1.本实用新型涉及浇注系统技术领域,具体涉及一种防止铸钢排气管裂纹的浇铸系统。
背景技术:
2.排气管是决定汽车性能的必要装置,其主要作用是帮助汽车排出高温、且有一定压力的气体,所以在铸造排气管过程中,其成品质量的判断尤其重要。但经勘察发现,排气管毛坯在样件阶段成品率低,缺陷因素也比较集中,其中最主要的缺陷是管壁裂纹,占比几乎100%,造成毛坯大量报废,也使该新品交样节点延误。管壁裂纹出现的主要原因是管壁处较厚,导致冷却缓慢产生裂纹,或管壁处流经钢液热量过大,导致应力过大出现裂纹。
3.现使用较多的浇注系统中,弯曲管壁处裂纹和原标识处裂纹是排气管毛坯生产过程中报废的主要原因,尤其是弯曲管壁处,因为该处铸件较厚,铸造过程中钢液流动速度过快、流经钢液量过多,致使该处应力过大,导致裂纹出现。
技术实现要素:
4.本实用新型的目的是提供一种减少排气管管壁裂纹,提高排气管成品铸造效率的浇铸系统。
5.本实用新型为达到上述目的采用的技术方案是:一种防止铸钢排气管裂纹的浇铸系统,包括铸造结构和浇注系统。其特征在于,所述浇注系统包括直浇棒、第一横浇道、第二横浇道、冒口和圆柱形浇口杯,所述铸造结构包括铸型和固定于铸型上的冷铁。
6.所述直浇棒与所述第一横浇道垂直连通,所述圆柱形浇口杯位于所述第一横浇道的最右侧。
7.所述冒口包括第一冒口、第二冒口、第三冒口和第四冒口。
8.优选的,所述冒口均为发热冒口。
9.所述第二横浇道与第一横浇道平行放置,且所述第二横浇道和所述第一横浇道连接于所述第一冒口和所述第二冒口处。
10.所述第一冒口、所述第二冒口和所述第三冒口位于所述第二横浇道上,所述第四冒口位于浇注系统上,且与所述第一冒口、所述第二冒口和所述第三冒口同一高度放置,所述冒口通过法兰连接铸型。
11.所述冷铁限位到所述铸型上与标识处的对应位置处。
12.所述铸型上与所述冷铁对应位置处四角各设置有圆柱形空腔,所述圆柱形空腔内部放置有强磁铁,所述冷铁通过强磁铁限位于铸型上。
13.本实用新型的有益效果是,将钢液通过直浇棒送入浇注系统中,流入第一横浇道,第一横浇道右侧为浇口杯,用于缓冲流入钢液和挡渣;第一横浇道和第二横浇道平行放置,钢液从第一横浇道和第二横浇道的接口处流入第二横浇道中;钢液通过第二横浇道的第一冒口、第二冒口和第三冒口处的连接法兰,向铸型传输钢液;第一冒口、第二冒口、第三冒口
和第四冒口用于钢液冷却过程中的补缩,防止缩孔、缩松等问题。
14.铸造结构包括铸型和位于铸型上与标识对应位置处的冷铁,该冷铁用于铸造过程中加快标识处冷却速度,防止该处裂纹的出现。
15.本实用新型通过在铸造结构上适当添加冷铁,加快相应位置处的冷却速度,防止裂纹出现,通过改进浇注系统的结构,减少弯曲管壁处钢液流动量和钢液通过时间,减少该处热量,减少应力,从而防止裂纹的出现,改进后的本浇铸系统,能够有效提高铸件成品效率,减少管壁裂纹。
附图说明
16.图1是现有浇铸系统的整体结构示意图。
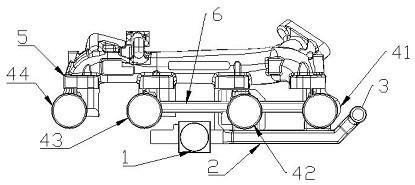
17.图2是本实用新型一种防止铸钢排气管裂纹的浇铸系统的整体结构示意图。
具体实施方式
18.下面结合附图和实施例对本实用新型的技术特征、目的和有益效果做出进一步的说明。
19.对比例
20.如图1所示,现有浇铸系统包括铸造结构和浇注系统,铸造结构包括排气管铸型,浇注系统包括直浇棒10、横浇道11、第一发热冒口131、第二发热冒口132、第三发热冒口133、第四发热冒口134和圆柱形浇口杯12,直浇棒10与横浇道11垂直连通,圆柱形浇口杯12设置在横浇道11最右侧,上述四个发热冒口水平设置,且分别通过法兰14连接铸型,横浇道11通过第一发热冒口131和第二发热冒口132连接铸型。浇注时,钢液从直浇棒10进入横浇道11,而后由第一发热冒口131和第二发热冒口132与铸型的连接法兰14进入铸型。现有浇铸系统添加冒口起到补缩作用,但只通过第一冒口和第二冒口处进入铸型,弯管管壁处较厚,热量过高,会增大应力,产生管壁裂纹。
实施例
21.如图2所示,本实用新型是一种防止铸钢排气管裂纹的浇铸系统,该系统包括铸造结构和浇注系统,浇注系统包括直浇棒1、第一横浇道2、第二横浇道6、第一发热冒口41、第二发热冒口42、第三发热冒口43、第四发热冒口44和圆柱形浇口杯3,铸造结构包括铸型和位于铸型上与标识对应位置处的冷铁。
22.在浇注系统中,钢液通过直浇棒1流入与直浇棒1垂直连通的第一横浇道2,并通过第一横浇道2最右侧的圆柱形浇口杯3进行缓冲和挡渣。第一横浇道2和第二横浇道6平行设置,连接于第一发热冒口41和第二发热冒口42处,钢液通过接口处流入第二横浇道6中,第一发热冒口41、第二发热冒口42和第三发热冒口43均水平设置于第二横浇道6上,且通过法兰5和铸型连接,钢液通过第一发热冒口41、第二发热冒口42和第三发热冒口43流经法兰5并流入铸型中。浇注系统中还设置有第四发热冒口44,与其他三个发热冒口水平放置,上述四个发热冒口用于铸件冷却过程中的补缩,防止缩孔、缩松等现象的出现。与图1的改进前浇铸系统结构对比,本实用新型设置第二横浇道6,可帮助分去弯曲管道处的钢液流动量和减少钢液通过时间,以此减少弯曲管壁处热量,减少应力,防止应力过大冷却速度慢,出现
裂纹。
23.铸型上与冷铁对应位置处四角各设置有圆柱形空腔,圆柱形空腔内部放置有强磁铁,冷铁通过强磁铁限位于铸型上。如此,可通过对标识处激冷,减小标识处的冷却速度来同步铸件各处冷却速度,防止裂纹产生。
24.显然所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
技术特征:
1.一种防止铸钢排气管裂纹的浇铸系统,包括铸造结构和浇注系统,其特征在于,所述浇注系统包括直浇棒、第一横浇道、第二横浇道、冒口和圆柱形浇口杯,所述铸造结构包括铸型和固定于铸型上的冷铁。2.按照权利要求1所述的防止铸钢排气管裂纹的浇铸系统,其特征在于,所述直浇棒与所述第一横浇道垂直连通,所述圆柱形浇口杯位于所述第一横浇道的最右侧。3.按照权利要求2所述的防止铸钢排气管裂纹的浇铸系统,其特征在于,所述冒口包括第一冒口、第二冒口、第三冒口和第四冒口,且所述冒口均为发热冒口。4.按照权利要求3所述的防止铸钢排气管裂纹的浇铸系统,其特征在于,所述第二横浇道与所述第一横浇道平行设置,且连接于所述第一冒口和所述第二冒口处。5.按照权利要求4所述的防止铸钢排气管裂纹的浇铸系统,其特征在于,所述第一冒口、所述第二冒口和所述第三冒口位于所述第二横浇道上,所述第四冒口位于所述浇注系统上,且与所述第一冒口、所述第二冒口和所述第三冒口同一高度设置,所述冒口通过法兰连接铸型。6.按照权利要求1所述的防止铸钢排气管裂纹的浇铸系统,其特征在于,所述冷铁定位到所述铸型上与标识处的对应位置处。7.按照权利要求6所述的防止铸钢排气管裂纹的浇铸系统,其特征在于,所述铸型上与所述冷铁对应位置处四角各设置有圆柱形空腔,所述圆柱形空腔内部放置有强磁铁,所述冷铁通过强磁铁限位于所述铸型上。
技术总结
本实用新型涉及浇注系统技术领域,具体涉及一种防止铸钢排气管裂纹的浇铸系统,包括铸造结构和浇注系统,所述浇注系统包括直浇棒、第一横浇道、第二横浇道、第一冒口、第二冒口、第三冒口、第四冒口和圆柱形浇口杯,所述铸造结构包括铸型和固定于铸型上的冷铁,直浇道和第一横浇道垂直连接,第一横浇道最右侧设置有圆柱形浇口杯,第一横浇道和第二横浇道平行设置,且通过第一冒口和第二冒口连接,第二横浇道通过第一冒口、第二冒口和第三冒口连接口的法兰连接到铸型上。本浇铸系统,通过调整铸造过程中各部位冷却顺序,和减小壁厚处应力,能够有效提高铸件成品效率,减少管壁裂纹。减少管壁裂纹。减少管壁裂纹。
技术研发人员:谢会豪 刘松奇 齐晓波 张召 陈大帅
受保护的技术使用者:南阳飞龙汽车零部件有限公司
技术研发日:2021.05.26
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。