1.本发明属于双涡卷簧加工技术领域,尤其涉及一种双涡卷簧成型装置。
背景技术:
2.卷簧,能够在狭小的空间里持续提供较大的恢复力,能够在机械部件一次行程完成后,带动部件移动至原位,以准备下次行程。
3.双涡卷簧需要将定长的线材的一端固定在卷绕芯上,旋转并移动卷绕芯使得线材缠绕在卷绕芯上。
4.但是线材在固定前往往需要人工进行裁剪,存在裁剪误差,且裁剪后将线材运输至卷绕芯处耗费了大量时间,不能够在缠绕的同时对线材进行定长切割,降低了加工效率。
技术实现要素:
5.本发明实施例的目的在于提供一种双涡卷簧成型装置,旨在解决现有的双涡卷簧成型装置不能够在缠绕的同时将线材定长切割的问题。
6.本发明实施例是这样实现的,一种双涡卷簧成型装置,所述装置包括:操作台和用于输送线材的运输组件以及加热线材的加热组件;所述装置还包括:剪切组件,滑动安装于操作台上,由升降组件驱动做往复直线运动;卷绕芯,其上设置有与线材滑动配合的孔槽,用于固定线材端部并卷绕线材,所述卷绕芯由外部驱动源驱动旋转,当线材端部进入孔槽会触发外部驱动源驱动卷绕芯旋转;传动组件,所述操作台上对应卷绕芯的移动路径上设置有凹槽,所述传动组件用于驱动卷绕芯在凹槽内做往复直线运动;以及制动组件,安装于操作台上,用于制动升降组件;当传动组件驱动卷绕芯下降时,传动组件触发制动组件使得制动组件解除对升降组件的制动,则升降组件驱动剪切组件下降以剪切线材。
7.优选地,所述卷绕芯的底部设置有用于阻止线材穿出孔槽的封闭件。
8.优选地,所述传动组件包括:半齿轮,转动安装于操作台上,并由第一外部动力源驱动旋转;以及齿圈,滑动安装于操作台上,且其两侧均设置有与半齿轮啮合的锯齿凸块,所述齿圈与卷绕芯转动连接。
9.优选地,所述升降组件包括:转轴,转动安装于操作台上,并由第二外部动力源驱动旋转;活动杆,与固定于操作台上的导向件滑动配合,并与剪切组件连接;以及连杆,其两端分别与转轴和活动杆转动连接。
10.优选地,所述制动组件包括:固定柱,固定于转轴的偏心处;
转杆,其一端转动安装于组装架上,且所述组装架固定于操作台上,所述转杆与固定柱干涉;卡合块,所述转杆远离组装架的端部设置有卡合块,且所述卡合块与固定于组装架上的滑轨滑动配合,所述转杆通过弹性件与组装架连接;以及电磁铁,固定于齿圈上,且其与卡合块之间具有相互吸引的磁性。
11.优选地,所述操作台上对应卷绕芯的移动路径上固定有用于推动卷绕芯上物料掉落的下料件,且所述下料件与卷绕芯滑动配合。
12.优选地,所述下料件靠近卷绕芯的一侧设置有防护件。
13.本发明实施例的另一目的在于提供一种双涡卷簧成型方法,包括以下步骤:将线材的一端穿过加热组件,开启加热组件对线材进行加热;将穿出加热组件的线材端部穿过运输组件,开启运输组件将线材向卷绕芯运输;到达卷绕芯的线材端部进入与其对准的孔槽内并触发外部驱动源驱动卷绕芯旋转,同时,传动组件启动并带动卷绕芯下降;启动的传动组件带动卷绕芯下降时,传动组件触发制动组件使其解除对升降组件的制动;被解除制动的升降组件驱动剪切组件下降,并运动至底部以剪切线材;剪切组件运动至底部后开始由升降组件带动上升,随后传动组件带动卷绕芯下降至凹槽的底部,线材完全卷绕在卷绕芯上形成双涡卷簧;传动组件带动卷绕芯上升,下料件与双涡卷簧干涉并推动其与卷绕芯发生相对滑动,孔槽内的线材端部推动封闭件并穿出孔槽,当卷绕芯上升至最高处时,双涡卷簧被下料件推落。
14.本发明实施例提供的一种双涡卷簧成型装置,通过传动组件驱动卷绕芯下降,卷绕芯旋转使得线材能够卷绕在其上,传动组件会触发制动组件使其解除对升降组件的制动,则升降组件会驱动剪切组件下降,剪切组件下降到底部时剪切线材,随后卷绕芯继续下降直至凹槽的底部,线材剪切后能够完全卷绕在卷绕芯上,实现了在卷绕线材的同时将线材定长切割,提高了加工效率。
附图说明
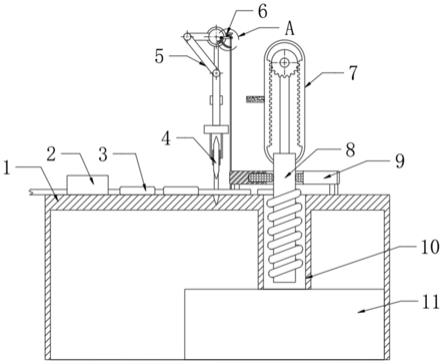
15.图1为本发明实施例提供的一种双涡卷簧成型装置的结构图;图2为本发明实施例提供的一种双涡卷簧成型装置中运输组件的结构图;图3为本发明实施例提供的一种双涡卷簧成型装置中卷绕芯的结构图;图4为本发明实施例提供的一种双涡卷簧成型装置中传动组件的结构图;图5为本发明实施例提供的一种双涡卷簧成型装置中升降组件的结构图;图6为图1中a处局部放大图。
16.附图中:1、操作台;2、加热组件;3、运输组件;4、剪切组件;5、升降组件;501、转轴;502、组装环;503、连杆;504、活动杆;505、导向件;6、制动组件;601、固定柱;602、转杆;603、卡合块;604、滑轨;605、弹性件;606、组装架;607、电磁铁;7、传动组件;701、半齿轮;702、齿圈;8、卷绕芯;9、下料件;10、凹槽;11、收集箱;12、防护件;13、封闭件。
具体实施方式
17.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
18.以下结合具体实施例对本发明的具体实现进行详细描述。
19.如图1~图2所示,为本发明一个实施例提供的一种双涡卷簧成型装置的结构图,包括:操作台1和用于输送线材的运输组件3以及加热线材的加热组件2;所述装置还包括:剪切组件4,滑动安装于操作台1上,由升降组件5驱动做往复直线运动;卷绕芯8,其上设置有与线材滑动配合的孔槽,用于固定线材端部并卷绕线材,所述卷绕芯8由外部驱动源驱动旋转,当线材端部进入孔槽会触发外部驱动源驱动卷绕芯8旋转;传动组件7,所述操作台1上对应卷绕芯8的移动路径上设置有凹槽10,所述传动组件7用于驱动卷绕芯8在凹槽10内做往复直线运动;以及制动组件6,安装于操作台1上,用于制动升降组件5;当传动组件7驱动卷绕芯8下降时,传动组件7触发制动组件6使得制动组件6解除对升降组件5的制动,则升降组件5驱动剪切组件4下降以剪切线材。
20.其中,所述外部驱动源可以是电机组件,也可以是由电机带动的齿轮组件或者皮带轮组件,只要能够使得卷绕芯8发生转动即可;所述剪切组件4上设置有由外部输出电机驱动旋转的切割刀。
21.在本实施例的一种情况中,所述孔槽内设置有与外部驱动源以及传动组件7通讯的行程开关,且所述行程开关与线材端部的移动路径干涉,且初始状态下,卷绕芯8静止不旋转,其上的孔槽位于线材的移动路线上。
22.所述的运输组件3包括多个运输轮,两个相对布设的运输轮之间穿过线材,且此两个运输轮均与线材接触;所述的加热组件2为现有技术,可对线材进行加热,以降低线材的硬度,本技术技术方案未对加热组件2进行改进,因而不需要公开其具体型号、电路结构等,不影响本技术技术方案的完整性。
23.本实施例在实际应用时,初始状态下,卷绕芯8在其运动路径的最高处,剪切组件4位于其运动路径的最高处下方的位置上,但不接触线材;将线材穿过加热组件2,软化后的线材端部通过运输组件3向卷绕芯8移动,随后线材的此端进入孔槽,并触发行程开关,外部驱动源驱动卷绕芯8旋转,同时传动组件7驱动卷绕芯8下降并伸入凹槽10,此过程中运输组件3继续驱动线材向卷绕芯8移动,则经加热组件2软化后的线材能够卷绕在卷绕芯8上,卷绕芯8下降的过程中,传动组件7会触发制动组件6使其解除对升降组件5的制动,则升降组件5会驱动剪切组件4下降,剪切组件4下降到底部时剪切线材,随后升降组件5带动其上升回至初始位置,剪切组件4剪切后,卷绕芯8继续下降直至凹槽10的底部,此时,剪切组件4在上升的过程中,也就是说,剪切后,卷绕芯8会继续旋转一段时间,能够保证线材完全卷绕在卷绕芯8上,且根据卷绕芯8和剪切组件4的往复运动时间,可保证每段线材都是被定长剪切的。
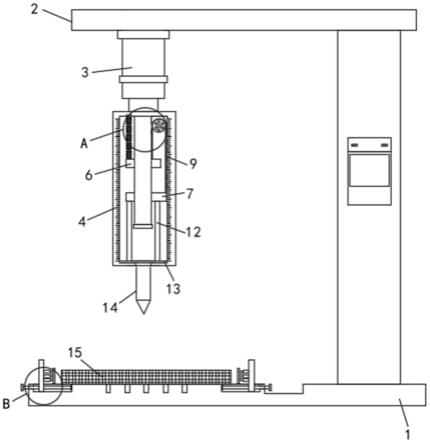
24.如图3所示,作为本发明的一种优选实施例,所述卷绕芯8的底部设置有用于阻止线材穿出孔槽的封闭件13。
25.本实施例在实际应用时,所述封闭件13可以选用两个相互紧贴的橡胶垫,线材被向下推动时,线材会挤压封闭件13发生形变并穿过两个封闭件13之间的缝隙,方便将卷绕完成的双涡卷簧从卷绕芯8上取下;所述封闭件13还可以选用通过弹力带与卷绕芯8的滑块,线材被向下推动时,滑块即滑离卷绕芯8,线材落下后滑块在弹力作用下回至初始位置。
26.如图1和图4所示,作为本发明的另一种优选实施例,所述传动组件7包括:半齿轮701,转动安装于操作台1上,并由第一外部动力源驱动旋转;以及齿圈702,滑动安装于操作台1上,且其两侧均设置有与半齿轮701啮合的锯齿凸块,所述齿圈702与卷绕芯8转动连接。
27.在本实施例的一种情况中,所述第一外部动力源可以是电机组件,也可以是由电机带动的齿轮组件或者皮带轮组件,只要能够使得半齿轮701发生转动即可。
28.当然,除上述结构外,所述传动组件7还可以选用液压缸直接驱动,只要能够带动卷绕芯8升降即可,本实施例在此不进行具体的限定。
29.本实施例在实际应用时,第一外部动力源驱动半齿轮701旋转,当半齿轮701旋转至与齿圈702一侧的锯齿凸块啮合时,半齿轮701继续旋转会带动齿圈702做直线运动,直至半齿轮701转离齿圈702的此侧,随后半齿轮701旋转至与齿圈702另一侧的锯齿凸块啮合,则半齿轮701带动齿圈702反向移动,由此实现齿圈702的往复直线运动,进而实现卷绕芯8的升降。
30.如图1和图5所示,作为本发明的另一种优选实施例,所述升降组件5包括:转轴501,转动安装于操作台1上,并由第二外部动力源驱动旋转;活动杆504,与固定于操作台1上的导向件505滑动配合,并与剪切组件4连接;以及连杆503,其两端分别与转轴501和活动杆504转动连接。
31.在本实施例的一种情况中,所述转轴501与固定于操作台1上的组装环502转动连接;所述第二外部动力源可以是电机组件,也可以是由电机带动的齿轮组件或者皮带轮组件,只要能够使得转轴501发生转动即可。
32.除上述结构外,所述升降组件5还可以选用齿轮齿条结构,本实施例在此不进行具体的限定。
33.本实施例在实际应用时,第二外部动力源驱动转轴501旋转,通过连杆503可带动活动杆504移动,由于导向件505对活动杆504具有导向作用,所以转轴501旋转会带动活动杆504做往复直线运动,进而实现剪切组件4的升降。
34.如图1~图6所示,作为本发明的另一种优选实施例,所述制动组件6包括:固定柱601,固定于转轴501的偏心处;转杆602,其一端转动安装于组装架606上,且所述组装架606固定于操作台1上,所述转杆602与固定柱601干涉;卡合块603,所述转杆602远离组装架606的端部设置有卡合块603,且所述卡合块603与固定于组装架606上的滑轨604滑动配合,所述转杆602通过弹性件605与组装架606连接;以及电磁铁607,固定于齿圈702上,且其与卡合块603之间具有相互吸引的磁性。
35.在本实施例的一种情况中,所述弹性件605可以选用如图6所示的弹簧,除此之外,弹性件605还可以选用其他具有弹性的部件替换,如硅胶柱,弹片等,在本实施例中不做具体的限定。
36.除上述结构外,所述制动组件6还可以选用滑动的齿条以及与其啮合的齿轮,齿轮与转轴501同轴安装,当传动组件7升降时会带动齿条滑动,当齿条向齿轮滑动并与其啮合时即可对齿轮进行制动,转轴501即暂停旋转,本实施例在此不进行具体的限定。
37.本实施例在实际应用时,初始状态下,齿圈702位于其运动路径的最高处,则电磁铁607位于其运动路径的最高处,磁吸力作用使得卡合块603位于滑轨604的顶部,此时转杆602与固定柱601干涉,则转轴501抱死无法转动,剪切组件4即静止,制动组件6对升降组件5制动;齿圈702下降时会带动电磁铁607下降,则卡合块603在滑轨604内向下滑动,弹性件605发生形变,直至转杆602转离固定柱601,随后转轴501可继续旋转,制动组件6即解除了对升降组件5的制动;卡合块603运动至滑轨604的底部后,齿圈702继续下降,则电磁铁607会脱离其与卡合块603之间的磁吸力作用范围,那么弹性件605恢复形变的弹力使得卡合块603向初始位置移动,卡合块603运动至滑轨604顶部后,转轴501旋转一圈会转至初始位置并与转杆602干涉,也就是说,剪切组件4进行一次往复升降后会停止移动;当传动组件7带动卷绕芯8上升时,电磁铁607断电无磁性,则卷绕芯8上升时,电磁铁607不会带动转杆602移动,制动组件6继续对升降组件5制动。
38.如图1~图2所示,作为本发明的另一种优选实施例,所述操作台1上对应卷绕芯8的移动路径上固定有用于推动卷绕芯8上物料掉落的下料件9,且所述下料件9与卷绕芯8滑动配合。
39.其中,所述下料件9靠近卷绕芯8的一侧设置有防护件12,所述防护件12可以选用海绵,还可以选用橡胶垫等部件替代,只要能够降低部件所受磨损即可,本实施例在此不进行具体的限定。
40.在本实施例的一种情况中,所述操作台1内对应卷绕芯8下方的位置上设置有用于收集双涡卷簧的收集箱11。
41.本实施例在实际应用时,卷绕完成后,传动组件7带动卷绕芯8上升,则卷绕芯8上的双涡卷簧与下料件9干涉,下料件9会推动双涡卷簧下降,并掉落至收集箱11内,由此完成双涡卷簧的下料,提高了加工效率。
42.如图1~图6所示,本发明的一个实施例还提供的一种双涡卷簧成型方法,包括以下步骤:将线材的一端穿过加热组件2,开启加热组件2对线材进行加热;将穿出加热组件2的线材端部穿过运输组件3,开启运输组件3将线材向卷绕芯8运输;到达卷绕芯8的线材端部进入与其对准的孔槽内并触发外部驱动源驱动卷绕芯8旋转,同时,传动组件7启动并带动卷绕芯8下降;启动的传动组件7带动卷绕芯8下降时,传动组件7触发制动组件6使其解除对升降组件5的制动;被解除制动的升降组件5驱动剪切组件4下降,并运动至底部以剪切线材;剪切组件4运动至底部后开始由升降组件5带动上升,随后传动组件7带动卷绕芯8
下降至凹槽10的底部,线材完全卷绕在卷绕芯8上形成双涡卷簧;传动组件7带动卷绕芯8上升,下料件9与双涡卷簧干涉并推动其与卷绕芯8发生相对滑动,孔槽内的线材端部推动封闭件13并穿出孔槽,当卷绕芯8上升至最高处时,双涡卷簧被下料件9推落。
43.本发明上述实施例中提供了一种双涡卷簧成型装置,并基于该双涡卷簧成型装置提供了一种双涡卷簧成型方法,通过传动组件7驱动卷绕芯8下降,卷绕芯8旋转使得线材能够卷绕在其上,传动组件7会触发制动组件6使其解除对升降组件5的制动,则升降组件5会驱动剪切组件4下降,剪切组件4下降到底部时剪切线材,随后卷绕芯8继续下降直至凹槽10的底部,线材剪切后能够完全卷绕在卷绕芯8上,实现了在卷绕线材的同时将线材定长切割,提高了加工效率。
44.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。