1.本实用新型涉及内燃机消音器内隔板焊接技术领域,尤其涉及一种内燃机消音器内隔板大边焊接工装。
背景技术:
2.消音器是用来降低发内燃机工作时产生噪声的零件,由于两个管道的的长度差值等于车辆所发出的声波的波长的一半,使得两列声波在叠加时发生干涉相互抵消而减弱声强,使声音减小,从而起到消音的效果,内燃机消音器内需要焊接横向隔板以及纵向隔板,通常需要使用焊接工装对内燃机消音器进行定位。
3.传统的焊接工装在内燃机消音器定位过程中,无法对横向隔板以及纵向隔板进行压持,影响横向隔板以及纵向隔板焊接精度,同时其焊接完成后,无法对内燃机消音器进行自动顶升,不便于内燃机消音器的拆卸。
技术实现要素:
4.(一)实用新型目的
5.为解决背景技术中存在的技术问题,本实用新型提出一种内燃机消音器内隔板大边焊接工装,能够对横向隔板以及纵向隔板进行快速定位,提高焊接精度,同时能够对焊接后的内燃机消音器自动顶升,便于拆卸。
6.(二)技术方案
7.本实用新型提供了一种内燃机消音器内隔板大边焊接工装,包括支撑座、设置在支撑座顶部的支撑架、设置在支撑架顶部的承载板、设置在承载板中部的安装口以及设置在支撑座一侧表面的机架,机架一侧表面设置隔板定位组件,支撑座上侧面中部设置自动顶升组件;
8.隔板定位组件包括安装板,安装板设置在机架一侧表面,安装板一侧表面设置气缸,气缸的活塞杆一端设置横板,横板下侧面一侧设置第一定位板,第一定位板一侧的横板下侧面上设置第二定位板,第二定位板一侧的横板下侧面上设置气口定位套。
9.优选的,第一定位板与第二定位板呈90
°
夹角布置。
10.优选的,第一定位板底部为阶梯结构,且第一定位板底部中部设置卡口槽。
11.优选的,气口定位套内径尺寸大于内燃机消音器气口的外径尺寸。
12.优选的,自动顶升组件包括第一立架以及第二立架,第一立架与第二立架对称设置在支撑座上表面两侧,第一立架一侧表面上部设置第一凹槽,第一凹槽内一侧表面设置第一复位弹簧,第一复位弹簧一端设置第一顶块固定连接,第一顶块活动设置在第一凹槽内,第二立架一侧表面上部设置第二凹槽,第二凹槽内一侧表面设置第二复位弹簧,第二复位弹簧一端设置第二顶块固定连接,第二顶块活动设置在第二凹槽内。
13.优选的,第一顶块与第二顶块一侧表面横截面均为圆弧形,第一顶块与第二顶块规格相同。
14.优选的,第一顶块与第二顶块一侧表面均设置缓冲防护垫。
15.与现有技术相比,本实用新型的上述技术方案具有如下有益的技术效果:
16.1、本实用新型能够通过第一定位板以及第二定位板的设置,能够对横向隔板以及纵向隔板进行定位,提高横向隔板与纵向隔板焊接精度。
17.2、本实用新型能够通过第一复位弹簧以及第二复位弹簧的弹力,带动第一顶块以及第二顶块复位移动,并将内燃机消音器顶升,能够对内燃机消音器进行快速拆卸。
附图说明
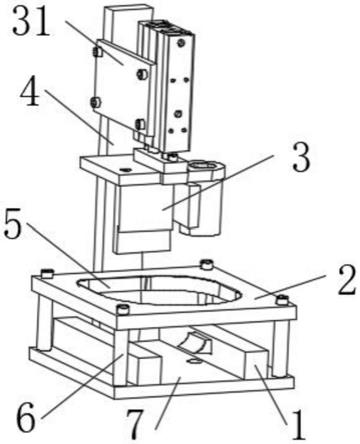
18.图1为本实用新型提出的一种内燃机消音器内隔板大边焊接工装的结构示意图。
19.图2为本实用新型提出的一种内燃机消音器内隔板大边焊接工装的隔板定位组件结构示意图。
20.图3为本实用新型提出的一种内燃机消音器内隔板大边焊接工装的第一定位板结构示意图。
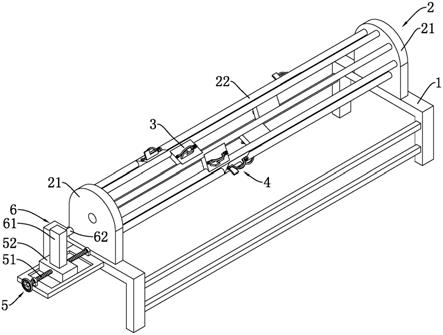
21.图4为本实用新型提出的一种内燃机消音器内隔板大边焊接工装的自动顶升组件主视剖面结构示意图。
22.附图标记:1、自动顶升组件;2、承载板;3、隔板定位组件;4、机架;5、安装口;6、支撑架;7、支撑座;11、第一立架;12、第一顶块;13、第一复位弹簧;14、第一凹槽;15、第二凹槽;16、第二复位弹簧;17、第二顶块;18、第二立架;31、安装板;32、气缸;33、气口定位套;34、第二定位板;35、第一定位板;36、横板;37、卡口槽。
具体实施方式
23.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
24.如图1
‑
4所示,本实用新型提出的一种内燃机消音器内隔板大边焊接工装,包括支撑座7、设置在支撑座7顶部的支撑架6、设置在支撑架6顶部的承载板2、设置在承载板2中部的安装口5以及设置在支撑座7一侧表面的机架4,机架4一侧表面设置隔板定位组件3,支撑座7上侧面中部设置自动顶升组件1;
25.隔板定位组件3包括安装板31,安装板31设置在机架4一侧表面,安装板31一侧表面设置气缸32,气缸32的活塞杆一端设置横板36,横板36下侧面一侧设置第一定位板35,第一定位板35一侧的横板36下侧面上设置第二定位板34,第二定位板34一侧的横板36下侧面上设置气口定位套33。
26.本实用新型中,首先将内燃机消音器放置在安装口5内,通过气缸32带动横板36向下移动,横板36带动第一定位板35、第二定位板34以及气口定位套33向下移动,第一定位板35与横向隔板贴合,并对横向隔板进行定位,第二定位板34与纵向隔板贴合,并对纵向隔板进行定位,且气口定位套33对内燃机消音器气口进行卡接,完成横向隔板以及纵向隔板进行快速定位,保证焊接质量。
27.在一个可选的实施例中,第一定位板35与第二定位板34呈90
°
夹角布置。
28.需要说明的是,能够使第一定位板35以及第二定位板34与横向隔板以及纵向隔板紧密贴合。
29.在一个可选的实施例中,第一定位板35底部为阶梯结构,且第一定位板35底部中部设置卡口槽37。
30.需要说明的是,第一定位块能够将横向隔板卡入卡口槽37内,进一步提高横向隔板定位的稳定性。
31.在一个可选的实施例中,气口定位套33内径尺寸大于内燃机消音器气口的外径尺寸。
32.需要说明的是,能够便于气口定位套33与内燃机消音器气口配合卡接。
33.在一个可选的实施例中,自动顶升组件1包括第一立架11以及第二立架18,第一立架11与第二立架18对称设置在支撑座7上表面两侧,第一立架11一侧表面上部设置第一凹槽14,第一凹槽14内一侧表面设置第一复位弹簧13,第一复位弹簧13一端设置第一顶块12固定连接,第一顶块12活动设置在第一凹槽14内,第二立架18一侧表面上部设置第二凹槽15,第二凹槽15内一侧表面设置第二复位弹簧16,第二复位弹簧16一端设置第二顶块17固定连接,第二顶块17活动设置在第二凹槽15内,第一顶块12与第二顶块17一侧表面横截面均为圆弧形,第一顶块12与第二顶块17规格相同。
34.需要说明的是,当第一定位板35以及第二定位板34对横向隔板以及纵向隔板进行定位时,内燃机消音器下表面与第一顶块12以及第二顶块17贴合,随着第一定位板35以及第二定位板34向下移动,内燃机消音器带动第一顶块12以及第二顶块17移动,第一顶块12压缩第一复位弹簧13,第二顶块17压缩第二复位弹簧16,当焊接完成后,第一复位弹簧13以及第二复位弹簧16带动第一顶块12以及第二顶块17复位移动,第一顶块12以及第二顶块17将内燃机消音器自动顶起,拆卸便捷。
35.在一个可选的实施例中,第一顶块12与第二顶块17一侧表面均设置缓冲防护垫。
36.需要说明的是,能够提高第一顶块12以及第二顶块17的缓冲防护性能。
37.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。