1.本实用新型涉及一种自动落料及压块控制系统,属于易拉罐加工废料处理技术领域。
背景技术:
2.易拉罐是一种用于装液体的金属容器,罐装啤酒及饮料就是现有最常见的生活品。易拉罐第一道工序是由冲杯机将铝板冲成杯子,因为易拉罐是圆的,冲制后会产生边角废料。废料由落料真空风机通过真空管道吸到落料系统。改进前需要先人工观察哪台压块机处于待机状态,然后手动选择向哪台压块机落料,手动开启落料翻版,落料完成后再手动关闭。然后再手动开启压块机进行压块。要24小时专人操作,偶尔还会因误操作,或操作不及时造成废料管道堵塞,或进入压块机的料太多无法压块等原因而影响生产。人工控制落料多少也不精准,压出来的废块大小不一,会对后续废料码垛、打包等造成困难。同时,人工操作机器也会有人身伤害风险。
技术实现要素:
3.本实用新型的目的在于提出一种自动落料及压块控制系统,以解决现有人工操作不精准、危险大的问题。
4.一种自动落料及压块控制系统,包括落料斗、冲杯机plc控制器、翻板、1号压块机和2号压块机,自动落料及压块控制系统还包括plc控制器、1号压块机中间继电器组、2号压块机中间继电器组、翻板倾斜电磁阀中间继电器组、落料斗电磁阀中间继电器和落料电磁阀,plc控制器与冲杯机plc控制器连接,并通过1号压块机中间继电器组连接1号压块机、通过2号压块机中间继电器组连接2号压块机、通过落料斗电磁阀中间继电器连接落料电磁阀,进而连接落料斗、通过翻板倾斜电磁阀中间继电器组连接翻板。
5.进一步的,1号压块机中间继电器组包括1号压块机动作中间继电器和1号压块机故障中间继电器,plc控制器通过1号压块机动作中间继电器和1号压块机故障中间继电器连接1号压块机,1号压块机向plc控制器反馈状态信号。
6.进一步的,2号压块机中间继电器组包括2号压块机动作中间继电器和2号压块机故障中间继电器,plc控制器通过2号压块机动作中间继电器和2号压块机故障中间继电器连接2号压块机,2号压块机向plc控制器反馈状态信号。
7.进一步的,翻板倾斜电磁阀中间继电器组包括左倾电磁阀中间继电器和右倾电磁阀中间继电器,plc控制器通过左倾电磁阀中间继电器和右倾电磁阀中间继电器连接翻板。
8.进一步的,左倾电磁阀中间继电器通过左倾电磁阀连接向左倾斜气缸,进而控制翻板向左倾斜,向左倾斜气缸上安装有左倾气缸到位传感器,左倾气缸到位传感器向plc控制器反馈倾斜程度信号,左倾电磁阀中间继电器还连接有左阀指示灯。
9.进一步的,右倾电磁阀中间继电器通过右倾电磁阀连接向右倾斜气缸,进而控制翻板向右倾斜,向右倾斜气缸上安装有右倾气缸到位传感器,右倾气缸到位传感器向plc控
制器反馈倾斜程度信号,右倾电磁阀中间继电器还连接有右阀指示灯。
10.进一步的,落料电磁阀控制落料左侧气缸和落料右侧气缸落料,落料左侧气缸和落料右侧气缸落料均安装在落料斗的落料口处,落料左侧气缸处安装有用于监测是否到位的落料气缸左侧到位传感器,落料右侧气缸处安装有用于监测是否到位的落料气缸右侧到位传感器,落料气缸左侧到位传感器和落料气缸右侧到位传感器均向plc控制器反馈到位程度信号。
11.进一步的,落料斗上方还安装有落料斗上方堵塞传感器,落料斗上方堵塞传感器向plc控制器反馈废料感应信号。
12.进一步的,自动落料及压块控制系统还包括落料指示灯中间继电器、落料阀指示灯、警示器中间继电器和声光警示器,plc控制器通过落料指示灯中间继电器同时连接落料阀指示灯和声光警示器,并通过警示器中间继电器连接声光警示器。
13.进一步的,自动落料及压块控制系统还包括倾料旋钮开关和落料旋钮开关,其中,
14.倾料旋钮开关设有左/右/自动三个档位;
15.落料旋钮开关设有手动/自动两个档位。
16.本实用新型的有以下优点:
17.本实用新型通过plc自动控制落料装置及压块机,完全替代了人工操作,节约了人工成本,并且规避了人员受伤的风险。
18.本实用新型中,由plc通过冲程数来计算废料的数量,相对于人员通过视觉判断更加精准。可使压块机每次压出的废料块大小完全相同,为后续自动码垛,捆扎等工序提供了良好的条件。
附图说明
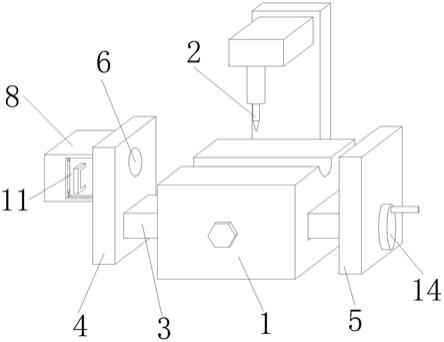
19.图1为本实用新型的自动落料及压块控制系统的结构示意图;
20.图2为本实用新型的自动落料及压块控制系统控制箱正面图;
21.图3为本实用新型的自动落料及压块控制系统控制箱内部图;
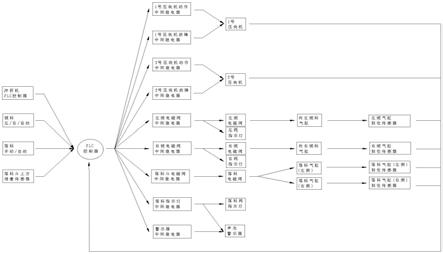
22.图4为本实用新型的自动落料及压块控制系统电路图;
23.图5为本实用新型的自动落料及压块控制系统电路图;
24.图6为本实用新型的自动落料及压块控制系统电路图。
具体实施方式
25.下面将结合本实用新型实施例中的附图对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.参照图1所示,本实用新型提出了一种自动落料及压块控制系统,包括落料斗、冲杯机plc控制器、翻板、1号压块机和2号压块机,自动落料及压块控制系统还包括plc控制器、1号压块机中间继电器组、2号压块机中间继电器组、翻板倾斜电磁阀中间继电器组、落料斗电磁阀中间继电器和落料电磁阀,plc控制器与冲杯机plc控制器连接,并通过1号压块机中间继电器组连接1号压块机、通过2号压块机中间继电器组连接2号压块机、通过落料斗
电磁阀中间继电器连接落料电磁阀,进而连接落料斗、通过翻板倾斜电磁阀中间继电器组连接翻板。
27.进一步的,1号压块机中间继电器组包括1号压块机动作中间继电器和1号压块机故障中间继电器,plc控制器通过1号压块机动作中间继电器和1号压块机故障中间继电器连接1号压块机,1号压块机向plc控制器反馈状态信号。
28.进一步的,2号压块机中间继电器组包括2号压块机动作中间继电器和2号压块机故障中间继电器,plc控制器通过2号压块机动作中间继电器和2号压块机故障中间继电器连接2号压块机,2号压块机向plc控制器反馈状态信号。
29.进一步的,翻板倾斜电磁阀中间继电器组包括左倾电磁阀中间继电器和右倾电磁阀中间继电器,plc控制器通过左倾电磁阀中间继电器和右倾电磁阀中间继电器连接翻板。
30.进一步的,左倾电磁阀中间继电器通过左倾电磁阀连接向左倾斜气缸,进而控制翻板向左倾斜,向左倾斜气缸上安装有左倾气缸到位传感器,左倾气缸到位传感器向plc控制器反馈倾斜程度信号,左倾电磁阀中间继电器还连接有左阀指示灯。
31.进一步的,右倾电磁阀中间继电器通过右倾电磁阀连接向右倾斜气缸,进而控制翻板向右倾斜,向右倾斜气缸上安装有右倾气缸到位传感器,右倾气缸到位传感器向plc控制器反馈倾斜程度信号,右倾电磁阀中间继电器还连接有右阀指示灯。
32.进一步的,落料电磁阀控制落料左侧气缸和落料右侧气缸落料,落料左侧气缸和落料右侧气缸落料均安装在落料斗的落料口处,落料左侧气缸处安装有用于监测是否到位的落料气缸左侧到位传感器,落料右侧气缸处安装有用于监测是否到位的落料气缸右侧到位传感器,落料气缸左侧到位传感器和落料气缸右侧到位传感器均向plc控制器反馈到位程度信号。
33.进一步的,落料斗上方还安装有落料斗上方堵塞传感器,落料斗上方堵塞传感器向plc控制器反馈落料斗内料高位置信号。
34.进一步的,自动落料及压块控制系统还包括落料指示灯中间继电器、落料阀指示灯、警示器中间继电器和声光警示器,plc控制器通过落料指示灯中间继电器同时连接落料阀指示灯和声光警示器,并通过警示器中间继电器连接声光警示器。
35.进一步的,自动落料及压块控制系统还包括倾料旋钮开关和落料旋钮开关,其中,
36.倾料旋钮开关设有左/右/自动三个档位;
37.落料旋钮开关设有手动/自动两个档位。
38.具体的,本实用新型的技术方案是通过以下方法实现的:
39.本实用新型通过plc控制器,来与冲杯机和压块机连锁,计算并控制落料机构的落料方向、落料时间及向压块机发出开始动作命令。因冲杯机每一次冲程产生的废料大小是固定的,所以此自动落料及压块系统的落料是基于冲杯机次数计算的,当冲杯机冲程次数达到设定次数时,落料系统开始落料。落料前plc控制器会检测两台压块机是否处于正确待机状态,两台压块机输出待机状态信号给plc控制器,如果两台压块机都已准备好,那么plc控制器会控制翻板向两台压块机轮流落料,如果一台压块机没有准备好,那么plc控制器控制翻板向另一台准备好的压块机落料,如两台压块机均未准备好,那么plc控制器会发送报警信号给冲杯机,使冲杯机停止运行,以防废料在落料系统及上方管道内堆积过多造成堵塞。落料完成后,plc控制器向落满料的压块机发出信号,使压块机开始压块。压块机动作
前,声光警示器会报警,提示周围人员注意安全。落料斗上方,安装有一只落料斗上方堵塞传感器,来感应废料位置,如果该传感器感应到废料,说明废料斗内废料过多,已造成堵塞,冲杯机会报警停机。
40.下面提供一个本实用新型的具体实施例:
41.如图2所示,本实用新型实施例所述的一种自动落料及压块控制系统控制箱上有三只指示灯(落料阀打开指示灯、左阀打开指示灯、右阀打开指示灯)和两个旋钮开关(落料手动/自动、翻板自动/手动向左/手动向右)。
42.如图3所示,本实用新型实施例所述的一种自动落料及压块控制系统控制箱内部图,包含1个总开关、4个交流开关、1个直流电源、3个直流开关、一组plc、10个中间继电器、端子排若干并配电源插座和柜内照明灯。
43.本实用新型通过图3中plc与现有冲杯机plc通讯,读出plc冲程数,当冲程数达到设定值后,plc发出信号给cr1中间继电器,控制落料电磁阀将废料分别落入两台压块机内。
44.落料时plc会根据读取的两台压块机的状态逻判断两台压块机是否具备接受压块条件,如果两台压块机都具备了接受条件,plc会发出信号给cr2、cr3中间继电器,控制卸料斗自动向两台压块机交替落料,落料后plc会发出信号给cr4、cr5中间继电器,控制相应压块机开始自动压块。开始压块时,plc会发出信号给cr9、cr10,控制声光警示器运行5秒钟,提示压块机即将开始动作。当其中一台压块机不具备卸料(发生故障或压块动作尚未完成),则落料程序会命令卸料斗转向另一台,如果两台压块机都不具备接收条件(两台都发生故障或两台压块动作都尚未完成),冲杯机会立即停机并报警,并且会在冲杯机触摸屏上显示落料系统故障。如果只要有其中一台压块机故障消除或压块机动作完成,落料系统就会自动恢复运行,压块机就会执行自动压块,压块完成后所有废铝块会送入固定输送带上进入下道工序。
45.当检测到某台压块机故障时,plc会发出信号给cr6、cr7中间继电器,控制报警器报警,两台同时故障时,控制给冲杯机发出信号停机。
46.下料动作是靠cr1中间继电器控制2个气缸动作,2个气缸上各装有1只传感器,来检测气缸是否动作到位,如果没到位plc发出信号,报警器报警。
47.落料斗左右动作是靠cr2、cr3中间继电器控制气缸动作,气缸上装有2只传感器,来检测气缸是否动作到位,如果没到位plc发出信号,报警器报警。
48.落料斗上方,安装一只传感器,感应废料位置,如果传感器感应到废料,说明废料斗内废料过多,已造成堵塞,plc会发出信号给冲杯机,冲杯机报警停机。
49.图4
‑
图6均为本实用新型的自动落料及压块控制系统电路图。
50.本技术便捷之处在于系统全自动控制,节省大量人力劳动,规避人身伤害风险,并且能根据压块机的状态,使两台压块机自动切换,均衡工作,且废料大小控制精确,为后续自动码垛,捆扎等工序提供了良好的条件。
51.以上实施示例只是用于帮助理解本实用新型的方法及其核心思想,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。