1.本实用新型涉及钢管加工模具技术领域,具体涉及一种高频焊管自锁榫接模具。
背景技术:
2.高频焊管制管模具因成形模具型腔的需要,有多道次模具都是由数个部件进行配合,数件配合比起一件式更能确保加工精度,并可在模具部件磨损情况下进行单件更换,过去模具部件彼此间的紧固都是经由机组模座强压或螺丝进行锁紧,由于模具在成形过程中必须承受材料因变形产生的反作用力,因此经常出现机组模座松脱或螺丝断裂的问题,在生产过程更不易发现成形异常,成形的不稳定有高风险造成焊道开裂问题,并且在不稳定受力下也容易造成模座甚至机组的损坏,螺丝的断裂也造成模具整修时间长或报废模具的风险,过去的设计方式持续影响着高频焊管的生产质量及效益的进步。
技术实现要素:
3.针对上述技术问题,本实用新型提供一种高频焊管自锁榫接模具,改善了制管生产时因成形过程的模具受力造成松脱问题,模具有自锁功能,避免了因模具自主松脱在成形过程的不稳定受力传递至机组模座,提高制管产品质量及机组模座的使用寿命。
4.为实现上述目的,本实用新型采用如下的技术方案:
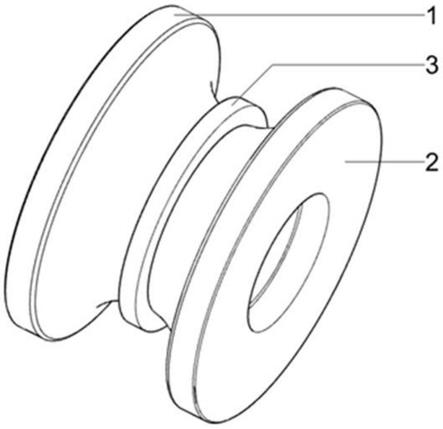
5.一种高频焊管自锁榫接模具,包括型腔左模具、型腔右模具和导向片,所述型腔左模具和型腔右模具镜像对称设于导向片两侧,与导向片榫接连接。
6.进一步的,所述导向片包括第一圆环部和第二圆环部,第一圆环部的内圆直径与第二圆环部的外圆直径相同,第一圆环部和第二圆环部一体成型,第一圆环部的厚度大于第二圆环部的厚度,在所述第二圆环部的两侧镜像对称设有榫接结构。
7.进一步的,所述榫接结构的横截面呈
“┘”
型,包括平直部和凸台部,所述平直部与第二圆环部的两侧面连接。
8.进一步的,所述型腔左模具和型腔右模具均包括圆环型腔部,在所述圆环型腔部的内侧面上设有一体成型的圆环连接部,在所述圆环连接部的外侧的内侧面上设有一与榫接结构相适配的榫接槽沟。
9.进一步的,所述榫接槽沟包括相互连通的伸入部槽沟和榫接部槽沟,所述伸入部槽沟和榫接部槽沟的深度与榫接结构的长度相同,榫接部槽沟的横截面形状与榫接结构的横截面形状相同;型腔左模具上的榫接部槽沟位于伸入部槽沟的顺时针方向,型腔右模具上的榫接部槽沟位于伸入部槽沟的逆时针方向。
10.进一步的,所述凸台部上端面的左右两个棱角为圆角设计,两个所述凸台部的外侧壁为自下而上向外倾斜壁,倾斜角度为0.3
°
。
11.本实用新型的高频焊管自锁榫接模具进行自锁榫接设计,由型腔左模具、型腔右模具搭配中间连接的导向片构成,型腔左模具及型腔右模具中带有榫接槽沟,导向片3中带有榫接结构,由于制管过程的模具呈顺时钟方向转动,因此型腔左模具、型腔右模和导向片
装配时以导向片为中心,在套入型腔左模具及型腔右模具时榫接结构先伸入伸入部槽沟内然后逆时针旋转转入榫接部槽沟内,由于伸入部槽沟的设计,榫接结构可顺利旋入榫接部槽沟内,两个榫接结构外侧轻微的斜度设计使导向片的榫接结构与型腔右模具的榫接槽沟有紧配功能,进一步增加防脱能力。
12.本实用新型的高频焊管自锁榫接模具具有自锁功能,针对制管模具在需要数件部件进行配合的道次,改善制管生产时因成形过程的模具受力造成松脱问题,避免因模具自主松脱在成形过程的不稳定受力传递至机组模座,解决了模具因自锁使用螺丝的紧固,改善因螺丝断裂造成的模具整修甚至报废,使制管的生产过程能稳定成形材料,提高了制管产品质量及机组模座的使用寿命。
附图说明
13.图1是本实用新型所述的高频焊管自锁榫接模具整体结构示意;
14.图2是本实用新型所述的型腔左模具结构示意图;
15.图3是本实用新型所述的型腔右模具结构示意图;
16.图4是本实用新型所述的型腔左模具的榫接槽沟放大结构示意图;
17.图5是本实用新型所述的导向片结构示意图;
18.图6是本实用新型所述的频焊管自锁榫接模具横剖结构图;
19.图7是图6中a的局部放大图。
20.其中,1
‑
型腔左模具,2
‑
型腔右模具,3
‑
导向片,11
‑
圆环型腔部,12
‑
圆环连接部,13
‑
榫接槽沟,131
‑
伸入部槽沟,132
‑
榫接部槽沟,31
‑
第一圆环部,32
‑
第二圆环部,331
‑
平直部,332
‑
凸台部。
具体实施方式
21.下面结合附图及具体实施例对本实用新型作进一步说明。
22.如图1
‑
4所示,一种高频焊管自锁榫接模具,包括型腔左模具1、型腔右模具2和导向片3,所述型腔左模具1和型腔右模具2镜像对称设于导向片3两侧,与导向片3榫接连接;所述导向片3包括第一圆环部31和第二圆环部32,第一圆环部31的内圆直径与第二圆环部32的外圆直径相同,第一圆环部31和第二圆环部32一体成型,第一圆环部31的厚度大于第二圆环部32的厚度,在所述第二圆环部32的两侧镜像对称设有榫接结构33,所述榫接结构33的横截面呈
“┘”
型,包括平直部331和凸台部332,所述平直部331与第二圆环部32的两侧面连接,所述凸台部332上端面的左右两个棱角为圆角设计,外侧壁为自下而上向外倾斜壁,倾斜角度为0.3
°
;所述型腔左模具1和型腔右模具2均包括圆环型腔部11,在所述圆环型腔部11的内侧面上设有一体成型的圆环连接部12,在所述圆环连接部12的外侧的内侧面上设有一与凸台部332相适配的榫接槽沟13,所述榫接槽沟13包括相互连通的伸入部槽沟131和榫接部槽沟132,所述伸入部槽沟131和榫接部槽沟132的深度与榫接结构33的长度相同,榫接部槽沟132的横截面形状与榫接结构33的横截面形状相同;型腔左模具1上的榫接部槽沟132位于伸入部槽沟131的顺时针方向,型腔右模具2上的榫接部槽沟132位于伸入部槽沟131的逆时针方向,所述榫接结构33先伸入伸入部槽沟131内在逆时针旋入榫接部槽沟132内。
23.所属领域的普通技术人员应当理解:以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种高频焊管自锁榫接模具,其特征在于,包括型腔左模具、型腔右模具和导向片,所述型腔左模具和型腔右模具镜像对称设于导向片两侧,与导向片榫接连接。2.根据权利要求1所述的一种高频焊管自锁榫接模具,其特征在于,所述导向片包括第一圆环部和第二圆环部,第一圆环部的内圆直径与第二圆环部的外圆直径相同,第一圆环部和第二圆环部一体成型,第一圆环部的厚度大于第二圆环部的厚度,在所述第二圆环部的两侧镜像对称设有榫接结构。3.根据权利要求2所述的一种高频焊管自锁榫接模具,其特征在于,所述榫接结构的横截面呈
“┘”
型,包括平直部和凸台部,所述平直部与第二圆环部的两侧面连接。4.根据权利要求3所述的一种高频焊管自锁榫接模具,其特征在于,所述型腔左模具和型腔右模具均包括圆环型腔部,在所述圆环型腔部的内侧面上设有一体成型的圆环连接部,在所述圆环连接部的外侧的内侧面上设有一与榫接结构相适配的榫接槽沟。5.根据权利要求4所述的一种高频焊管自锁榫接模具,其特征在于,所述榫接槽沟包括相互连通的伸入部槽沟和榫接部槽沟,所述伸入部槽沟和榫接部槽沟的深度与榫接结构的长度相同,榫接部槽沟的横截面形状与榫接结构的横截面形状相同;型腔左模具上的榫接部槽沟位于伸入部槽沟的顺时针方向,型腔右模具上的榫接部槽沟位于伸入部槽沟的逆时针方向。6.根据权利要求4所述的一种高频焊管自锁榫接模具,其特征在于,所述凸台部上端面的左右两个棱角为圆角设计,两个所述凸台部的外侧壁为自下而上向外倾斜壁,倾斜角度为0.3
°
。
技术总结
本实用新型提供了一种高频焊管自锁榫接模具,包括型腔左模具、型腔右模具和导向片,所述型腔左模具和型腔右模具镜像对称设于导向片两侧,与导向片榫接连接,所述导向片的两侧镜像对称设有榫接结构,所述型腔左模具和型腔右模具均包括圆环型腔部,在所述圆环型腔部的内侧面上设有一体成型的圆环连接部,在所述圆环连接部的外侧的内侧面上设有一与凸台部相适配的榫接槽沟。本实用新型的高频焊管自锁榫接模具,改善了制管生产时因成形过程的模具受力造成松脱问题,模具有自锁功能,避免了因模具自主松脱在成形过程的不稳定受力传递至机组模座,提高制管产品质量及机组模座的使用寿命。命。命。
技术研发人员:洪梓豪
受保护的技术使用者:璋全五金制品(昆山)有限公司
技术研发日:2021.05.26
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。