1.本实用新型涉及模具设备领域,尤其是涉及一种桥壳本体总成与加强环焊后压平模具结构。
背景技术:
2.汽车驱动桥桥壳总成的作用是支承并保护主减速器、差速器和半轴等。同时,它还具有承受汽车的质量、以及在汽车行驶时,承受驱动轮传来的各向反力、弯矩和制动时的力矩,并通过悬架传给车架等功用。汽车驱动桥桥壳总成内部包含齿轮、轴承等传动系部件,因此,整车不仅对驱动桥壳总成本身的强度和刚度有要求外,还对其内部的清洁度有较高要求,不能有各类杂屑浸入。
3.桥壳总成传统的工艺流程是,桥壳本体与各部件焊接后,再进行琵琶孔及各端面的机加工。此生产工艺中,桥壳本体与加强环焊接后难以保证两工件接触面保持密贴,总存在或大或小的缝隙。这在一定程度上影响了整个桥壳的强度。此外,流入机加工工序时,各种杂屑极易夹杂在桥本体与加强环之间的缝隙里难以清除。传统工艺上是在加工完后人工敲打并清洗,将杂屑敲出,但此方法费时费力,且难以除尽,尚有残留的铁屑在装配后跳出,影响内部齿轮啮合。本专利正是基于现有技术中生产工艺存在的可优化性考虑,设计一种桥壳本体总成与加强环焊后压平的模具结构。
技术实现要素:
4.本实用新型的目的是为了解决现有技术存在的缺陷,提供一种桥壳本体总成与加强环焊后压平模具结构。
5.为了实现上述目的,本实用新型采用的技术方案如下:
6.一种桥壳本体总成与加强环焊后压平模具结构,包括上模组件和下模组件,上模组件包括模柄和上压板,模柄通过螺栓连接固定在上压板之上;
7.所述下模组件包括导向盖板、活动压平块、桥壳总成、聚氨酯、中心垫块、活动垫块和下模板;
8.其中,中心垫块通过螺栓固定在下模板的上平面中心部位,聚氨酯套入中心垫块的小端台肩部位;活动压平块按对应的中心孔套入中心垫块的小端,并置于聚氨酯之上;导向盖板通过螺栓固定在中心垫块的小端端面;活动垫块通过螺栓固定在活动压平块两侧的下底面。
9.进一步,所述上压板的底部设有导向孔,导向盖板外圆与上压板底部的导向孔间隙配合。
10.进一步,所述活动压平块的中心设有配合孔,配合孔与中心垫块的小端外圆间隙配合,自由状态时,活动压平块以中心垫块为中心轴转动。
11.进一步,所述活动垫块在所述活动压平块底部的两侧对称分布,活动压平块与活动垫块组成活动压平组件。
12.进一步,所述活动压平块的两侧设有圆弧型台肩,所述桥壳总成套入后其内圈依靠圆弧型台肩定位。
13.进一步,所述聚氨酯为环形整体,主要为垫高及压缩作用,其厚度保证下模自由状态时,活动压平块底部两侧的活动垫块底面距下模板上表面约1mm,此时活动压平组件能够以中线垫块7为轴自由转动。
14.桥壳本体总成与加强环焊后压平模具结构的操作方法,具体为:
15.第1步:通过模柄套入压力机模柄孔并锁紧,将所述的一种桥壳本体总成与加强环焊后压平模具安装在普通60t压力机上;
16.第2步:将焊好加强环的桥壳总成倾斜套入模具下模的活动压平组件中,放平并利用台肩定好位置;
17.第3步:开动压力机,上压板随机床上工作台向下运行,与导向盖板导向后接触工件并对工件进行压制,机床继续下行,直至活动垫块与下模板接触,桥壳本体总成与加强环之间的缝隙压平,工件该部位压制到位;
18.第4步:该部位压制完成后,压机滑块上行,带动模具的上模组件回位,工件不动保持,将活动压平组件旋转一定角度,重复步骤3,直至所有部位压平后取出工件;
19.第5步:重复步骤2到步骤4的操作,进行下工件的制作。
20.本实用新型的有益效果为:该模具投入使用后,桥壳本体与加强环之间的缝隙及尺寸均在公差范围内,可持续稳定的确保工件达到产品图纸设计要求,规避了各类杂屑夹于缝隙等问题,有效保持了桥壳内部的清洁度。该模具简化了单件桥壳本体及加强环产品的加工难度,并减少了设备、模具等资源投入,有效节约了生产成本。
附图说明
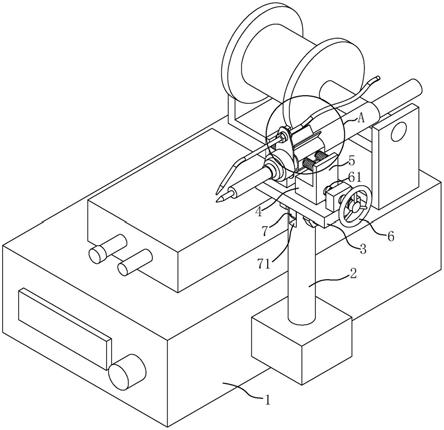
21.图1是本实用新型的结构示意图;
22.图2是本实用新型下模组件的俯视结构示意图;
23.图3是采用本实用新型模具结构后加工得到的桥壳本体总成与加强环焊接结构示意图。
24.图中:模柄1、上压板2、导向盖板3、活动压平块4、桥壳总成5、聚氨酯6、中心垫块7、活动垫块8、下模板9。
具体实施方式
25.如图1,图2所示,一种桥壳本体总成与加强环焊后压平模具结构,包括上模组件和下模组件,上模组件包括模柄1和上压板2,模柄1通过螺栓连接固定在上压板2之上。
26.下模组件包括导向盖板3、活动压平块4、桥壳总成5、聚氨酯6、中心垫块7、活动垫块8和下模板9,中心垫块7通过螺栓固定在下模板9的上平面中心部位,聚氨酯6套入中心垫块7的小端台肩部位;活动压平块4按对应的中心孔套入中心垫块7的小端,并置于聚氨酯6之上;导向盖板3通过螺栓固定在中心垫块7的小端端面;活动垫块8按对应的位置,通过螺栓固定在活动压平块4两侧的下底面。
27.其中,上压板2底部增设导向孔,导向盖板3外圆与上压板2底部的导向孔间隙配合,使模具上下部分得以导向。
28.活动压平块4中心设配合孔,该孔与中心垫块7的小端外圆间隙配合,自由状态时活动压平块4可以中线垫块7为轴转动。
29.所述活动压平块4外形及厚度尺寸根据桥壳总成5合理制定,活动垫块8按两侧分布,其分布位置要合理,活动压平块4与活动垫块8组成活动压平组件,该组件应保证桥壳总成5的中心内圈能够倾斜套入活动压平块4。
30.活动压平块4两侧设圆弧型台肩,使桥壳总成5套入后其内圈能够依靠该台肩定位。
31.聚氨酯6为环形整体,主要为垫高及压缩作用,其厚度保证下模自由状态时,活动压平块4底部两侧的活动垫块8底面距下模板9上表面约1mm,此时活动压平组件能够以中线垫块7为轴自由转动。
32.进一步,桥壳本体总成与加强环焊后压平模具结构的操作方法,具体为:
33.第1步:通过模柄1套入压力机模柄孔并锁紧,将所述的桥壳本体总成与加强环焊后压平模具安装在普通60t压力机上;
34.第2步:将焊好加强环的桥壳总成倾斜套入模具下模的活动压平组件中,放平并利用台肩定好位置;
35.第3步:开动压力机,上压板2随机床上工作台向下运行,与导向盖板3导向后接触工件并对工件进行压制,机床继续下行,直至活动垫块8与下模板9接触,桥壳本体总成与加强环之间的缝隙压平,工件该部位压制到位;
36.第4步:该部位压制完成后,压机滑块上行,带动模具的上模组件回位,工件不动保持,将活动压平组件旋转一定角度,重复步骤3,直至所有部位压平后取出工件;
37.第5步:重复步骤2到步骤4的操作,进行下工件的制作,得到的产品结构如图3所示。
38.该模具投入使用后,桥壳本体与加强环之间的缝隙及尺寸均在公差范围内,可持续稳定的确保工件达到产品图纸设计要求,规避了各类杂屑夹于缝隙等问题,有效保持了桥壳内部的清洁度。该模具简化了单件桥壳本体及加强环产品的加工难度,并减少了设备、模具等资源投入,有效节约了生产成本。
39.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。