一种焊接式bta深孔钻
技术领域
1.本实用新型属于深孔钻技术领域,具体涉及一种焊接式bta深孔钻。
背景技术:
2.bta深孔钻是内排屑深孔钻的一种典型结构,由于其分屑、断屑性能好,钻削平稳可靠,钻削出的深孔直线性好,在机械加工领域获得了广泛应用。
3.现有技术中bta深孔钻,是三个切削刀片配备两个排屑通道,是外刀片与内刀片用同一个排屑通道,例如专利文献cn209867470u中公开了一种深孔加工的智能高强度bta钻头,另外,cn109482930a公开了一种微结构bta深孔钻头,包括刀体,刀体的表面设置有导向块,刀体断面上设置有刀齿,刀齿从上至下依次分别为内齿、中心齿和外齿,各刀齿间相错且留有一定的搭接量,刀齿的位置分布使得钻削时径向力始终压向导向块,使其紧贴已加工的孔壁向前推进,以得到较好的加工直线度,刀体中间设有排屑孔,刀体另一端包括钻头柄部,钻头柄部外部设置有螺纹,刀齿的前刀面设置有微结构。
4.虽然现有技术中的bta深孔钻已经具有广泛应用,但是还存在一些不足:例如1)现有技术中外刀片与内刀片共同一个排屑通道,在加工时经常出现铁屑相互碰撞、缠绕等现在,最终导致堵屑的发生;2)现有技术由于各个刀片以及导向块的分布角度以及位置设置不合理,切削侧向力较大,导向块外圆上受到的挤压力较大,导向块与孔壁间的磨擦较大,钻削的稳定性难以保证。
5.为此,我们提出一种焊接式bta深孔钻来解决现有技术中存在的问题,提高钻孔稳定性,从而延长整个钻头的使用寿命。
技术实现要素:
6.本实用新型的目的在于提供一种焊接式bta深孔钻,以解决上述背景技术中提出现有技术中外刀片与内刀片共同一个排屑通道,在加工时经常出现铁屑相互碰撞、缠绕等现象最终导致堵屑的发生以及由于各个刀片以及导向块的分布角度以及位置设置不合理,切削侧向力较大,导向块外圆上受到的挤压力较大,导向块与孔壁件的磨擦较大,钻削的稳定性难以保证的技术问题。
7.为实现上述目的,本实用新型采用了如下技术方案:
8.一种焊接式bta深孔钻,该焊接式bta深孔钻包括刀体,刀体上设置有排屑通道口一、排屑通道口二、排屑通道口三、外刀片、中刀片、内刀片和两个导向块,其中,外刀片紧临排屑通道口一,中刀片紧临排屑通道口,内刀片紧临排屑通道口,外刀片、中刀片、内刀片为不同形状的刀片,其中外刀片、中刀片、内刀片所切出的铁屑从起始处就分开排屑,每个排屑通道口将各自对应的切削刀片所切出的铁屑引导入对应排屑通道中,保证排屑的通畅性。
9.优选地,刀体上的外刀片、中刀片、内刀片错位分布,其中设置在外圆上的外刀片与内刀片形成刃口夹角α1、内刀片与中刀片形成刃口夹角α2,外刀片与内刀片的刃口夹角α
1为85
°
~105
°
,中刀片与内刀片的刃口夹角α2为10
°
~30
°
。
10.优选地,外刀片与内刀片的刃口夹角α1为100
°
,中刀片与内刀片的刃口夹角α2为20
°
。
11.优选地,外圆上的外刀片与两个导向块的分布接近等分。
12.优选地,外刀片与靠近排屑通道口的导向块形成夹角β1、外刀片与靠近排屑通道口的导向块形成夹角β2、两个导向块之间形成夹角β3,夹角β1为105
°
~125
°
、β2为110
°
~130
°
、β3为110
°
~130
°
。
13.优选地,所述夹角β1为115
°
、β2为125
°
、β3为120
°
。
14.本实用新型的技术效果和优点:本实用新型提出的焊接式bta深孔钻,与现有技术相比,具有以下优点:
15.1.本实用新型通过设置三个排屑通道口,将外刀片、中刀片、内刀片所切出的铁屑从起始处就分开排屑,每个排屑通道口将各自对应的切削刀片所切出的铁屑引导入排屑通道中,保证排屑的通畅性,以此方式有效的避免了现有技术中由于深孔钻外刀片与内刀片采用同一个排屑通道口而出现铁屑相互缠绕、堵屑等不利现象。
16.2.本实用新型通过对现有技术中三个切削刀片相互位置的改变设置,改变了三个切削刀片的切削力方向,使每个刀片切削时所产生的切削力能够大部份相互抵消,减小了钻头的整个切削侧向力,使导向块外圆上所受到的挤压力减小,降低导向块与孔壁间的摩擦,提高钻削的稳定性。
17.3.本实用新型针对深孔钻原先深孔钻排屑槽口一大一小,外刀片2与两个导向块5在圆周上的分布为圆周约52%的区域的结构进行改进,对刀头的布局重新进行设计,克服了钻削时导向块的支撑力度不够,易于产生较大的切削侧向力挤压导向块,使钻头钻削时产生较大的震动的缺陷。
附图说明
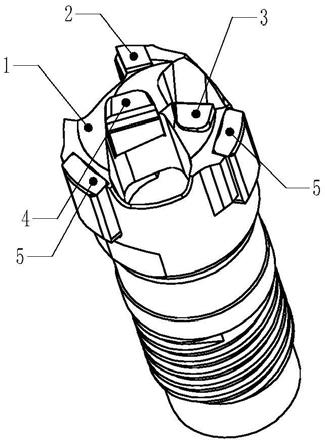
18.图1为本实用新型的整体结构示意图;
19.图2为本实用新型的外刀片以及与其相匹配的排屑通道的放大示意图;
20.图3为本实用新型的中刀片以及与其相匹配的排屑通道的放大示意图;
21.图4为本实用新型的内刀片以及与其相匹配的排屑通道的放大示意图;
22.图5为本实用新型的三个切削刀片错位设计示意图;
23.图6为本实用新型主要部件的分布示意图;
24.图7为现有技术中外刀片与导向块的分布示意图。
25.图中:1刀体、2外刀片、3中刀片、4内刀片、5导向块、6排屑通道口一、7排屑通道口二、8排屑通道口三。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所
有其他实施例,都属于本实用新型保护的范围。
27.本实用新型提供了如图1
‑
6所示的一种焊接式bta深孔钻,该焊接式bta深孔钻包括刀体1,刀体1上设置有排屑通道口一6、排屑通道口二7、排屑通道口三8、外刀片2、中刀片3、内刀片4和2个导向块5,其中,外刀片2紧临排屑通道口一6,中刀片3紧临排屑通道口3,内刀片4紧临排屑通道口8,外刀片2、中刀片3、内刀片4为不同形状的刀片,将外刀片2、中刀片3、内刀片4所切出的铁屑从起始处就分开排屑,每个排屑通道口将各自对应的切削刀片所切出的铁屑引导入排屑通道中,保证排屑的通畅性,以此方式有效的避免了现有技术中由于深孔钻外刀片2与内刀片4采用同一个排屑通道口而出现铁屑相互缠绕、堵屑等不利现象。
28.较佳地,本实用新型的焊接式bta深孔钻的刀体1上的外刀片2、中刀片3、内刀片4错位分布,其中设置在外圆上的外刀片2与内刀片4形成刃口夹角α1、内刀片4与中刀片3形成刃口夹角α2(如图5所示),外刀片2与内刀片4的刃口夹角α1为85
°
~105
°
,中刀片3与内刀片4的刃口夹角α2为10
°
~30
°
,本技术中外刀片2、中刀片3、内刀片4的位置发生改变,不同于以往的深孔钻,三个刀片的刃口基本在同一线上,通过对现有技术中三个切削刀片相互位置的改变设置,改变了三个切削刀片的切削力方向,使每个刀片切削时所产生的切削力能够大部份相互抵消,减小了钻头的整个切削侧向力,使导向块外圆上所受到的挤压力减小,降低导向块与孔壁间的摩擦,提高钻削的稳定性。
29.较佳地,本实用新型外圆上的外刀片2与两个导向块5的分布接近等分;区别与以往的深孔钻中外刀片与两个导向块分布只占据约55%的外圆区域,在使用时易于产生较大的晃动,本实用新型是将外刀片2与两个导向块5较为均匀的分布在整个圆周上(如附图6所示),外刀片2与靠近排屑通道口6的导向块5形成夹角β1、外刀片与靠近排屑通道口7的导向块5形成夹角β2、两个导向块之间形成夹角β3,以此方式,形成三点定位的功能,使钻头在钻削时所产生的切削力不会破坏圆周上的支撑刚性,提高了深孔钻在钻削时的稳定性;
30.较佳地,夹角角度β1为105
°
~125
°
、β2为110
°
~130
°
、β3为110
°
~130
°
。
31.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。