1.本实用新型涉及燃气轮机技术领域,具体涉及一种导向器叶片上盖板的成型工装。
背景技术:
2.某型进口燃气轮机一级导向器叶片在高温、高压中运行,工作环境较恶劣,叶片常有烧损及变形。其叶片的上盖板为1.2mm薄板材成型件,在高温及外力作用下烧损变形严重,在叶片修理中需重新制造进行更换,如说明书附图1所示。
3.上盖板型状较为复杂,有拉伸又有弧型弯曲,在拉伸过程中盖板边缘必会产生褶皱,正常情况下这种薄板弯曲拉伸件成型很难一次完成,并且需要带有下顶出装置的液压机才有可能实现。
技术实现要素:
4.为解决上述问题,本实用新型提供一种导向器叶片上盖板的成型工装。
5.本实用新型的技术方案如下:
6.导向器叶片上盖板的成型工装,其特征在于,包括上模板、底座、凸模、凹模、减震器和脱料板:
7.所述减震器和脱料板分别套在凸模外部,所述减震器位于脱料板上方;
8.套有减震器和脱料板的凸模底部与凹模对接,顶部与上模板安装在一起;
9.所述凹模安装在底座上。
10.进一步的,上述的导向器叶片上盖板的成型工装,在上模板、减震器和脱料板的四边中心位置向下插入螺钉a使上模板、减震器和脱料板固定连接;在凹模和底座的四边中心位置向上插入螺钉a使凹模和底座固定连接;在上模板、凸模和凹模的中心位置对称插入两个螺钉b配合两个定位销使上模板、凸模和凹模固定。
11.本实用新型的有益效果为:
12.由于减震器和脱料板首先将板料周边紧紧压在凹模边缘,零件成型过程中板材沿脱料板和凹模向中心流动,零件拉伸越深减震器对凹模压力越大,致使零件周边不能产生褶皱,上盖板在普通液压机上即可一次成型。
附图说明
13.图1为燃气轮机一级导向器叶片上盖板示意图;
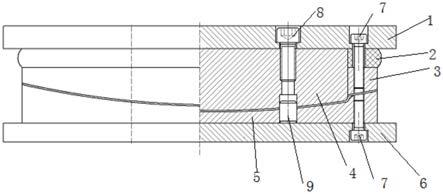
14.图2为导向器叶片上盖板的成型工装示意图;
15.图3为上模板示意图;
16.图4为减震器示意图;
17.图5为脱料板示意图;
18.图6为凸模示意图;
19.图7为凹模示意图;
20.图8为底座示意图。
21.其中:1
‑
上模板;2
‑
减震器;3
‑
脱料板;4
‑
凸模;5
‑
凹模;6
‑
底座;7
‑
螺钉a,8
‑
螺钉b;9
‑
定位销。
具体实施方式
22.如图2所示,导向器叶片上盖板的成型工装,包括上模板1、底座6、凸模4、凹模5、减震器2和脱料板3:
23.所述减震器2和脱料板3分别套在凸模4外部,所述减震器2位于脱料板3上方;
24.套有减震器2和脱料板3的凸模4底部与凹模5对接,顶部与上模板1安装在一起,
25.所述凹模5安装在底座6上。
26.如图3
‑
8所示,在上模板1、减震器2和脱料板3的四边中心位置向下插入螺钉a7使上模板1、减震器2和脱料板3固定连接;在凹模5和底座6的四边中心位置向上插入螺钉a7使凹模5和底座6固定连接;在上模板1、凸模4和凹模5的中心位置对称插入两个螺钉b8配合两个定位销9使上模板1、凸模4和凹模5固定。
技术特征:
1.导向器叶片上盖板的成型工装,其特征在于,包括上模板、底座、凸模、凹模、减震器和脱料板:所述减震器和脱料板分别套在凸模外部,所述减震器位于脱料板上方;套有减震器和脱料板的凸模底部与凹模对接,顶部与上模板安装在一起;所述凹模安装在底座上。2.根据权利要求1所述的导向器叶片上盖板的成型工装,其特征在于,在上模板、减震器和脱料板的四边中心位置向下插入螺钉a使上模板、减震器和脱料板固定连接;在凹模和底座的四边中心位置向上插入螺钉a使凹模和底座固定连接;在上模板、凸模和凹模的中心位置对称插入两个螺钉b配合两个定位销使上模板、凸模和凹模固定。
技术总结
本实用新型涉及燃气轮机技术领域,具体涉及导向器叶片上盖板的成型工装。其具体方案为包括上模板、底座、凸模、凹模、减震器和脱料板:所述减震器和脱料板分别套在凸模外部,所述减震器位于脱料板上方;套有减震器和脱料板的凸模底部与凹模对接,顶部与上模板安装在一起;所述凹模安装在底座上。本实用新型由于减震器和脱料板首先将板料周边紧紧压在凹模边缘,零件成型过程中板材沿脱料板和凹模向中心流动,零件拉伸越深减震器对凹模压力越大,致使零件周边不能产生褶皱,上盖板在普通液压机上即可一次成型。一次成型。一次成型。
技术研发人员:张铁平 李晓彤
受保护的技术使用者:沈阳黎明燃气轮机成套设备有限公司
技术研发日:2021.05.24
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。