号公报
8.专利文献3:日本特开2014
‑
4599号公报
9.专利文献4:日本特开2009
‑
178754号公报
10.非专利文献
11.非专利文献:y.liu及其他两人,“investigation of hot strip mill 4hi reversing roughing mill main drive motor thrust bearing damage(4辊带钢热轧机可逆式粗轧机主驱动电机推力轴承损坏的调查)”,aistech2009proceedings
‑
volumeii,2009年,p.1091
‑
1101
技术实现要素:
12.发明要解决的问题
13.在此,在以往的差荷重方式蛇行控制中,测定上辊系和下辊系中的至少一方的作业侧和驱动侧的轧制荷重,来求出轧制荷重差或轧制荷重差率,基于这个值来进行轧机的压下调平控制。但是,已知的是在产生了辊间交叉(水平面内的旋转倾斜状态)的情况下,在辊之间产生轴向力(辊间推力)。另外,在产生了材料
‑
辊间交叉的情况下,在材料
‑
辊之间也
同样产生轴向力(材料
‑
辊间推力)。材料
‑
辊间推力与辊间推力相比较小,但是在低压下率的情况下影响特别大。该辊间推力和材料
‑
辊间推力被来自辊轴承座的反作用力所支撑,但由于存在支撑点与力的作用线之间的垂直距离(力矩臂),因此对辊作用翻转力矩。此外,辊的翻转力矩是指垂直于轧制长度方向的面内的力矩。此时,认为为了与翻转力矩取得平衡而作业侧与驱动侧的压下方向荷重传感器测定值之差(差荷重)发生变化。在无意地产生了该推力所引起的差荷重的情况下,该推力所引起的差荷重成为压下调平控制的干扰,并成为使调平修正的精度降低的主要原因。
14.在上述专利文献1、3、4所记载的技术中,由于没有考虑材料
‑
辊间推力对差荷重的影响,因此无法精确地估计推力所引起的差荷重,从而如上述那样无法进行精确的调平修正。另外,在上述专利文献2所记载的技术中,计算辊间推力和材料
‑
辊间推力对差荷重的影响系数,并将它们的和应用于测定出的推力反作用力,来估计推力所引起的差荷重,从而实施了压下调平控制。但是,在该技术中,用于求出影响系数的参数不足,从而估计的精度不够。因此,与上述专利文献1、3、4同样地无法进行精确的调平修正。
15.另外,在上述专利文献4所记载的技术中,需要在轧制前通过打开辊缝并且在辊驱动状态下施加弯曲力,来识别辊间推力对差荷重的影响,从而必须在稳定作业之外实施所述的作业。
16.因此,本发明是鉴于上述问题而完成的,本发明的目的在于提供一种能够考虑推力对差荷重的影响来更精确地实施调平修正的新型且得到了改进的被轧制材料的蛇行控制方法。
17.用于解决问题的方案
18.为了解决上述问题,根据本发明的某个观点,提供一种被轧制材料的蛇行控制方法,是4辊以上的轧机中的被轧制材料的蛇行控制方法,轧机具有多个辊,多个辊至少包括一对作业辊和支承作业辊的一对加强辊,轧机的上辊系包括上作业辊和上加强辊,轧机的下辊系包括下作业辊和下加强辊,被轧制材料的蛇行控制方法包括估计步骤和尾端控制步骤,估计步骤是在轧制被轧制材料的尾端部之前实施的步骤,在估计步骤中,获取辊间推力和材料
‑
辊间推力中的至少一方,辊间推力是基于通过测定或估计而获取到的辊间交叉角和辊间摩擦系数来估计的,材料
‑
辊间推力是基于通过测定或估计而获取到的材料
‑
辊间交叉角和材料
‑
辊间摩擦系数来估计的,尾端控制步骤是在轧制被轧制材料的尾端部时实施的步骤,在尾端控制步骤中进行以下处理:针对上辊系和下辊系中的至少一方,测定作业侧和驱动侧的轧制荷重,基于辊间推力、材料
‑
辊间推力以及作用于加强辊以外的辊的测定轧制荷重时的辊轴方向推力反作用力中的获取到的任意两个参数,来对基于测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差信息进行校正,基于校正后的轧制荷重差信息,来实施轧机的压下调平控制。
19.也可以为,在尾端控制步骤中,基于在测定轧制荷重时测定出的辊轴方向推力反作用力和在估计步骤中获取到的辊间推力或材料
‑
辊间推力,来校正轧制荷重差信息。
20.也可以为,在估计步骤中,基于针对上辊系和下辊系中的至少一方获取到的4个水平或多于4个水平的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力,通过估计来获取辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数,基于获取到的辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数,通过估计来获
取辊间推力和材料
‑
辊间推力中的至少一方。
21.或者,也可以为,在估计步骤中,通过测定来获取辊间摩擦系数和材料
‑
辊间摩擦系数,并且基于针对上辊系和下辊系中的至少一方获取到的2个水平或多于2个水平的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力,通过估计来获取辊间交叉角和材料
‑
辊间交叉角,基于获取到的辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数,通过估计来获取辊间推力和材料
‑
辊间推力中的至少一方。
22.另外,也可以为,在估计步骤中,通过测定来获取辊间交叉角和材料
‑
辊间交叉角,并且基于针对上辊系和下辊系中的至少一方获取到的2个水平或多于2个水平的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力,通过估计来获取辊间摩擦系数和材料
‑
辊间摩擦系数,基于获取到的辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数,通过估计来获取辊间推力和材料
‑
辊间推力中的至少一方。
23.也可以为,在上述的估计步骤中,关于辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数中的通过估计而获取的估计值,分别根据基于过去的学习结果估计出的估计值的针对各被轧制材料的变动量预测值和前次轧制中的估计值的估计结果来获取。
24.也可以为,在估计步骤中,关于辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数中的通过估计而获取的估计值,分别根据基于过去轧制过的被轧制材料中的稳定部的数据的估计值与基于过去轧制过的被轧制材料中的尾端部的数据的估计值之差来对通过估计而获取的估计值进行校正。
25.也可以为,在估计步骤中,使用最近轧制过的被轧制材料的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力。
26.另外,也可以为,在估计步骤中,通过测定来获取辊间摩擦系数、材料
‑
辊间摩擦系数、辊间交叉角以及材料
‑
辊间交叉角,基于获取到的辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数,通过估计来获取辊间推力和材料
‑
辊间推力中的至少一方。
27.发明的效果
28.如以上说明的那样,根据本发明,能够考虑推力对差荷重的影响来更精确地实施调平修正。
附图说明
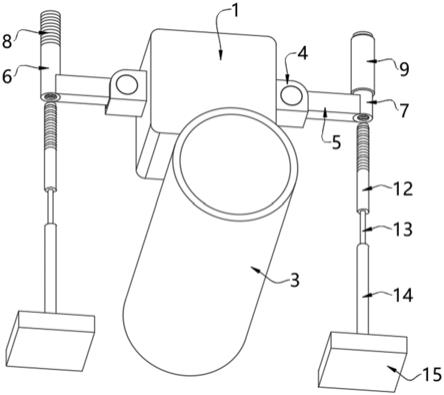
29.图1是示出4辊轧机和本发明的一个实施方式所涉及的用于实施被轧制材料的蛇行控制的处理装置的一个结构例的说明图。
30.图2是表示作用于图1所示的轧机的力的示意图。
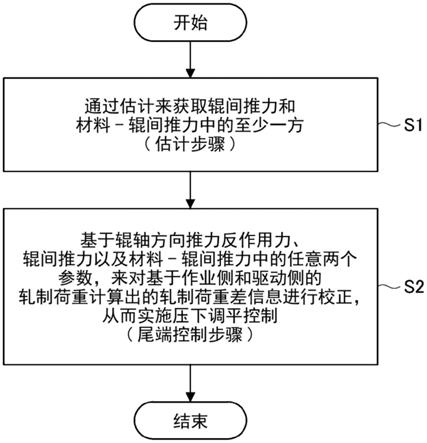
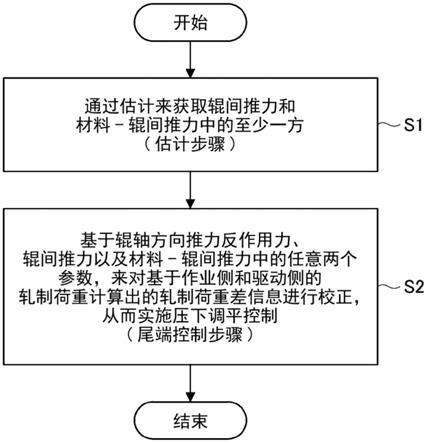
31.图3是示出本发明的一个实施方式所涉及的被轧制材料的蛇行控制方法的概要的流程图。
32.图4是示出该实施方式所涉及的被轧制材料的蛇行控制方法的一例的流程图。
33.图5是示出通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例1)下的被轧制材料的蛇行控制方法的流程图。
34.图6是示出通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的情况(事例6)下
的被轧制材料的蛇行控制方法的流程图。
35.图7是示出摩擦系数的测定方法的一例的说明图。
36.图8是示出摩擦系数的测定方法的其它一例的说明图。
37.图9是示出通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
的情况(事例11)下的被轧制材料的蛇行控制方法的流程图。
38.图10是示出交叉角的测定方法的一例的说明图。
39.图11是示出通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例16)下的被轧制材料的蛇行控制方法的流程图。
具体实施方式
40.下面,参照附图来详细地说明本发明的优选的实施方式。此外,在本说明书和附图中,对具有实质相同的功能结构的构成要素,标注相同的标记,从而省略重复说明。
41.[1.轧机的结构]
[0042]
首先,基于图1来说明应用本发明的一个实施方式所涉及的被轧制材料的蛇行控制方法的轧机的概要结构。图1是示出4辊轧机和本实施方式所涉及的用于实施被轧制材料s的蛇行控制的处理装置的一个结构例的说明图。此外,在图1中示出了4辊轧机,但是本发明能够应用于具备多个辊的4辊以上的轧机,所述多个辊至少包括一对作业辊和支承作业辊的一对加强辊。另外,在图1中,在辊轴方向上,将作业侧表示为ws(work side),将驱动侧表示为ds(drive side)。作业侧为操作侧,处于对于轧机而言与驱动侧相反的一侧。
[0043]
图1所示的轧机10是具有一对作业辊1、2以及支承这一对作业辊1、2的一对加强辊3、4的4辊轧机。上作业辊1通过上作业辊轴承座5a、5b所支承,下作业辊2通过下作业辊轴承座6a、6b所支承。另外,上加强辊3通过上加强辊轴承座7a、7b所支承,下加强辊4通过下加强辊轴承座8a、8b所支承。上作业辊1和上加强辊3构成上辊系,下作业辊2和下加强辊4构成下辊系。上加强辊轴承座7a、7b和下加强辊轴承座8a、8b通过壳体15来被保持。
[0044]
图1所示的轧机10具备用于检测与下辊系有关的压下方向荷重的下荷重检测装置11a、11b。此外,轧机10也可以代替下荷重检测装置11a、11b而具备用于检测与上辊系有关的压下方向荷重的上荷重检测装置,还可以具备下荷重检测装置11a、11b并且具备上荷重检测装置。下荷重检测装置11a检测驱动侧的压下方向荷重(轧制荷重),下荷重检测装置11b检测作业侧的压下方向荷重(轧制荷重)。
[0045]
在下荷重检测装置11a、11b的下方设置有用于对下加强辊轴承座8a、8b施加铅直向上的荷重的调平装置13a、13b。调平装置13a、13b例如使用液压缸来构成,通过使液压缸在铅直方向上移动来对调平进行调整。
[0046]
另外,针对轧机10的作业辊1、2设置有用于测定辊轴方向推力反作用力的推力反作用力测定装置12a、12b。在图1所示的轧机10中,推力反作用力测定装置12a、12b设置于作业侧的上作业辊轴承座5a、下作业辊轴承座6a与作业辊移位装置14a、14b之间。作业辊移位装置14a、14b是用于使作业辊1、2在辊轴方向上移动的驱动装置,对上作业辊轴承座5a、下作业辊轴承座6a进行支承,并产生支撑辊间推力和材料
‑
辊间推力的反作用力(辊轴方向推力反作用力)。通过推力反作用力测定装置12a、12b测定出的辊轴方向推力反作用力被输出到差荷重/推力反作用力获取部120。
[0047]
如图1所示,本实施方式所涉及的轧机10具备估计部110、差荷重/推力反作用力获取部120、校正部130以及调平控制部140来作为进行用于由调平装置13a、13b进行压下调平控制的信息处理的装置。此外,具有这些功能部的运算处理装置可以使用通用的构件、电路来构成,也可以通过专用于各构成要素的功能的硬件来构成。另外,可以是cpu等进行运算处理装置的各构成要素的全部功能。运算处理装置能够根据实施本实施方式的时时的技术水平来适当地变更所利用的结构。并且,还能够制作用于实现运算处理装置的各功能的计算机程序并将计算机程序安装到个人计算机等中。另外,还能够提供保存有这种计算机程序的计算机可读记录介质。上述的计算机程序也可以不使用记录介质而经由例如网络来分发。
[0048]
估计部110在被轧制材料s的尾端部被轧制之前,估计该轧机中产生的辊间推力和材料
‑
辊间推力中的至少一方。估计部110基于针对上辊系和下辊系中的至少一方获取到的4个水平或多于4个水平的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力,来计算辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数,并且计算辊间推力和材料
‑
辊间推力中的至少一方。估计部110所使用的4个水平或多于4个水平的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力使用轧制实际状况数据库200中保存的轧制实际状况数据即可。
[0049]
差荷重/推力反作用力获取部120获取通过下荷重检测装置11a检测到的驱动侧的轧制荷重和通过下荷重检测装置11b检测到的作业侧的轧制荷重,计算轧制荷重差或者轧制荷重差率来作为轧制荷重差信息。轧制荷重差是驱动侧的轧制荷重与作业侧的轧制荷重之差,轧制荷重差率是荷重差相对于总荷重(即,驱动侧的轧制荷重与作业侧的轧制荷重之和)的比例(荷重差/总荷重)。轧制荷重差率能够去除因左右的荷重检测装置的特性差异而引起的检测误差。另外,即使轧制荷重因温度、板宽、板厚等的变化而变动,但只要蛇行量相同,则检测出的轧制荷重差率是不变动的。因而,与使用轧制荷重差的情况相比,通过使用轧制荷重差率,能够更精确地进行蛇行量的修正。
[0050]
校正部130基于测定出的辊轴方向推力反作用力和由估计部110计算出的辊间推力或材料
‑
辊间推力,来对由差荷重/推力反作用力获取部120计算出的轧制荷重差或者轧制荷重差率进行校正。由此,从压下调平控制中使用的轧制荷重差或者轧制荷重差率中去除掉因推力而产生的轧制荷重差或者轧制荷重差率。
[0051]
调平控制部140对调平装置13a、13b进行控制。调平控制部140使用由校正部130校正后的轧制荷重差或者轧制荷重差率来实施压下调平控制。压下调平控制例如能够使用上述专利文献1所记载的压下调平控制等公知的方法来实施。
[0052]
[2.推力所引起的轧制荷重差的计算]
[0053]
在本实施方式所涉及的被轧制材料的蛇行控制方法中,使用被去除掉成为干扰的推力所引起的成分后的轧制荷重差或者轧制荷重差率来实施压下调平控制。因此,在考虑推力所引起的荷重差时,需要进行测定或估计来获取辊间推力、材料
‑
辊间推力以及作用于作业辊的辊轴方向推力反作用力中的2个以上的值。其中的辊轴方向推力反作用力是能够测定的。另一方面,辊间推力和材料
‑
辊间推力是无法测定的,因此需要进行估计来获取辊间推力和材料
‑
辊间推力中的至少一方。因此,需要通过测定或估计来获取辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数。
[0054]
下面,基于图2来详细地说明与材料
‑
辊间交叉角、辊间交叉角、材料
‑
辊间摩擦系数以及辊间摩擦系数的获取模式相应的计算推力所引起的轧制荷重差的计算方法。图2是表示作用于图1所示的轧机10的力的示意图。此外,在图2中,仅示出了作用于下辊系的力,但上辊系也是同样的。
[0055]
此外,材料
‑
辊间摩擦系数μ
wm
、辊间摩擦系数μ
wb
、材料
‑
辊间交叉角φ
wm
以及辊间交叉角φ
wb
是通过估计或测定来获取的。具体地说,考虑下述表1所示的16个事例。在表1中,在各事例中还示出了用于求出材料
‑
辊间推力t
wmb
、辊间推力t
wbb
、以及作用于下作业辊轴承座6a、6b的推力反作用力t
wb
的式子。
[0056]
[表1]
[0057]
表1
[0058]
事例μ
wm
μ
wb
φ
wm
φ
wb
t
wmb
t
wbb
t
wb1●●●●
式(5a)式(6a)式(7a)2
○●●●
式(5b)式(6a)式(7e)3
●○●●
式(5a)式(6b)式(7f)4
●●○●
式(5c)式(6a)式(7g)5
●●●○
式(5a)式(6c)式(7h)6
○○●●
式(5b)式(6b)式(7b)7
○●○●
式(5d)式(6a)式(7i)8
○●●○
式(5b)式(6c)式(7j)9
●○○●
式(5c)式(6b)式(7k)10
●○●○
式(5a)式(6d)式(7l)11
●●○○
式(5c)式(6c)式(7c)12
○○○●
式(5d)式(6b)式(7m)13
○○●○
式(5b)式(6d)式(7n)14
○●○○
式(5d)式(6c)式(7o)15
●○○○
式(5c)式(6d)式(7p)16
○○○○
式(5d)式(6d)式(7d)
[0059]
●
:估计、
○
测定
[0060]
下面,对下述4个事例进行说明。
[0061]
(事例1)通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部
[0062]
(事例6)通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
[0063]
(事例11)通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
[0064]
(事例16)通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部
[0065]
关于其它的事例,在说明了这4个事例之后进行说明。
[0066]
[2
‑
1.通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例1)]
[0067]
首先,对通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例1)下的计算推力所引起的轧制荷重差的计算方法进行说明。通过下述式(1)~(3)来表示图2中作用于下作业辊2的辊轴方向的力的平衡、作用于下加强辊4的辊轴方向的力的平衡、以及下辊系的力矩的平衡。
[0068]
[数1]
[0069]
t
wbb
=t
wb
t
wmb
[0070]
···
(1)
[0071]
t
bb
=t
wbb
[0072]
···
(2)
[0073][0074]
各符号表示下面的成分。
[0075]
t
wbb
:作用于下作业辊2与下加强辊4之间的推力(辊间推力)
[0076]
t
wmb
:作用于下作业辊2与被轧制材料s之间的推力(材料
‑
辊间推力)
[0077]
t
wb
:作用于下作业辊轴承座6a、6b的推力反作用力
[0078]
t
bb
:作用于下加强辊轴承座8a、8b的推力反作用力
[0079]
p
tdfb
:推力所引起的荷重差
[0080]
a:压下支点间距离
[0081]
h
bb
:作用于下加强辊轴承座8a、8b的推力反作用力的作用点位置
[0082]
d
b
:下加强辊4的直径
[0083]
d
w
:下作业辊2的直径
[0084]
当从上述式(1)~(3)中消去t
bb
时,p
tdfb
能够通过下述式(4
‑
1)~(4
‑
3)中的任一个的形式来表示。
[0085]
[数2]
[0086][0087][0088][0089]
其中,
[0090][0091]
由此,如上所述可知,为了求出推力所引起的轧制荷重差p
tdfb
,需要估计材料
‑
辊间推力t
wmb
和辊间推力t
wbb
中的至少一方。
[0092]
在此,例如,根据非专利文献1,通过下述式(5a)、(6a)来表示材料
‑
辊间推力t
wmb
和辊间推力t
wbb
。
[0093]
[数3]
[0094]
[0095][0096]
各符号表示下面的成分。
[0097]
μ
wm
:下作业辊2与被轧制材料s之间的摩擦系数
[0098]
μ
wb
:下作业辊2与下加强辊4之间的摩擦系数
[0099]
φ
wm
:下作业辊2与被轧制材料s之间的交叉角
[0100]
φ
wb
:下作业辊2与下加强辊4之间的辊间交叉角
[0101]
γ=(1
‑
r)/r(r:压下率)
[0102]
g
w
:作业辊的横弹性系数
[0103]
g
b
:加强辊的横弹性系数
[0104]
p0:辊间最大接触压力
[0105]
p:轧制荷重
[0106]
即,可知:在材料
‑
辊间推力t
wmb
的计算中,需要下作业辊2与被轧制材料s之间的摩擦系数μ
wm
、下作业辊2与被轧制材料s之间的交叉角φ
wm
、轧制荷重p以及压下率r。还可知:在辊间推力t
wbb
的计算中,需要下作业辊2与下加强辊4之间的摩擦系数μ
wb
、下作业辊2与下加强辊4之间的辊间交叉角φ
wb
以及轧制荷重p。
[0107]
因而,根据式(1),能够通过下述式(7a)来表示作用于下作业辊轴承座6a、6b的推力反作用力t
wb
。
[0108]
[数4]
[0109]
t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wm
,μ
wb
,φ
wm
,φ
wb
,p,r)...(7a)
[0110]
关于式(7a)中的轧制荷重p和压下率r,能够获取实际状况值或者设定值。另一方面,下作业辊2与被轧制材料s之间的摩擦系数μ
wm
、下作业辊2与下加强辊4之间的摩擦系数μ
wb
、下作业辊2与被轧制材料s之间的交叉角φ
wm
、以及下作业辊2与下加强辊4之间的辊间交叉角φ
wb
为未知数。为了求出4个未知数,关于4个水平或多于4个水平的轧制荷重p与压下率r的组合,测定作用于下作业辊轴承座6a、6b的推力反作用力t
wb
即可。此外,在第五水平以后,根据上述式(5a)、(6a),使用通过4个水平求出的未知数的值、以及第五水平以后的轧制荷重p和压下率r,来获取材料
‑
辊间推力t
wmb
和辊间推力t
wbb
。
[0111]
能够使用通过这样获取到的材料
‑
辊间推力t
wmb
和辊间推力t
wbb
、以及测定出的辊轴方向推力反作用力,根据上述式(4
‑
1)~(4
‑
3)中的任一个来计算推力所引起的荷重差p
tdfb
。
[0112]
[2
‑
2.通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的情况(事例6)]
[0113]
接着,对通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的情况(事例6)下的计算推力所引起的轧制荷重差的计算方法进行说明。在该情况下,形成为通过下述式(5b)、(6b)来表示在事例1中通过式(5a)、(6a)表示的材料
‑
辊间推力t
wmb
和辊间推力t
wbb
。
[0114]
[数5]
[0115]
[0116][0117]
即,可知:在材料
‑
辊间推力t
wmb
的计算中,需要下作业辊2与被轧制材料s之间的交叉角φ
wm
、轧制荷重p以及压下率r。还可知:在辊间推力t
wbb
的计算中,需要下作业辊2与下加强辊4之间的辊间交叉角φ
wb
、以及轧制荷重p。
[0118]
因而,根据式(1),能够通过下述式(7b)来表示作用于下作业辊轴承座6a、6b的推力反作用力t
wb
。
[0119]
[数6]
[0120]
t
wb
=t
wbb
‑
t
wmb
=f
′
(φ
wm
,φ
wb
,p,r)...(7b)
[0121]
关于式(7b)中的轧制荷重p和压下率r,能够获取实际状况值或者设定值。另一方面,下作业辊2与被轧制材料s之间的交叉角φ
wm
、以及下作业辊2与下加强辊4之间的辊间交叉角φ
wb
为未知数。为了求出2个未知数,关于2个水平或多于2个水平的轧制荷重p和压下率r的组合,测定作用于下作业辊轴承座6a、6b的推力反作用力t
wb
即可。此外,在第三个水平以后,根据上述式(5b)、(6b),使用通过2个水平求出的未知数的值、以及第三个水平以后的轧制荷重p和压下率r,来获取材料
‑
辊间推力t
wmb
和辊间推力t
wbb
。
[0122]
能够使用通过这样获取到的材料
‑
辊间推力t
wmb
和辊间推力t
wbb
、以及测定出的辊轴方向推力反作用力,根据上述式(4
‑
1)~(4
‑
3)中的任一个来计算推力所引起的荷重差p
tdfb
。
[0123]
[2
‑
3.通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
的情况(事例11)]
[0124]
接着,对通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
的情况(事例11)下的计算推力所引起的轧制荷重差的计算方法进行说明。在该情况下,形成为通过下述式(5c)、(6c)来表示在事例1中通过式(5a)、(6a)表示的材料
‑
辊间推力t
wmb
和辊间推力t
wbb
。
[0125]
[数7]
[0126][0127][0128]
即,可知:在材料
‑
辊间推力t
wmb
的计算中,需要下作业辊2与被轧制材料s之间的摩擦系数μ
wm
、轧制荷重p以及压下率r。还可知:在辊间推力t
wbb
的计算中,需要下作业辊2与下加强辊4之间的摩擦系数μ
wb
以及轧制荷重p。
[0129]
因而,根据式(1),能够通过下述式(7c)来表示作用于下作业辊轴承座6a、6b的推力反作用力t
wb
。
[0130]
[数8]
[0131]
t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wm
,μ
wb
,p,r)...(7c)
[0132]
关于式(7c)中的轧制荷重p和压下率r,能够获取实际状况值或者设定值。另一方
面,下作业辊2与被轧制材料s之间的摩擦系数μ
wm
以及下作业辊2与下加强辊4之间的摩擦系数μ
wb
为未知数。为了求出2个未知数,关于2个水平或多于2个水平的轧制荷重p与压下率r的组合,测定作用于下作业辊轴承座6a、6b的推力反作用力t
wb
即可。此外,在第三个水平以后,根据上述式(5c)、(6c),使用通过2个水平求出的未知数的值、以及第三个水平以后的轧制荷重p和压下率r,来获取材料
‑
辊间推力t
wmb
和辊间推力t
wbb
。
[0133]
能够使用通过这样获取到的材料
‑
辊间推力t
wmb
和辊间推力t
wbb
、以及测定出的辊轴方向推力反作用力,根据上述式(4
‑
1)~(4
‑
3)中的任一个来计算推力所引起的荷重差p
tdfb
。
[0134]
[2
‑
4.通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例16)]
[0135]
接着,对通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例16)下的计算推力所引起的轧制荷重差的计算方法进行说明。在该情况下,形成为通过下述式(5d)、(6d)来表示在事例1中通过式(5a)、(6a)表示的材料
‑
辊间推力t
wmb
和辊间推力t
wbb
。
[0136]
[数9]
[0137][0138][0139]
即,可知:在材料
‑
辊间推力t
wmb
的计算中,需要轧制荷重p和压下率r。还可知:在辊间推力t
wbb
的计算中,需要轧制荷重p。
[0140]
因而,根据式(1),能够通过下述式(7d)来表示作用于下作业辊轴承座6a、6b的推力反作用力t
wb
。
[0141]
[数10]
[0142]
t
wb
=t
wb
b
‑
t
wmb
=f
′
(p,r)...(7d)
[0143]
关于式(7d)中的轧制荷重p和压下率r,能够获取实际状况值或者设定值。由于没有未知数,因此能够从第一个水平起,根据式(5d)、(6d),使用轧制荷重p和压下率r来获取材料
‑
辊间推力t
wmb
和辊间推力t
wbb
。
[0144]
能够使用通过这样获取到的材料
‑
辊间推力t
wmb
和辊间推力t
wbb
、以及测定出的辊轴方向推力反作用力,根据上述式(4
‑
1)~(4
‑
3)中的任一个来计算推力所引起的荷重差p
tdfb
。
[0145]
以上说明了与材料
‑
辊间交叉角、辊间交叉角、材料
‑
辊间摩擦系数以及辊间摩擦系数的4种获取模式相应的计算推力所引起的轧制荷重差的计算方法。对于上述以外的事例,如上述表1所示,材料
‑
辊间推力t
wmb
能够通过上述式(5a)~(5d)中的任一个求出,辊间推力t
wbb
能够通过上述式(6a)~(6d)中的任一个求出。此外,表示作用于作业辊轴承座6a、6b的推力反作用力t
wb
的式子在各事例中不同。具体的式子如下面那样。
[0146]
[数11]
[0147]
(事例2):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wb
,φ
wm
,φ
wb
,p,r)
···
(7e)
[0148]
(事例3):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wm
,φ
wm
,φ
wb
,p,r)
···
(7f)
[0149]
(事例4):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wm
,μ
wb
,φ
wb
,p,r)
···
(7g)
[0150]
(事例5):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wm
,μ
wb
,φ
wm
,p,r)
···
(7h)
[0151]
(事例7):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wb
,φ
wb
,p,r)
···
(7i)
[0152]
(事例8):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wb
,φ
wm
,p,r)
···
(7j)
[0153]
(事例9):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wm
,φ
wb
,p,r)
···
(7k)
[0154]
(事例10):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wm
,φ
wm
,p,r)
···
(7l)
[0155]
(事例12):t
wb
=t
wbb
‑
t
wmb
=f
′
(φ
wb
,p,r)
···
(7m)
[0156]
(事例13):t
wb
=t
wbb
‑
t
wmb
=f
′
(φ
wm
,p,r)
···
(7n)
[0157]
(事例14):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wb
,p,r)
···
(7o)
[0158]
(事例15):t
wb
=t
wbb
‑
t
wmb
=f
′
(μ
wm
,p,r)
···
(7p)
[0159]
[3.蛇行控制方法]
[0160]
[3
‑
1.概要]
[0161]
下面,基于图3和图4来说明本实施方式所涉及的被轧制材料的蛇行控制方法。图3是表示本实施方式所涉及的被轧制材料的蛇行控制方法的概要的流程图。图4是表示本实施方式所涉及的被轧制材料的蛇行控制方法的一例的流程图。本实施方式所涉及的被轧制材料的蛇行控制方法包括在轧制被轧制材料的尾端部之前实施的估计步骤(图3的s1、图4的s10)和在轧制被轧制材料的尾端部时实施的尾端控制步骤(图3的s2、图4的s20~s40)。
[0162]
如图3所示,在估计步骤中,通过估计来获取辊间推力和材料
‑
辊间推力中的至少一方(图3的s1)。辊间推力能够基于辊间交叉角和辊间摩擦系数来估计。材料
‑
辊间推力能够基于材料
‑
辊间交叉角和材料
‑
辊间摩擦系数来估计。辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数如上述表1所示那样通过测定或者估计来获取。
[0163]
在尾端控制步骤中,基于辊轴方向推力反作用力、辊间推力以及材料
‑
辊间推力中的任意两个参数,来对基于作业侧和驱动侧的轧制荷重计算出的轧制荷重差信息进行校正,从而实施压下调平控制(图3的s2)。
[0164]
首先,针对上辊系和下辊系中的至少一方,测定作业侧和驱动侧的轧制荷重。接着,基于辊轴方向推力反作用力、辊间推力以及材料
‑
辊间推力中的任意两个参数来对轧制荷重差信息进行校正。辊轴方向推力反作用力是针对被测定出作业侧和驱动侧的轧制荷重的上辊系和下辊系中的至少一方测定的作用于加强辊以外的辊的推力反作用力。能够在测定轧制荷重时同时测定辊轴方向推力反作用力。辊间推力和材料
‑
辊间推力能够通过步骤s1获取。然后,基于获取到的任意两个参数,对轧制荷重差信息进行校正,基于校正后的轧制荷重差信息来实施轧机的压下调平控制。
[0165]
只要获取辊轴方向推力反作用力、辊间推力以及材料
‑
辊间推力中的任意两个参数,就能够精确地求出辊间推力所引起的差荷重。能够任意地进行两个参数的选择。例如,可以设为,选择能够更高精度地获取的参数来求出辊间推力所引起的差荷重。
[0166]
图4表示选择辊间推力及材料
‑
辊间推力中的某一个、以及辊轴方向推力反作用力来作为两个参数的情况下的处理。
[0167]
在图4所示的处理中,首先,针对上辊系和下辊系中的至少一方,同时测定作用于加强辊以外的辊的辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重(s20)。在测定作业侧和驱动侧的轧制荷重时,测定辊轴方向推力反作用力。在此,只要在尾端控制有效地
发挥功能的范围内获取辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重即可,可以不必严格地同时进行测定。接着,基于测定出的辊轴方向推力反作用力、以及通过步骤s10获取到的辊间推力或材料
‑
辊间推力,来对基于测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差信息进行校正(s30)。作为轧制荷重差信息,存在作业侧和驱动侧的轧制荷重的差即轧制荷重差、或轧制荷重差率等。然后,基于校正后的轧制荷重差信息来实施轧机的压下调平控制(s40)。
[0168]
根据本实施方式所涉及的被轧制材料的蛇行控制方法,考虑材料
‑
辊间推力或辊间推力,并且考虑交叉角的影响(例如,衬垫磨损所致的经时变化)和摩擦系数的影响(例如辊磨损、表面粗糙所致的经时变化),来进行被轧制材料的蛇行控制。由此,能够考虑推力的影响来更精确地实施调平修正,从而能够降低蛇行量。另外,在本实施方式所涉及的被轧制材料的蛇行控制方法中,无需在生产线上设置测定设备,因此能够简便地实现。
[0169]
下面,针对下述4个事例,具体地说明被轧制材料的蛇行控制方法。
[0170]
(事例1)通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部
[0171]
(事例6)通过测定来获μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
[0172]
(事例11)通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
[0173]
(事例16)通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部
[0174]
[3
‑
2.通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例1)]
[0175]
首先,基于图5,对通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例1)下的被轧制材料的蛇行控制方法进行说明。图5是表示通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例1)下的被轧制材料的蛇行控制方法的流程图。
[0176]
如图5所示,首先,在开始轧制被轧制材料的尾端部之前,由估计部110进行估计处理(s100),该估计处理是用于基于包括4个水平或多于4个水平的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力的轧制实际状况来获取辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数的处理。步骤s100轧制荷重和压下率可以使用实际状况值和设定值中的任一个。推力反作用力是以各水平测定出的测定值。步骤s100中使用的4个水平或多于4个水平的轧制实际状况被保存于轧制实际状况数据库200。估计部110从轧制实际状况数据库200获取针对上辊系和下辊系中的至少一方获取到的4个以上的轧制实际状况。
[0177]
在此,估计中使用的4个水平或多于4个水平的轧制实际状况可以不是时间序列上连续获取到的数据,只要是在尾端部随后将要通过的被轧制材料之前轧制过的被轧制材料的轧制实际状况即可。此外,若以稳定轧制状态中的摩擦系数和交叉角在时间序列上连续的被轧制材料之间几乎不变为前提,则通过在估计中使用针对最近轧制过的4个被轧制材料获得的轧制实际状况,能够得到考虑了经时变化的摩擦系数和交叉角。此外,最近轧制过的被轧制材料是指从有关的材料起的能够视为不存在因辊更换或辊磨损等而引起的摩擦系数或者交叉角的变化的期间内轧制过的被轧制材料。另外,4个水平或多于4个水平的轧制实际状况可以是从各不相同的被轧制材料获取到的值,也可以使用利用同一被轧制材料得到的多个水平的轧制实际状况。水平数越多,则获取到的摩擦系数和交叉角的精度越高。
[0178]
估计部110基于作为步骤s100的估计结果而获取到的辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数,来计算材料
‑
辊间推力t
wmb
和辊间推力t
wbb
中的
至少一方(s110)。材料
‑
辊间推力t
wmb
例如能够通过上述式(5a)求出,辊间推力t
wbb
例如能够通过上述式(6a)求出。到步骤s110为止的处理是在开始轧制被轧制材料的尾端部之前实施的。此外,步骤s100和s110与图3所示的处理的步骤s1对应。
[0179]
接着,在轧制被轧制材料的尾端部时,进行下面的步骤s120~s140所示的尾端控制。步骤s120~s140与图3所示的处理的步骤s2对应。
[0180]
首先,针对上辊系和下辊系中的至少一方,同时测定作用于加强辊以外的辊的辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重(s120)。此外,只要在尾端控制有效地发挥功能的范围内获取辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重即可,可以不必严格地同时进行测定。辊轴方向推力反作用力通过推力反作用力测定装置12a、12b来测定。驱动侧的轧制荷重通过下荷重检测装置11a来测定,作业侧的轧制荷重通过下荷重检测装置11b来测定。获取到的辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重被输出到差荷重/推力反作用力获取部120。差荷重/推力反作用力获取部120利用作业侧和驱动侧的轧制荷重来计算荷重差或者荷重差率。
[0181]
接着,通过校正部130来基于测定出的辊轴方向推力反作用力和由估计部110计算出的辊间推力或材料
‑
辊间推力,对基于测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差或者轧制荷重差率进行校正(s130)。校正部130基于上述式(4
‑
1)~(4
‑
3)中的任一个来计算推力所引起的轧制荷重差。然后,利用从基于步骤s120中测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差中去除计算出的推力所引起的轧制荷重差,来对轧制荷重差进行校正。在轧制荷重差率的情况下,也同样地进行校正即可。
[0182]
之后,调平控制部140基于由校正部130校正后的轧制荷重差或者轧制荷重差率来实施压下调平控制(s140)。调平控制部140计算调平装置13a、13b的控制量,基于该控制量来驱动调平装置13a、13b。
[0183]
以上说明了通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例1)下的被轧制材料的蛇行控制方法。
[0184]
[3
‑
3.通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的情况(事例6)]
[0185]
接着,基于图6~图8,对通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的情况(事例6)下的被轧制材料的蛇行控制方法进行说明。图6是表示通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的情况(事例6)下的被轧制材料的蛇行控制方法的流程图。图7是示出摩擦系数的测定方法的一例的说明图。图8是示出摩擦系数的测定方法的其它一例的说明图。此外,在下面的说明中,关于与图5所示的事例1的情况同样的处理省略详细的说明。
[0186]
在本事例中,如图6所示,首先,在开始轧制被轧制材料的尾端部之前,通过估计部110进行以下处理:基于包括2个水平或多于2个水平的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力的轧制实际状况,来获取辊间交叉角和材料
‑
辊间交叉角(s200)。轧制荷重和压下率可以使用实际状况值和设定值中的任一个。推力反作用力是以各水平测定出的测定值。在步骤s200中使用的2个水平或多于2个水平的轧制实际状况被保存于轧制实际状况数据库200。估计部110从轧制实际状况数据库200获取针对上辊系和下辊系中的至少一方获取到的2个以上的轧制实际状况。
[0187]
在此,与上述的事例1的情况同样,估计中使用的2个水平或多于2个水平的轧制实
际状况可以不是时间序列上连续获取到的数据,只要是在尾端部随后将要通过的被轧制材料之前轧制过的被轧制材料的轧制实际状况即可。此外,若以稳定轧制状态中的摩擦系数和交叉角在时间序列上连续的被轧制材料之间几乎不变为前提,则通过在估计中使用针对最近轧制过的2个被轧制材料获得的轧制实际状况,能够得到考虑了经时变化的交叉角。另外,2个水平或多于2个水平的轧制实际状况可以是从各不相同的被轧制材料获取到的值,也可以使用利用同一被轧制材料得到的多个水平的轧制实际状况。水平数越多,则获取到的交叉角的精度越高。
[0188]
另一方面,辊间摩擦系数和材料
‑
辊间摩擦系数通过测定来获取。材料
‑
辊间摩擦系数μ
wm
例如能够基于日本特开平4
‑
284909号公报所记载的方法来获取。在所述的方法中,如图7所示,在热轧精轧机的上游侧轧制机架中,接收轧制机架的荷重传感器开启信号来测定出侧速度v0和辊周速v
r
,根据出侧速度v0与辊周速v
r
之比来获取前滑率。出侧速度v0能够通过配置于轧制机架出侧的出侧速度计16b来测定。然后,根据基于测定值的前滑率和轧制荷重p的实际状况值,来计算被轧制材料s的变形阻力、以及轧制辊与被轧制材料之间的摩擦系数μ
wm
。
[0189]
另外,一般已知辊间摩擦系数μ
wb
依赖于对象物的表面粗糙度。因此,例如在将辊组装前,预先求出作业辊1、2及加强辊3、4的表面粗糙度与辊间摩擦系数μ
wb
之间的关系,并以表的形式获取这些关系。关于表示作业辊1、2及加强辊3、4的表面粗糙度与辊间摩擦系数μ
wb
之间的关系的表,例如能够通过利用与作业辊1、2及加强辊3、4的表面的材料相同的材料制作表面粗糙度不同的试验片,由摩擦磨损试验机等测定摩擦系数来获取表。
[0190]
然后,在将辊组装后且轧制开始前等,能够测定作业辊1、2和加强辊3、4的表面粗糙度,参照预先获取到的表来估计辊间摩擦系数μ
wb
。关于作业辊1、2和加强辊3、4的表面粗糙度r
w
、r
b
,能够使用例如图8的作业辊粗糙度仪17b那样针对各辊分别设置的粗糙度仪来测定。此外,若设置有能够测定被轧制材料s的表面粗糙度r
m
的板粗糙度仪17a,则同样也能够获取材料
‑
辊间摩擦系数μ
wm
。
[0191]
返回到图6的说明,估计部110基于作为步骤s200的估计结果而获取到的辊间交叉角和材料
‑
辊间交叉角、以及测定出的辊间摩擦系数和材料
‑
辊间摩擦系数,来计算材料
‑
辊间推力t
wmb
和辊间推力t
wbb
中的至少一方(s210)。材料
‑
辊间推力t
wmb
例如能够通过上述式(5b)求出,辊间推力t
wbb
例如能够通过上述式(6b)求出。到步骤s210为止的处理是在开始轧制被轧制材料的尾端部之前实施的。
[0192]
接着,在轧制被轧制材料的尾端部时,进行下面的步骤s220~s240所示的尾端控制。步骤s220~s240的处理与图5的步骤s120~s140同样地进行。
[0193]
即,首先,针对上辊系和下辊系中的至少一方,同时测定作用于加强辊以外的辊的辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重(s220)。此外,只要在尾端控制有效地发挥功能的范围内获取辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重即可,可以不必严格地同时进行测定。差荷重/推力反作用力获取部120根据作业侧和驱动侧的轧制荷重来计算荷重差或者荷重差率。
[0194]
接着,通过校正部130来基于测定出的辊轴方向推力反作用力、以及由估计部110计算出的辊间推力或材料
‑
辊间推力,对基于测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差或者轧制荷重差率进行校正(s230)。然后,通过从基于步骤s220中测定出的
作业侧和驱动侧的轧制荷重计算出的轧制荷重差中去除掉计算出的推力所引起的轧制荷重差,来对轧制荷重差进行校正。在轧制荷重差率的情况下,也同样地进行校正即可。
[0195]
之后,调平控制部140基于由校正部130校正后的轧制荷重差或者轧制荷重差率来实施压下调平控制(s240)。调平控制部140计算调平装置13a、13b的控制量,基于该控制量来驱动调平装置13a、13b。
[0196]
以上说明了通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的情况(事例6)下的被轧制材料的蛇行控制方法。
[0197]
[3
‑
4.通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
的情况(事例11)]
[0198]
接着,基于图9和图10,对通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
的情况(事例11)下的被轧制材料的蛇行控制方法进行说明。图9是表示通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
的情况(事例11)下的被轧制材料的蛇行控制方法的流程图。图10是示出交叉角的测定方法的一例的说明图。此外,在下面的说明中,也是关于与图5所示的事例1的情况同样的处理省略详细的说明。
[0199]
在本事例中,如图9所示,首先,在开始轧制被轧制材料的尾端部之前,由估计部110进行如下处理:基于包括2个水平或多于2个水平的轧制荷重、压下率以及作用于加强辊以外的辊的推力反作用力的轧制实际状况,来获取辊间摩擦系数和材料
‑
辊间摩擦系数(s300)。轧制荷重和压下率可以使用实际状况值和设定值中的任一个。推力反作用力是以各水平测定出的测定值。步骤s300中使用的2个水平或多于2个水平的轧制实际状况被保存于轧制实际状况数据库200。估计部110从轧制实际状况数据库200获取针对上辊系和下辊系中的至少一方获取到的2个以上的轧制实际状况。
[0200]
在此,与上述的事例1的情况同样,估计中使用的2个水平或多于2个水平的轧制实际状况可以不是时间序列上连续获取到的数据,只要是在尾端部随后将要通过的被轧制材料之前轧制过的被轧制材料的轧制实际状况即可。此外,若以稳定轧制状态下的摩擦系数和交叉角在时间序列上连续的被轧制材料之间几乎不变为前提,则通过在估计中使用针对最近轧制过的2个被轧制材料获得的轧制实际状况,能够得到考虑了经时变化的摩擦系数。另外,2个水平或多于2个水平的轧制实际状况可以是从各不相同的被轧制材料获取到的值,也可以使用利用同一被轧制材料得到的多个水平的轧制实际状况。水平数越多,则获取到的摩擦系数的精度越高。
[0201]
另一方面,通过测定来获取辊间交叉角φ
wb
和材料
‑
辊间交叉角φ
wm
。例如,在具备能够向轴承座
‑
壳体间施加轧制方向外力的装置的情况下,能够根据其缸体位置在作业侧(ws)与驱动侧(ds)的差来求出交叉角。在此,基于图10,来考虑下辊系的下作业辊2和下加强辊4的交叉角θ
w
、θ
b
。下作业辊2在驱动侧和作业侧被下作业辊轴承座6a、6b所支承。下作业辊轴承座6a、6b被轧制方向外力施加装置18a、18b向壳体15推压。下加强辊轴承座8a、8b被轧制方向外力施加装置19a、19b向壳体15推压。此外,对于上辊系,也同样考虑即可。
[0202]
如图10所示,将作业辊(wr)的作业侧(ws)的缸体位置设为c
ww
,将作业辊(wr)的驱动侧(ds)的缸体位置设为c
wd
。另外,将加强辊(bur)的作业侧(ws)的缸体位置设为c
bw
,将加强辊(bur)的驱动侧(ds)的缸体位置设为c
bd
。而且,将轴承座间距离设为a1。此时,下作业辊2的交叉角θ
w
和下加强辊4的交叉角θ
b
通过下述式(8)、(9)来表示。
[0203]
[数12]
[0204][0205][0206]
根据上述式(8)、(9),材料
‑
辊间交叉角φ
wm
和辊间交叉角φ
wb
通过下述式(10)、(11)来表示。
[0207]
[数13]
[0208][0209][0210]
返回到图9的说明,估计部110基于作为步骤s300的估计结果而获取到的辊间摩擦系数和材料
‑
辊间摩擦系数、以及测定出的辊间交叉角和材料
‑
辊间交叉角,来计算材料
‑
辊间推力t
wmb
和辊间推力t
wbb
中的至少一方(s310)。材料
‑
辊间推力t
wmb
例如能够通过上述式(5c)求出,辊间推力t
wbb
例如能够通过上述式(6c)求出。到步骤s310为止的处理是在开始轧制被轧制材料的尾端部之前实施的。
[0211]
接着,在轧制被轧制材料的尾端部时,进行下面的步骤s320~s340所示的尾端控制。步骤s320~s340的处理与图5的步骤s120~s140同样地进行。
[0212]
即,首先,针对上辊系和下辊系中的至少一方,同时测定作用于加强辊以外的辊的辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重(s320)。此外,只要在尾端控制有效地发挥功能的范围内获取辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重即可,可以不必严格地同时进行测定。差荷重/推力反作用力获取部120根据作业侧和驱动侧的轧制荷重来计算荷重差或者荷重差率。
[0213]
接着,通过校正部130来基于测定出的辊轴方向推力反作用力、以及由估计部110计算出的辊间推力或材料
‑
辊间推力,对基于测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差或者轧制荷重差率进行校正(s330)。然后,通过从基于步骤s320中测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差中去除掉计算出的推力所引起的轧制荷重差,来对轧制荷重差进行校正。在轧制荷重差率的情况下,也同样地进行校正即可。
[0214]
之后,调平控制部140基于由校正部130校正后的轧制荷重差或者轧制荷重差率来实施压下调平控制(s340)。调平控制部140计算调平装置13a、13b的控制量,基于该控制量来驱动调平装置13a、13b。
[0215]
以上说明了通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的情况(事例6)下的被轧制材料的蛇行控制方法。
[0216]
[3
‑
5.通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例16)]
[0217]
接着,基于图11,对通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例16)下的被轧制材料的蛇行控制方法进行说明。图11是表示通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例16)下的被轧制材料的蛇行控制方法的流程图。此外,在下面的说明中,也是关于与图5所示的事例1的情况同样的处理省略详细的说明。
[0218]
在本事例中,通过测定来获取辊间摩擦系数、材料
‑
辊间摩擦系数、辊间交叉角以及材料
‑
辊间交叉角。辊间摩擦系数、材料
‑
辊间摩擦系数利用图7、图8所示的方法通过测定来获取即可。辊间交叉角和材料
‑
辊间交叉角利用图10所示的方法通过测定来获取即可。
[0219]
估计部110基于通过测定而获取到的辊间摩擦系数、材料
‑
辊间摩擦系数、辊间交叉角以及材料
‑
辊间交叉角,来计算材料
‑
辊间推力t
wmb
和辊间推力t
wbb
中的至少一方(s410)。材料
‑
辊间推力t
wmb
例如能够通过上述式(5d)求出,辊间推力t
wbb
例如能够通过上述式(6d)求出。步骤s410的处理是在开始轧制被轧制材料的尾端部之前实施的。
[0220]
接着,在轧制被轧制材料的尾端部时,进行下面的步骤s420~s440所示的尾端控制。步骤s420~s440的处理与图5的步骤s120~s140同样地进行。
[0221]
即,首先,针对上辊系和下辊系中的至少一方,同时测定作用于加强辊以外的辊的辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重(s420)。此外,只要在尾端控制有效地发挥功能的范围内获取辊轴方向推力反作用力、以及作业侧和驱动侧的轧制荷重即可,可以不必严格地同时进行测定。差荷重/推力反作用力获取部120根据作业侧和驱动侧的轧制荷重来计算荷重差或者荷重差率。
[0222]
接着,通过校正部130来基于测定出的辊轴方向推力反作用力、以及由估计部110计算出的辊间推力或材料
‑
辊间推力,对基于测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差或者轧制荷重差率进行校正(s430)。然后,通过从基于步骤s420中测定出的作业侧和驱动侧的轧制荷重计算出的轧制荷重差中去除掉计算出的推力所引起的轧制荷重差,来对轧制荷重差进行校正。在轧制荷重差率的情况下,也同样地进行校正即可。
[0223]
之后,调平控制部140基于由校正部130校正后的轧制荷重差或者轧制荷重差率来实施压下调平控制(s440)。调平控制部140计算调平装置13a、13b的控制量,基于该控制量来驱动调平装置13a、13b。
[0224]
以上说明了通过测定来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况(事例16)下的被轧制材料的蛇行控制方法。此外,对于表1所示的事例1、6、11、16以外的事例,也能够与上述同样地实施被轧制材料的蛇行控制。
[0225]
根据本实施方式,考虑材料
‑
辊间推力或者辊间推力,并且考虑交叉角的影响(例如,衬垫磨损所致的经时变化)和摩擦系数的影响(例如辊磨损、表面粗糙所致的经时变化),来进行被轧制材料的蛇行控制。由此,能够考虑推力的影响来更精确地实施调平修正,从而能够降低蛇行量。另外,在本实施方式所涉及的被轧制材料的蛇行控制方法中,无需在生产线上设置测定设备,因此能够简便地实现。
[0226]
[4.交叉角和摩擦系数的更新]
[0227]
在上述的被轧制材料的蛇行控制方法中,除了表1的事例16以外,在轧制被轧制材料的尾端部之前,通过估计来获取交叉角或者摩擦系数。在此,能够通过学习从辊重排后到更换之前的交叉角和摩擦系数的学习值的变化行为,来制作更高精度的交叉角和摩擦系数的学习模型。
[0228]
例如,在如表1的事例1那样通过估计来获取μ
wm
、μ
wb
、φ
wm
以及φ
wb
的全部的情况下,在图5所示的步骤s100中,通过估计部110来基于根据过去的学习结果计算出的辊间交叉
角、材料
‑
辊间交叉角、辊间摩擦系数及材料
‑
辊间摩擦系数的针对各被轧制材料的变动量预测值、以及前次轧制中的辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数及材料
‑
辊间摩擦系数的学习结果,计算本次轧制中的辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数。
[0229]
例如,如下述表2所示,考虑如下情况:获取第一个~第i个被轧制材料中的交叉角和摩擦系数的学习结果,估计第i 1个被轧制材料(该被轧制材料)中的交叉角和摩擦系数。
[0230]
[表2]
[0231]
表2
[0232][0233]
此时,例如,能够通过下述式(12
‑
1)~(12
‑
4),使用各被轧制材料的变动量预测值来预测第i 1个被轧制材料中的交叉角(φ
wmi 1
、φ
wbi 1
)和摩擦系数(μ
wmi 1
、μ
wbi 1
)。此外,变动量预测值通过第i个被轧制材料与第i
‑
1个被轧制材料中的交叉角或摩擦系数的差来表示。例如,在式(12
‑
1)中,(μ
wmi
‑
μ
wmi
‑1)表示变动量预测值。
[0234]
[数14]
[0235][0236][0237][0238][0239]
此外,对于表1所示的事例1以外的事例,从更新对象中去除通过测定来获取的值即可。例如,在通过测定来获取μ
wm
和μ
wb
且通过估计来获取φ
wm
和φ
wb
的事例6的情况下,辊间交叉角φ
wb
和材料
‑
辊间交叉角φ
wm
为更新对象。在通过估计来获取μ
wm
和μ
wb
且通过测定来获取φ
wm
和φ
wb
的事例11的情况下,辊间摩擦系数μ
wb
和材料
‑
辊间摩擦系数μ
wm
为更新对象。此外,在事例16中,通过测定来获取辊间摩擦系数、材料
‑
辊间摩擦系数、辊间交叉角以及材料
‑
辊间交叉角的全部,因此不进行所述的处理。
[0240]
通过像这样学习交叉角和摩擦系数,能够不需要实时地学习该被轧制材料的交叉角和摩擦系数,从而降低在线的计算负荷。此外,学习的项目并不限定于通过估计来获取的值。即,也可以为,在交叉角和摩擦系数的学习处理是以降低在线的计算负荷为目的的情况下,更新对象是如上述那样的,但例如在考虑测定装置的突发异常的应对措施等的情况下,对于通过测定来获取的项目也实施变化行为的学习。
[0241]
另外,也可以为,辊间交叉角、材料
‑
辊间交叉角、辊间摩擦系数以及材料
‑
辊间摩擦系数中的通过估计而获取的估计值分别根据基于过去轧制过的被轧制材料中的稳定部的数据的估计值与基于过去轧制过的被轧制材料中的尾端部的数据的估计值之差来被校正。例如,材料
‑
辊间摩擦系数可能由于在轧制时产生的氧化皮(日语:
スケール
)的影响等而在被轧制材料的稳定部与尾端部是不同的。因此,当基于被轧制材料的稳定部的数据求出估计值时,有时也是不适合于实际被进行蛇行控制的被轧制材料的尾端部的值。因此,也可以为,根据基于过去轧制过的被轧制材料中的稳定部的数据的估计值与基于过去轧制过的被轧制材料中的尾端部的数据的估计值之差来进行学习,对于该材料,考虑该差分来计算估计值。
[0242]
此外,在例如热轧精轧机那样由多个轧制机架构成的轧机的情况下,被轧制材料的尾端部是指尾端从通过前一机架起到通过该机架为止的部分。另外,被轧制材料的稳定部是指除了前端部和尾端部以外的形状稳定的部分。例如,在最终机架以外的被轧制材料的稳定部也可以设为从前端被咬入下一机架起到尾端部通过前一机架为止的部分。对于最终机架,可以将与其前一个机架中的稳定部同等的部分作为被轧制材料的稳定部。
[0243]
实施例
[0244]
为了验证本发明所涉及的被轧制材料的蛇行控制方法的效果,实施了被轧制材料的压下调平控制仿真。仿真条件如下。假设小型的试验轧机来设定下面的条件,作为推力以外的干扰,考虑楔块(30μm)和左右变形阻力差(35kg/mm),从而实施了仿真。
[0245]
(仿真条件)
[0246]
作业辊直径:295.2mm
[0247]
加强辊直径:714.0mm
[0248]
轧制荷重:400tonf
[0249]
压下率:30%
[0250]
入侧板厚:5mm
[0251]
板宽:400mm
[0252]
轧制速度:50mpm
[0253]
材料
‑
辊间摩擦系数μ
wm
:0.25
[0254]
辊间摩擦系数μ
wb
:0.1
[0255]
材料
‑
辊间交叉角φ
wm
:0.03
°
[0256]
辊间交叉角φ
wb
:0.03
°
[0257]
作为实施例1~4,实施了通过上述的本发明所涉及的蛇行控制方法对被轧制材料进行了轧制的情况下的仿真。实施例1为表1的事例1的情况,估计交叉角和摩擦系数来求出推力,利用推力所引起的轧制荷重差来对根据测定值得到的轧制荷重差进行校正,从而进行了压下调平控制。实施例2为表1的事例6的情况,通过估计来获取估计交叉角并且通过测定来获取摩擦系数来求出推力,利用推力所引起的轧制荷重差对根据测定值得到的轧制荷重差进行校正,从而进行了压下调平控制。实施例3为表1的事例11的情况,通过估计来获取摩擦系数并且通过测定来获取交叉角来求出推力,利用推力所引起的轧制荷重差对根据测定值得到的轧制荷重差进行校正,从而进行了压下调平控制。实施例4为表1的事例16的情况,测定交叉角和摩擦系数来求出推力,利用推力所引起的轧制荷重差对根据测定值得到
的轧制荷重差进行校正,从而进行了压下调平控制。
[0258]
此外,在实施例2~4中,考虑测定误差,并假定为存在1%的测定误差。在实施例2中,假定材料
‑
辊间摩擦系数μ
wm
为0.2525、辊间摩擦系数μ
wb
为0.101。在实施例3中,假定材料
‑
辊间交叉角φ
wm
为0.0303
°
、辊间交叉角φ
wb
为0.0303
°
。在实施例4中,假定材料
‑
辊间摩擦系数μ
wm
为0.2525、辊间摩擦系数μ
wb
为0.101、材料
‑
辊间交叉角φ
wm
为0.0303
°
、辊间交叉角φ
wb
为0.0303
°
。
[0259]
另一方面,在比较例1中,仅获取交叉角来求出推力,利用推力所引起的轧制荷重差对根据测定值得到的轧制荷重差进行校正,从而进行了压下调平控制。在比较例2中,仅获取摩擦系数来求出推力,利用推力所引起的轧制荷重差对根据测定值得到的轧制荷重差进行校正,从而进行了压下调平控制。在比较例3中,虽然考虑推力,但并不获取交叉角和摩擦系数,利用推力所引起的轧制荷重差对根据测定值得到的轧制荷重差进行校正,从而进行了压下调平控制。在比较例4中,完全不考虑推力地进行了压下调平控制。
[0260]
此外,在比较例1中,假定材料
‑
辊间摩擦系数μ
wm
为0.3、辊间摩擦系数μ
wb
为0.15。在比较例2中,假定材料
‑
辊间交叉角φ
wm
为0.031
°
、辊间交叉角φ
wb
为0.031
°
。在比较例3中,假定材料
‑
辊间摩擦系数μ
wm
为0.3、辊间摩擦系数μ
wb
为0.15、材料
‑
辊间交叉角φ
wm
为0.031
°
、辊间交叉角φ
wb
为0.031
°
。
[0261]
实施例1和比较例1~4的各方法的评价是根据蛇行量来进行的。蛇行量设为从推力产生起的3秒后的蛇行量。在表3中示出仿真结果。
[0262]
[表3]
[0263]
表3
[0264][0265]
根据表3,与比较例1~4相比,在实施例1~4中,能够减小推力所引起的差荷重校正误差,还能够使蛇行量降到最低。由此表明,通过使用本发明的被轧制材料的蛇行控制方法,能够考虑推力的影响来更精确地进行调平修正,从而降低被轧制材料的蛇行量。
[0266]
以上参照附图详细地说明了本发明的优选的实施方式,但本发明并不限定于所述的例子。只要是具有本发明所属的技术领域中的通常知识的人,就能够在权利要求书所记载的技术思想的范畴内想到各种变更例或者修正例,这是显而易见的,应当了解,这些变更例或者修正例当然也属于本发明的技术范围。
[0267]
例如,在上述实施方式中,说明了4辊轧机中的被轧制材料的蛇行控制方法,但本发明并不限定于所述的例子。例如也能够应用于6辊轧机。
[0268]
附图标记说明
[0269]
1:上作业辊;2:下作业辊;3:上加强辊;4:下加强辊;5a:上作业辊轴承座(驱动侧);5b:上作业辊轴承座(作业侧);6a:下作业辊轴承座(驱动侧);6b:下作业辊轴承座(作业侧);7a:上加强辊轴承座(驱动侧);7b:上加强辊轴承座(作业侧);8a:下加强辊轴承座(驱动侧);8b:下加强辊轴承座(作业侧);10:轧机;11a:下荷重检测装置(驱动侧);11b:下荷重检测装置(作业侧);12a:推力反作用力测定装置(驱动侧);12b:推力反作用力测定装置(作业侧);13a:调平装置(驱动侧);13b:调平装置(作业侧);14a:作业辊移位装置(驱动侧);14b:作业辊移位装置(作业侧);15:壳体;16b:出侧速度计;17a:板粗糙度仪;17b:作业辊粗糙度仪;18a:轧制方向外力施加装置(作业辊驱动侧);18b:轧制方向外力施加装置(作业辊作业侧);19a:轧制方向外力施加装置(加强辊驱动侧);19b:轧制方向外力施加装置(加强辊作业侧);110:估计部;120:差荷重/推力反作用力获取部;130:校正部;140:调平控制部;200:轧制实际状况数据库。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。