技术特征:
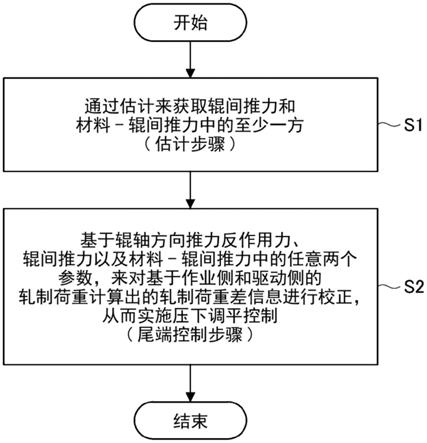
1.一种被轧制材料的蛇行控制方法,是4辊以上的轧机中的被轧制材料的蛇行控制方法,其中,所述轧机具有多个辊,所述多个辊至少包括一对作业辊和支承所述作业辊的一对加强辊,所述轧机的上辊系包括上作业辊和上加强辊,所述轧机的下辊系包括下作业辊和下加强辊,所述被轧制材料的蛇行控制方法包括估计步骤和尾端控制步骤,所述估计步骤是在轧制所述被轧制材料的尾端部之前实施的步骤,在所述估计步骤中,获取辊间推力和材料
‑
辊间推力中的至少一方,所述辊间推力是基于通过测定或估计而获取到的辊间交叉角和辊间摩擦系数来估计的,所述材料
‑
辊间推力是基于通过测定或估计而获取到的材料
‑
辊间交叉角和材料
‑
辊间摩擦系数来估计的,所述尾端控制步骤是在轧制所述被轧制材料的尾端部时实施的步骤,在所述尾端控制步骤中进行以下处理:针对上辊系和下辊系中的至少一方,测定作业侧和驱动侧的轧制荷重,基于所述辊间推力、所述材料
‑
辊间推力以及作用于所述加强辊以外的辊的测定所述轧制荷重时的辊轴方向推力反作用力中的获取到的任意两个参数,来对基于测定出的所述作业侧和所述驱动侧的轧制荷重计算出的轧制荷重差信息进行校正,基于校正后的所述轧制荷重差信息,来实施所述轧机的压下调平控制。2.根据权利要求1所述的被轧制材料的蛇行控制方法,其中,在所述尾端控制步骤中,基于在测定所述轧制荷重时测定出的所述辊轴方向推力反作用力和在所述估计步骤中获取到的所述辊间推力或所述材料
‑
辊间推力,来校正所述轧制荷重差信息。3.根据权利要求1或2所述的被轧制材料的蛇行控制方法,其中,在所述估计步骤中,基于针对上辊系和下辊系中的至少一方获取到的4个水平或多于4个水平的轧制荷重、压下率以及作用于所述加强辊以外的辊的推力反作用力,通过估计来获取所述辊间交叉角、所述材料
‑
辊间交叉角、所述辊间摩擦系数以及所述材料
‑
辊间摩擦系数,基于获取到的所述辊间交叉角、所述材料
‑
辊间交叉角、所述辊间摩擦系数以及所述材料
‑
辊间摩擦系数,通过估计来获取辊间推力和材料
‑
辊间推力中的至少一方。4.根据权利要求1或2所述的被轧制材料的蛇行控制方法,其中,在所述估计步骤中,通过测定来获取辊间摩擦系数和材料
‑
辊间摩擦系数,并且基于针对上辊系和下辊系中的至少一方获取到的2个水平或多于2个水平的轧制荷重、压下率以及作用于所述加强辊以外的辊的推力反作用力,通过估计来获取辊间交叉角和材料
‑
辊间交叉角,基于获取到的所述辊间交叉角、所述材料
‑
辊间交叉角、所述辊间摩擦系数以及所述材料
‑
辊间摩擦系数,通过估计来获取辊间推力和材料
‑
辊间推力中的至少一方。5.根据权利要求1或2所述的被轧制材料的蛇行控制方法,其中,在所述估计步骤中,通过测定来获取辊间交叉角和材料
‑
辊间交叉角,并且基于针对上辊系和下辊系中的
至少一方获取到的2个水平或多于2个水平的轧制荷重、压下率以及作用于所述加强辊以外的辊的推力反作用力,通过估计来获取辊间摩擦系数和材料
‑
辊间摩擦系数,基于获取到的所述辊间交叉角、所述材料
‑
辊间交叉角、所述辊间摩擦系数以及所述材料
‑
辊间摩擦系数,通过估计来获取辊间推力和材料
‑
辊间推力中的至少一方。6.根据权利要求1~5中的任一项所述的被轧制材料的蛇行控制方法,其中,在所述估计步骤中,关于所述辊间交叉角、所述材料
‑
辊间交叉角、所述辊间摩擦系数以及所述材料
‑
辊间摩擦系数中的通过估计而获取的估计值,分别根据基于过去的学习结果估计出的估计值的针对各被轧制材料的变动量预测值和前次轧制中的估计值的估计结果来获取。7.根据权利要求1~6中的任一项所述的被轧制材料的蛇行控制方法,其中,在所述估计步骤中,关于所述辊间交叉角、所述材料
‑
辊间交叉角、所述辊间摩擦系数以及所述材料
‑
辊间摩擦系数中的通过估计而获取的估计值,分别根据基于过去轧制过的被轧制材料中的稳定部的数据的估计值与基于过去轧制过的被轧制材料中的尾端部的数据的估计值之差来对所述通过估计而获取的估计值进行校正。8.根据权利要求1~7中的任一项所述的被轧制材料的蛇行控制方法,其中,在所述估计步骤中,使用最近轧制过的被轧制材料的轧制荷重、压下率以及作用于所述加强辊以外的辊的推力反作用力。9.根据权利要求1或2所述的被轧制材料的蛇行控制方法,其中,在所述估计步骤中,通过测定来获取所述辊间摩擦系数、所述材料
‑
辊间摩擦系数、所述辊间交叉角以及所述材料
‑
辊间交叉角,基于获取到的所述辊间交叉角、所述材料
‑
辊间交叉角、所述辊间摩擦系数以及所述材料
‑
辊间摩擦系数,通过估计来获取辊间推力和材料
‑
辊间推力中的至少一方。
技术总结
一种被轧制材料的蛇行控制方法,轧机具有多个辊,多个辊至少包括一对作业辊和一对加强辊,该被轧制材料的蛇行控制方法包括估计步骤和尾端控制步骤,在该估计步骤中,在轧制被轧制材料的尾端部之前,获取辊间推力和材料
技术研发人员:山口和马 石井笃 新国大介
受保护的技术使用者:日本制铁株式会社
技术研发日:2020.04.10
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。