1.本实用新型涉及铝合金门窗、幕墙加工设备技术领域,具体涉及一种铝合金门窗的框扇预导向台。
背景技术:
2.当前,随着铝合金门窗的普及和发展,铝合金门窗加工企业正在向着集约化、标准化的现代化方向发展,随着铝合金门窗加工企业的不断发展壮大,越来越多的国内外大中型铝合金门窗加工企业需要稳定、可靠、适合铝合金门窗加工行业使用的,自动化程度较高的生产线,而角码组装是铝合金门窗生产的关键一步,现有技术的铝合金门窗角码组装设备全为单一组装台,无法实现连线,必须人工在组装台上把角码组装完毕后在用人工抬到组角机,人工的劳动强度大,生产效率低。
技术实现要素:
3.为了解决现有技术的不足,本实用新型提供了一种有效提高生产效率、降低人工劳动强度的铝合金门窗的框扇预导向台。
4.本实用新型为实现上述目的所采用的技术方案如下:
5.一种铝合金门窗的框扇预导向台,包括机架,所述机架上设有定位横梁和第一导轨,所述第一导轨上设有够靠近或远离定位横梁的移动横梁,所述定位横梁和所述移动横梁上设置多组能够沿横梁长度方向相互靠近或远离的升降组装台;沿横梁的长度方向上还设有传输部件;升降组装台可上下升降实现多工位组装产品而不影响产品在预导向台传输部件上的传输。
6.进一步的,所述定位横梁和移动横梁彼此远离的一侧,分别设有两个导轨,两个导轨的相互靠近的端面之间留有一定距离、两个导轨的相互远离的端面和横梁端面之间分别留有一定距离,所述导轨上设有可移动的升降组装台。
7.进一步的,所述定位横梁和移动横梁彼此远离一侧的两端固定设有升降组装台,该升降组装台与导轨上的升降组装台位于同一水平线。
8.进一步的,所述定位横梁和移动横梁上,沿长度方向分别设有两个传输部件,两个传输部件相靠近的一端留有一定距离,且一个传输部件位于靠近所述导轨一侧,另一个传输部件位于远离所述导轨的一侧。
9.进一步的,所述传输部件相互靠近的一端分别通过连接件与主同步带轮连接,所述传输部件相互远离的一端分别通过连接件和从同步带轮连接,所述主同步带轮和从同步带轮通过同步带连接。
10.进一步的,所述主同步带轮上连接有蜗轮蜗杆减速机,蜗轮蜗杆减速机上设有与控制系统相连的固定电机。
11.进一步的,所述移动横梁与驱动装置相连,所述驱动装置上设有与移动横梁相连的行星减速机,所述行星减速机输出端设有齿轮,所述齿轮通过与机架上的齿条啮合传动,
驱动移动横梁移动。
12.进一步的,所述升降组装台通过与气缸相连进行升降运动。
13.进一步的,所述导轨上均设有移动所需的滑块。
14.进一步的,所述控制系统包括电器柜、操作台,电器柜里设有彼此电连接的电器元件,操作台上设有彼此电连接的控制按钮、工控机、鼠标、键盘、显示器。
15.技术方案的有益效果是:
16.本实用新型的框扇预导向台,具有升降组装台和传输同步带,能够实现铝合金型材在升降组装台上通过角码组装成铝合金门窗框架,组装完后通过定位板定位,定完位后按下降落按钮把铝合金门窗框架自动降落到同步带,然后按下启动按钮,同步带通过电机带动转动把铝合金门窗框架往下一工序传,无需人工上料和下料,降低了工作人员的劳动强度,提高了工作效率。
附图说明
17.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
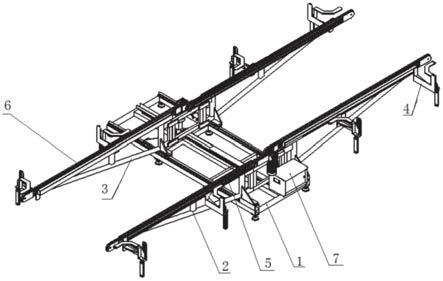
18.图1为本实用新型的轴测图一;
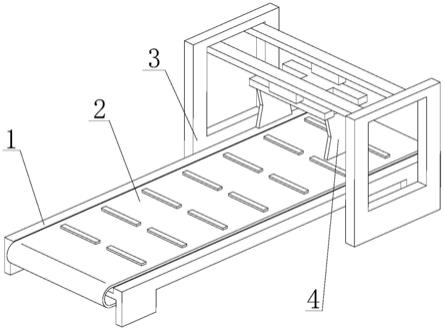
19.图2为本实用新型的轴测图二;
20.图3为本实用新型驱动装置轴测图;
21.图4为本实用新型的主同步带轮的电机结构图;
22.图5为本实用新型的主同步带轮结构图;
23.图6为本实用新型的横梁一端的结构示意图;
24.图7为本实用新型升降装置轴测图。
25.其中,1
‑
机架、2
‑
定位横梁、3
‑
移动横梁、4
‑
升降组装台、5
‑
第一传输带部件、6
‑
第二传输带部件、7
‑
控制系统、8
‑
第一导轨、9
‑
第一滑块、10
‑ꢀ
齿条、11
‑
驱动装置、12
‑
第二导轨、13
‑
第三导轨、14
‑
第四导轨、15
‑
第五导轨、16
‑
组装台支架、17
‑
第六导轨、18
‑
升降滑块、19
‑
升降气缸、20
‑
组装台板、21
‑
定位板、22
‑
第一型材、23
‑
第二型材、24
‑
第三型材、25
‑
第四型材、26
‑
主同步带轮、27
‑
蜗轮蜗杆减速机、28
‑
电机、29
‑
从同步带轮、30
‑ꢀ
同步带、31
‑
行星减速机固定支架、32
‑
行星减速机、33伺服电机、34
‑
齿轮, 35
‑
连接件。
具体实施方式
26.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
27.图1
‑
2示出了本实用新型的铝合金门窗的框扇预导向台,包括机架,机架上设有定位横梁和第一导轨,第一导轨上设有够靠近或远离定位横梁的移动横梁,第一导轨为两条,平行设于机架上;平行于两条第一导轨的中心线上设有位于机架的齿条,齿条与移动横梁上的驱动装置啮合,沿第一导轨滑动;
28.如图3
‑
4所示,驱动装置包括固定于移动横梁上的行星减速机固定支架,行星减速机固定支架上通过螺栓固定有行星减速机,行星减速机输入端通过螺栓联接有伺服电机,伺服电机与控制系统相连接,行星减速机输出端通过螺栓联接有齿轮,齿轮和齿条啮合传
动,齿条固定于机架上;工作时移动横梁会自动被驱动至与铝合金门窗尺寸大小相应的位置。
29.如图4
‑
6所示,定位横梁和移动横梁上设置多组能够沿横梁长度方向相互靠近或远离的升降组装台;沿横梁的长度方向上还设有传输部件;升降组装台可上下升降实现多工位组装产品而不影响产品在预导向台传输部件上的传输。
30.定位横梁远离移动横梁的一侧,设有第二导轨和第三导轨,第二导轨和第三导轨的相互靠近的端面之间留有一定的距离;第二导轨和第三导轨的相互远离的端面和定位横梁的两端也分别留有一定距离;第二、第三导轨上皆设有滑块,滑块上固定设有升降组装台,
31.移动横梁远离定位横梁的一侧,设有第四导轨和第五导轨,第四导轨和第五导轨相互靠近的端面之间留有一定的距离;第四导轨和第五导轨相互远离的端面和定位横梁的两端也分别留有一定距离;第四、第五导轨上皆设有滑块,滑块上固定设有升降组装台,定位横梁和移动横梁彼此远离的一侧的两端固定设有升降组装台,该升降组装台与导轨上的升降组装台位于同一水平线上。可人工移动滑块到铝合金门窗尺寸大小相应的位置,把铝合金型材放到组装台上时,人工把铝合金型材和角码组装成铝合金门窗。
32.如图7所示,升降组装台包括组装台支架,组装台支架上平行设有平行的第六导轨,第六导轨上设有滑块,组装台支架上还设有升降气缸,滑块上装有组装台板,组装台板与升降气缸活塞杆连接,其中定位横梁一侧的组装台板上还固定有定位板。
33.如图2所示,定位横梁上,沿其长度方向设有第一传输部件,第一传输部件包括第一型材、第二型材,第一型材、第二型材的相互靠近的端面之间留有一定间距,在此间距内,第一型材、第二型材分别通过连接件与主同步带轮相连,第一型材、第二型材的相互远离的一端通过连接件与从同步带轮相连,主同步带轮和从同步带轮之间连接有平行于水平面运动的同步带;
34.移动横梁上,沿其长度方向设有第二传输部件,第一传输部件包括第三型材、第四型材,第三型材、第四型材的相互靠近的端面之间留有一定间距,在此间距内,第三型材、第四型材分别通过连接件与主同步带轮相连,第三型材、第四型材的相互远离的一端通过连接件与从同步带轮相连,主同步带轮和从同步带轮之间连接有平沿横梁长度方向运动的同步带,实现铝合金门窗在框扇预导向台传输同步带上的传输。
35.如图4所示,主同步带轮上连接有蜗轮蜗杆减速机,蜗轮蜗杆减速机上设有与控制系统相连的固定电机。
36.为了方便后续加工、管理,升降传输台可升降,所述的控制系统包括电器柜、操作台,电器柜里设有彼此电连接的电器元件,操作台上设有彼此电连接的控制按钮、工控机、鼠标、键盘、显示器,工控机里装有自主设计的加工程序软件。
37.具体工作时,将需要组角铝合金门窗的尺寸大小等信息输入到程序软件,工作时移动横梁会自动被驱动至与铝合金门窗尺寸大小相应的位置,当人把铝合金型材放到组装台上时,人工把铝合金型材和角码组装成铝合金门窗,组装完后通过定位板定位,定完位后按下降落按钮把铝合金门窗框架自动降落到同步带,然后按下启动按钮,同步带通过电机带动转动把铝合金门窗框架往下一工序传输;组装台上下升降实现了多工位组装铝合金门窗而不影响铝合金门窗在框扇预导向台传输同步带上的传输,提高了生产效率高。
38.以上所述依次往复进行此循环进行铝合金门窗框架的角码组装。
39.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。