1.本实用新型涉及圆锯片技术领域,具体涉及热压烧结圆锯片。
背景技术:
2.目前圆锯片的烧结成型一般多为无压力烧结,大多采用钟罩炉或井式炉烧结成型,圆锯片在炉膛内受温度一个变化因素控制,通过特定烧结工艺曲线来达到合金化效果。这两种设备在烧结过程对锯片没有均匀受热控制,自由烧结是低熔点金属靠颗粒间毛细现象收缩,达到理想硬度,但是低熔点金属含量达到一定程度,含量低则很难收缩,含量高则导致胎体硬脆,很容易断裂,而且自由烧结对金属粉的品位要求特别高,少量的氧化都会导致烧结体性能大幅波动,生产过程中易出现不稳定,厚度不均一的缺陷。
3.授权公告号:cn103350232a,冷压成型—热压烧结金刚石圆锯片的生产方法,其特征在于:按照侧边层和中间层设计方案将金属结合剂与金刚石配制好后,分别预混制成成型料,将侧边层与中间层成型料采用目前较先进且成熟的粉末造粒工艺进行造粒,将造粒后的侧边层成型料采用冷压机横向预压成型,制成2~3mm片状;将冷压成型的待烧片批装后送入烧结炉中热压烧结即可。本发明,侧边层和中间层金刚石浓度及粒度分开设计,通过金刚石浓度与粒度的调整,使侧边层更加耐磨,从而在加工过程中不易被磨损,达到保侧效果,改善了锯片切割过程中的冷却效果,有效避免烧片现象的发生,保证了锯片切割效率稳定持久的保持。但是上述专利仍存在以下问题:
4.(1)现有圆锯片烧结方式易造成锯片没有均匀受热控制。
5.(2)自由烧结易造成胎体硬脆,很容易断裂,且厚度不均一的缺陷。
技术实现要素:
6.针对现有技术中存在的上述不足之处,本实用新型提供了热压烧结圆锯片,用于解决现有技术的现有圆锯片烧结方式易造成锯片没有均匀受热控制和自由烧结易造成胎体硬脆,很容易断裂,且厚度不均一的缺陷等问题。
7.为了解决上述技术问题,本实用新型采用了如下技术方案:热压烧结圆锯片,包括圆锯片基体和锯齿刀头,所述圆锯片基体外边缘设有多个锯齿刀头,且所述圆锯片基体与每个锯齿刀头固定连接,多个所述锯齿刀头逆时针有序排列于圆锯片基体外边缘。
8.优选地,所述圆锯片基体前后表面内部均设有细圈刀条,且所述圆锯片基体前后表面均与细圈刀条固定连接,所述细圈刀条外边缘设有多个卡槽,且多个所述卡槽有序排列于细圈刀条外边缘四端。
9.优选地,所述圆锯片基体前后表面均设有半球磨砂面,且所述圆锯片基体前后表面均与半球磨砂面固定连接,所述半球磨砂面设于细圈刀条内侧。
10.优选地,所述圆锯片基体内部设于槽孔,所述槽孔形状为斜三角形,所述槽孔设于细圈刀条内侧,所述圆锯片基体内部还设有多个减压槽孔,且所述减压槽孔形状为正五角形。
11.优选地,所述圆锯片基体内边缘设有粗糙磨砂环,且所述圆锯片基体与粗糙磨砂环固定连接,所述粗糙磨砂环内部设有多个散热槽,且多个所述散热槽逆时针有序排列于粗糙磨砂环内部。
12.优选地,所述粗糙磨砂环表面设有细圈环条,且所述粗糙磨砂环与细圈环条固定连接,所述粗糙磨砂环内边缘设有圆锯片安装孔环,且所述粗糙磨砂环与圆锯片安装孔环固定连接。
13.本实用新型与现有技术相比,具有如下有益效果:本实用新型采用热压烧结的方式烧结成型圆锯片,造型可多变且圆锯片均匀受热控制且圆锯片胎体适中;热压烧结是指将干燥粉料充填入模型内,再从单轴方向边加压边加热,使成型和烧结同时完成的一种烧结方法,由于加热加压同时进行,粉料处于热塑性状态,有助于颗粒的接触扩散、流动传质过程的进行,因而成型压力仅为冷压的1/10;该圆锯片上设置细圈刀条、半球磨砂面和粗糙磨砂环,增加圆锯片的摩擦力;还设置卡槽、散热槽和减压槽孔,减少锯片无法均匀受热的可能和基体易断裂的缺点;该实用新型是采用热压烧结形成的圆锯片,满足圆锯片均匀受热控制且圆锯片胎体适中要求,烧结时间短,对材料本身质量损害较小,且形成的圆锯片造型摩擦力大,在使用时更易切割物体和不易损坏,经济效益高。
附图说明
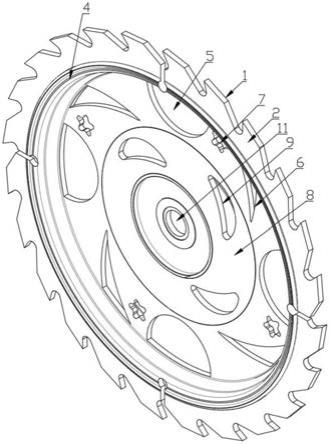
14.图1为本实用新型热压烧结圆锯片实施例的立体结构示意图;
15.图2为本实用新型热压烧结圆锯片实施例的正视结构示意图;
16.图3为本实用新型热压烧结圆锯片实施例的侧视结构示意图;
17.附图中涉及到的附图标记有:
18.圆锯片基体1、锯齿刀头2、卡槽3、细圈刀条4、半球磨砂面5、槽孔6、减压槽孔7、粗糙磨砂环8、散热槽9、细圈环条10、圆锯片安装孔环11。
具体实施方式
19.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明:
20.实施例一
21.如图1
‑
3所示,热压烧结圆锯片,包括圆锯片基体1和锯齿刀头2,圆锯片基体1外边缘设有多个锯齿刀头2,且圆锯片基体1与每个锯齿刀头2固定连接,多个锯齿刀头2逆时针有序排列于圆锯片基体1外边缘。
22.圆锯片基体1前后表面内部均设有细圈刀条4,且圆锯片基体1前后表面均与细圈刀条4固定连接,细圈刀条4外边缘设有多个卡槽3,且多个卡槽3有序排列于细圈刀条4外边缘四端。
23.圆锯片基体1前后表面均设有半球磨砂面5,且圆锯片基体1前后表面均与半球磨砂面5固定连接,半球磨砂面5设于细圈刀条4内侧。
24.圆锯片基体1内部设于槽孔6,槽孔6形状为斜三角形,槽孔6设于细圈刀条4内侧,圆锯片基体1内部还设有多个减压槽孔7,且减压槽孔7形状为正五角形。
25.实施例二
26.如图1
‑
3所示,热压烧结圆锯片,包括圆锯片基体1和锯齿刀头2,圆锯片基体1外边缘设有多个锯齿刀头2,且圆锯片基体1与每个锯齿刀头2固定连接,多个锯齿刀头2逆时针有序排列于圆锯片基体1外边缘。
27.圆锯片基体1前后表面内部均设有细圈刀条4,且圆锯片基体1前后表面均与细圈刀条4固定连接,细圈刀条4外边缘设有多个卡槽3,且多个卡槽3有序排列于细圈刀条4外边缘四端。
28.圆锯片基体1前后表面均设有半球磨砂面5,且圆锯片基体1前后表面均与半球磨砂面5固定连接,半球磨砂面5设于细圈刀条4内侧。
29.圆锯片基体1内部设于槽孔6,槽孔6形状为斜三角形,槽孔6设于细圈刀条4内侧,圆锯片基体1内部还设有多个减压槽孔7,且减压槽孔7形状为正五角形。
30.圆锯片基体1内边缘设有粗糙磨砂环8,且圆锯片基体1与粗糙磨砂环8固定连接,粗糙磨砂环8内部设有多个散热槽9,且多个散热槽9逆时针有序排列于粗糙磨砂环8内部。
31.粗糙磨砂环8表面设有细圈环条10,且粗糙磨砂环8与细圈环条10固定连接,粗糙磨砂环8内边缘设有圆锯片安装孔环11,且粗糙磨砂环8与圆锯片安装孔环11固定连接。
32.实施例二相对于实施例一的优点在于:圆锯片基体1内边缘设有粗糙磨砂环8,增大圆锯片的摩擦切割能力,细圈环条10确保安装时圆锯片不易损坏。
33.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前实用新型所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。