1.本发明涉及一种烙铁用的烙铁头清洁装置,用于通过喷射空气来吹扫清除附着在烙铁上的焊料渣。
背景技术:
2.例如在焊接机器人装置中所做的焊接等,于反复进行焊接时,须每进行数次就做一次清除附着于烙铁的烙铁头上不必要焊料的清洁工作。譬如,在利用机器人装置的情形下,将进行清洁作业的地方邻设在进行焊接作业的地方,并由程序设定为反复以下动作:烙铁做焊接的动作数次、接着做清洁的动作、再返回做焊接的动作等的循环。作为清洁的方式,先前已有由空气喷嘴喷射空气至烙铁头以吹扫焊料的方法,然而因烙铁头有各种不同的形状,所以须按照烙铁头的形状对喷吹烙铁头上的空气方向与压力做调整。
3.如图9所示,专利文献1中记载了一种机构,在清洁盒内设有喷嘴部件(102),用于供烙铁头(105)从上方插入清洁盒内,并由喷嘴孔喷射出来的空气吹扫焊料。该机构设有用于收纳被吹扫的焊料的清洁盒(101),并通过改变喷嘴部件(102)的姿势来改变空气的喷射角度。由于焊接是边供给焊料边进行的,所以焊料供给体(106)会跟随烙铁头(105)的动作。
4.另外,在业界常采用如图10所示的机构来清除烙铁头上的焊料渣。在清洁盒(111)中有预先插入空气喷嘴(112),而欲去除焊料渣时,从上方插进烙铁至清洁盒顶部的开口(114)中。经由空气喷嘴喷射空气至烙铁头上,而被吹扫的焊料会掉落于清洁盒(111)中。如图10所示,使用两根空气喷嘴(112)将空气由两方向喷射,以达成有效率的清除焊料。
5.在进行清洁时烙铁头于两个喷嘴之间停留的位置,是由程序预先设定的。虽然空气喷嘴的位置和喷嘴朝向烙铁头的角度也是会预先设定,但是因为常由作业者手动进行,所以会因作业者的能力而有所不同,而成为问题。
6.也有时因为程序的故障等原因,造成烙铁头接触喷嘴,使得喷嘴的位置和角度产生偏移。一旦喷嘴的位置和角度产生偏移,则无法得以充分清洁。平时作业是由机器人自动进行的,因此有可能在未发现产生偏移的状况下,作业已经进行到一定的程度,如此造成极大损失,而导致问题。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开平2018
‑
79482公报
技术实现要素:
10.发明要解决的问题
11.所要解决的问题是提供一种机构,其在吹扫烙铁的烙铁头上的焊料的作业时,可避免烙铁头与空气喷嘴碰撞等的情形发生。
12.又,所要解决的问题是提供一种机构,用于喷射空气至烙铁的烙铁头来清除附着于烙铁头上的焊料,其不需要如同空气喷嘴的突出状机构,且不需要以手动作业等方式调
整空气喷嘴方向。
13.又,所要解决的问题是提供一种机构,用于喷射空气至烙铁的烙铁头来清除附着于烙铁头上的焊料,其可对应各种形状的烙铁头。
14.又,所要解决的问题是提供一种机构,可喷射出压力足以吹扫烙铁头上的焊料的空气。
15.又,所要解决的问题是提供一种机构,其在经由机器人进行自动焊接作业的装置中,并不需要频繁做程序的变更以使烙铁头移动到清洁装置。
16.用于解决问题的方案
17.(1)通过一种烙铁用的烙铁头清洁装置来解决问题,其包括清洁室,具备壁面、以及设置在所述壁面上而喷射吹扫烙铁头上焊料的空气的空气喷射孔。再者,通过一种烙铁用的烙铁头清洁装置来解决问题,其包括清洁室,具备壁面、以及设置在所述壁面上而喷射吹扫烙铁头上焊料的空气的多个空气喷射孔,并包括以其端部作为所述空气喷射孔的喷射孔管,而被喷射至所述清洁室的所述空气的方向会由所述喷射孔管朝向所述清洁室的方向所控制。
18.(2)通过一种烙铁用的烙铁头清洁装置来解决问题,其特征在于,所述烙铁头的焊料是被由所述空气喷射孔喷射出来的所述空气碰撞所述壁面而产生的对流空气来吹扫的。
19.(3)通过一种烙铁用的烙铁头清洁装置来解决问题,其特征在于,清洁室是由圆柱形的空间形成,顶面具备可供烙铁头插入的开口部,侧面则具备所述壁面。
20.(4)通过一种烙铁用的烙铁头清洁装置来解决问题,其特征在于,所述空气喷射孔有多个,并在水平方向上排列成一排。
21.(5)通过一种烙铁用的烙铁头清洁装置来解决问题,其特征在于,空气是由所述空气喷射孔朝所述清洁室的圆周方向中央的方向而喷射的。
22.(6)通过一种烙铁用的烙铁头清洁装置来解决问题,其特征在于,包括以其端部作为空气喷射孔的喷射孔管,而被喷射至清洁室的空气方向会由喷射孔管朝向清洁室的方向所控制。
23.(7)通过一种烙铁用的烙铁头清洁装置来解决问题,其特征在于,包括用于接收被吹扫焊料的盒子,而所述清洁室在底面具备向所述盒子方向开口的开口部。
24.当作喷射空气至烙铁头上的机构,采用设于墙壁上的孔(空气喷射孔)而取代现有的喷嘴形状,如此即不会发生烙铁头碰撞喷嘴的情形。也不再需要以手动作业等方式调整空气喷嘴的方向。而可按照清洁对象的烙铁头的形状等,来调整空气喷射孔的数量、孔的排列、孔的大小、由孔喷出来的空气的压力。
25.在本发明中,因空气会从各种不同的方向吹到烙铁头,故能有效清除各种形状的烙铁头上的焊料。
26.在本发明中,空气是从例如直径约1.6毫米的孔中喷射的。其结果,能喷射出压力足以吹扫烙铁头上焊料的空气。就喷出空气的孔之直径,可在能喷射压力足以吹扫烙铁头上的焊料的空气之范围内,做任何相应调整。
27.另外,由于空气喷射孔的位置等是固定的,所以在由机器人自动进行焊接作业的装置中,并不需要频繁做程序的变更以使烙铁头移动到清洁装置。
28.可将被具有喷射孔的墙壁所围绕的空间作为清洁室。由喷射孔发射的空气碰撞构
成清洁室的墙壁,导致在清洁室内形成空气涡旋。其结果,能够吹扫各种形状的烙铁头上的焊料。通过将清洁室做成圆柱形,能使由喷射孔发射的空气沿着旋涡方向流动。
29.设置了多个空气喷射孔,并将这些在水平方向上排列成一排,因此能够在水平方向有一定长距离的范围上吹扫欲除去焊料对象的烙铁头上的焊料。这结构比设置相同长度的夹缝时,可喷射出压力更强的空气。看烙铁头的形状如何,若喷吹如此空气对其来说是有效时,则可有效率的吹扫焊料。如果清洁室为圆柱形,并设置空气喷射孔在水平方向上360度排列成一排,则可朝向円周方向中央从360度的方向得到由空气喷射孔喷射的空气。
30.具备多个喷射孔时,也可通过在每喷射一次改变喷吹空气的压力、或错开喷射的时间,来改变空气流向。
31.发明效果
32.在吹扫烙铁的烙铁头上焊料的作业时,不会发生烙铁头碰撞空气喷嘴等的情形。因此在进行作业时不再需要暂停作业以调整空气的喷射方向。又,可提供一种机构,能对应各种不同形状的烙铁头。又,可提供一种机构,能喷射压力足以吹扫烙铁头上的焊料的空气。
附图说明
33.[图1]图1为显示实施例1的示意图。
[0034]
[图2]图2为显示实施例1的示意图。
[0035]
[图3]图3为显示实施例1的示意图(图2中的a
‑
a截面图)。
[0036]
[图4]图4为显示实施例1的示意图。
[0037]
[图5]图5为显示实施例1的示意图。
[0038]
[图6]图6(a)为显示实施例1的示意图,图6(b)为显示实施例2的示意图。
[0039]
[图7]图7(a)为显示实施例1的示意图,图7(b)为显示实施例3的示意图。
[0040]
[图8]图8为显示实施例4的示意图。
[0041]
[图9]图9为显示现有技术例的示意图。
[0042]
[图10]图10为显示现有技术例的示意图。
具体实施方式
[0043]
以下,就本发明的较佳实施形态,参考图示进行说明。
[0044]
实施例1
[0045]
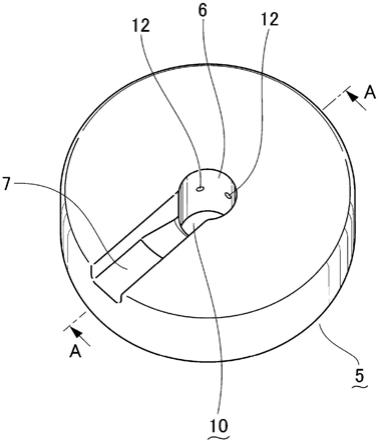
如图1所示,烙铁头清洁装置(1)包括空气喷射体(5)、以及设置在空气喷射体下方的盒子(2)。空气喷射体(5)是以中央部分挖空圆柱形的大致环形而成的,而相当于以中央部分挖空的圆柱的部位则作为是清洁室(10)。如图2及图3所示,清洁室(10)是圆柱形的空间,其结构为由上面为圆形开口的烙铁头插入口(6)、侧面为墙壁(11)、底面为向下方盒子呈圆形开口的底部开口(13)而成。壁面(11)上设置有空气喷射孔(12),作为喷射至烙铁头的空气的出口。
[0046]
目前在业界常采用的烙铁中,用于供给焊锡丝的部位(例如图9的焊料供给体106)会跟随烙铁而移动。所以,当从上方插入烙铁头至烙铁头插入口(6)时,焊料供给体即会碰撞空气喷射体,造成妨碍插入烙铁头。因此设置了缺口(7),以使焊料供给体避开碰撞。亦
即,缺口(7)的位置和形状会依焊料供给体的位置和形状而不同。
[0047]
根据图3、图4及图5来说明空气途径(20)的机构。空气途径(20)是,将自空气喷射体(5)朝向清洁室(10)喷射的空气,经由空气供给装置(未图标)送到空气喷射体(5)的机构。空气途径是依序连接:接收空气供给装置供给空气的空气供给孔(21)、将空气供给孔(21)与环状管(24)相连的连接管(22)、以中央的清洁室(10)为中心而环状延伸的环状管(24)、从环状管(24)往各空气喷射孔(12a、12b、12c、12d、12e、12f)延伸的喷射孔管(25a、25b、25c、25d、25e、25f)、朝向清洁室(10)开口的各空气喷射孔(12a、12b、12c、12d、12e、12f)。由空气供给孔(21)送进来的空气,经由连接管(22)送到环状管(23)。通过经由环状的管子来送空气,可将妨碍空气流动的阻力降到最低。绕过环状管(23)的空气经由喷射孔管(24)以维持强度的状态喷出于喷射孔(12)外。空气喷出去的方向会受影响喷射孔管的方向。实施例1中,喷射孔的方向,如图6之(a)所示,是朝向环状管的中心方向(即清洁室的中心)。
[0048]
图5中显示空气喷射体的具体组装的例子。亦即,通过形成内部具有如5b所示形状的凹部的另一个部件(5a),再将这两个结合为一体,而组装空气喷射体。
[0049]
将墙壁(11)展开以做成平面来表示时,空气喷射孔12开口的位置会是如图7(a)所示。亦即,空气喷射孔12是在水平方向一条直线上6个均等排列而开口(12a、12b、12c、12d、12e、12f)。若同时看前述空气喷出去的方向,于实施例1中,空气则自全部的空气喷射孔吹向在清洁室中水平方向中心的某一个点。
[0050]
由于清洁室为圆柱形,所以吹向朝圆柱形的円周方向中心的空气会碰撞面向空气喷射孔的墙壁。空气喷射孔位于水平方向上的6个点,由各个喷射孔分别喷射出强劲的空气,会碰撞各个所面向的墙壁,因此清洁室内部的空气会走向各种不同的方向。烙铁的烙铁头是被加以各式各样的切割,而要吹扫烙铁头上的焊料,必须按照切割的方向或长度从各种不同的方向喷吹空气。在清洁室的内部里,如前面所述,空气往各种不同的方向流动,故可通过将烙铁头位于对流中的适当位置来吹扫多种形状的烙铁头上的焊料。
[0051]
实施例2
[0052]
实施例2中,如图6(b)所示,喷射孔管(24)是不朝清洁室(10)的中央方向延伸,而是朝偏离中央一定角度的方向延伸。因此,实施例2中,由喷射孔(24)往清洁室(10)喷出来的空气会转向图6(b)中黒色箭头的方向。由喷射孔喷出来的空气会碰撞位于其喷吹方向上的墙壁。由于喷出自位于6个点的喷射孔的所有空气会分别碰撞于其喷吹方向上的墙壁,因而会产生和实施例1不同的对流。例如,若喷射孔管(24)倾斜于清洁室(10)中央约3度时,即会产生作为清洁器有效的对流。
[0053]
实施例3
[0054]
实施例3中,如图7(b)所示,多个喷射孔(12a~12f)在水平方向上斜向排列而开口。因此、会产生与实施例1、实施例2又不同种类的对流。
[0055]
实施例4
[0056]
实施例4是用于手动进行焊接时的烙铁头清洁装置(30)。烙铁头清洁装置(30)包括清洁壶(32)、以及盒子(35),用于收纳在清洁壶中清除的焊料。具备有相同于实施例1的清洁室和空气途径(未图示)。空气会经由空气供给管(33)送到清洁壶(32)中。作业者将烙铁(40)的烙铁头经由引导口(31)插进清洁壶(32)里。当空气供给开关(36)被按压时,空气
经由电磁阀(34)而供给到清洁壶(32),以清除烙铁头上的焊料。也可以将空气供给开关(36)做成当插进烙铁(40)至引导口(31)至引导口(31)时,空气供给开关(36)则自动被打开。
[0057]
标号说明
[0058]
1 烙铁头清洁装置
[0059]
2 盒子
[0060]
5 空气喷射体
[0061]
6 烙铁头插入口
[0062]
7 缺口
[0063]
10 清洁室
[0064]
11 墙壁
[0065]
12a、12b、12c、12d、12e、12f 空气喷射孔
[0066]
13 底部开口
[0067]
20 空气途径
[0068]
21 空气供给孔
[0069]
22 连接管
[0070]
23 环状管
[0071]
24a、24b、24c、24d、24e、24f 喷射孔管
[0072]
30 烙铁头清洁装置
[0073]
31 引导口
[0074]
32 清洁壶
[0075]
33 空气供给管
[0076]
34 电磁阀
[0077]
35 盒子
[0078]
36 空气供给开关
[0079]
40 烙铁
[0080]
101 清洁盒子
[0081]
102 喷嘴部件
[0082]
105 喷嘴部件
[0083]
111 清洁盒子
[0084]
112 空气喷嘴
[0085]
114 开口
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。