1.本发明涉及喷涂生产技术领域,具体涉及一种用于喷涂生产线的打磨装置及其使用方法。
背景技术:
2.公开号为cn107419885a的中国发明专利公开了一种打磨喷涂装置,包括设备,所述设备内部设有搅拌桶,搅拌桶内部设有第一转轴,第一转轴上设有第一搅拌杆和第二搅拌杆,集尘箱右侧设有抽泵,抽泵右侧连接吸尘头,集尘箱上端设有第一电机,第一电机右侧连接第二转轴,第二转轴右侧固定有打磨头,第一电机上端设有喷涂室,喷涂室下端设有第二抽泵,第二抽泵下端设有第二抽管,第二抽管末端设有抽料头,喷涂室右侧设有涂抹头,涂抹头上侧喷涂室上设有雾化器,雾化器右侧通过连接管连接有喷头,雾化器左侧设有第一抽泵,第一抽泵左侧设有一抽管。本发明打磨喷涂装置,解决了在喷涂不光滑表面造成喷涂效果差的问题,使得喷涂更加稳定更加均匀。
3.公开号为cn111229508a的中国发明专利公开了一种随形打磨喷涂装置,包括底座、打磨组件、夹紧组件、轨道、喷涂组件和控制装置;打磨组件安装在底座的一端,喷涂组件安装在底座的另一端;轨道设置在底座上,多个夹紧组件滑动连接在轨道上;控制装置用于控制打磨组件、夹紧组件、喷涂组件;采用打磨组件既能实现各种形状物体表面的打磨,避免了有些地方不能打磨到或减少有些地方过度打磨;喷涂组件可以根据实际需要对打磨后物体进行喷涂处理,避免表面氧化等。
4.但是上述专利仍存在以下问题:
5.在零件表面加工领域,大部分机械加工过程所生产的零件表面粗糙度都达不到要求,还有的会产生锋利的毛刺,严重影响零件的装配与使用。现有的光整加工有超级光磨与抛光,其工艺过程十分复杂且成本较高。去毛刺的方法也是利用锉刀、砂纸等传统方法。虽然有各种自动化和化学等方法去毛刺,但费用较高,容易损坏零件。
技术实现要素:
6.本发明针对现有技术存在的上述问题,提供了一种用于喷涂生产线的打磨装置。
7.本发明的基本方案为:一种用于喷涂生产线的打磨装置,包括机体、喷砂部、打磨部、风干部、抽拉部和装夹部,所述抽拉部与机体滑动连接,所述喷砂部置于机体内部,
8.所述喷砂组件包括摆动电机、摆动转盘、摆动拉杆、摆动拉板、多个支撑转轴、联动支杆、多个摆动块、多个连接摆杆、多个喷嘴、多个砂管和多个传动拉板,所述摆动转盘置于摆动电机的一端,所述摆动拉杆一端与摆动转盘的一侧转动连接,所述摆动拉杆的另一端与摆动拉板铰接,所述摆动拉板的另一端固定在支撑转轴上,多个所述支撑转轴对称置于联动支杆的两端,多个所述支撑转轴分别通过多个传动拉板与联动支杆铰接。
9.多个所述摆动块间隔均布置于支撑转轴上,多个所述连接摆杆中部分别置于多个摆动块内,多个所述连接摆杆的前端分别与多个喷嘴的外壁铰接,多个所述喷嘴的后端分
别连接多个砂管。
10.所述打磨部置于机体的一侧,所述风干部置于机体的一侧,所述风干部置于机体的顶部,所述装夹部置于抽拉部上,所述喷砂部包括往复摆动的喷砂组件和喷水组件。
11.所述喷水组件包括喷水管、喷水枪体、喷水口和固定拉环,所述喷水枪体与固定拉环铰接,所述喷水口置于喷水枪体的前端,所述喷水管置于喷水枪体的后端。所述打磨部包括多个打磨筒、多个打磨杆和打磨支架,所述打磨支架与机体内壁滑动连接,多个所述打磨杆间隔均布置于打磨支架上,多个所述打磨杆与打磨支架转动连接,多个所述打磨筒分别置于打磨杆的外壁。
12.所述机体包括观察窗、工作仓、底座和多个漏斗仓,所述风干部包括风机和风管,所述风机置于工作仓的顶部,所述风机通过风管与工作仓连通,所述观察窗置于工作仓的一侧,所述底座置于工作仓的底部,多个所述漏斗仓分别置于抽拉部和工作仓底部。
13.所述装夹部还包括多个扶正杆和多个扶正块,多个所述扶正杆对称置于装夹转盘的顶部,多个所述扶正块分别置于多个扶正杆的顶部。所述装夹部还包括多个扶正杆和多个扶正块,多个所述扶正杆对称置于装夹转盘的顶部,多个所述扶正块分别置于多个扶正杆的顶部。
14.本发明还公开了该橡胶制造加工用加料装置的使用方法:
15.s1.工件装夹:将多个工件分别安装在多个装夹座上,通过传动皮带控制装夹转盘转动;
16.s2.封闭加工:将抽拉部推入工作仓内,使得抽拉门板与工作仓闭合;
17.s3.喷砂打磨:控制摆动电机工作,带动转动转盘转动,摆动拉杆拉动摆动拉板并带动支撑转轴转动,安装在支撑转轴上的多个摆动块带动多个喷嘴上下晃动,实现往复式全方位喷砂打磨除杂;
18.s4.二次打磨:控制打磨杆转动,并带动打磨筒外壁叶片对工件进行进一步打磨除杂,在摩擦过程中,为了防止过热造成工件和设备损坏,通过喷水组件喷水对工件进行持续冷却;
19.s5.工件风干:通过控制风机工作,持续对工作仓内的工件进行风干操作,便于进行后续喷涂加工工序;
20.s6.工件取出:拉动抽拉把手将抽拉架拉出,将工件从装夹座上取下。
21.本发明的工作原理及优点在于:
22.本发明利用高速砂流的冲击作用清理和粗化基体表面的过程。采用压缩空气为动力,以形成高速喷射束将喷料高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
23.喷涂是将一些油漆等融化物喷涂在金属表面,从而使金属具有防水功能和防锈功能,同时保证了金属的美观与避免空气对金属进行氧化,但是现在大多数的喷涂为人工喷涂,容易导致金属表面喷涂不均匀,而设备喷涂,由于金属板表面凹凸不平,经常出现有些金属存在喷涂缺陷,需要后期人工再次喷涂,加大工作难度,同时降低工作效率。
24.装夹部用于装夹工件,装夹转盘通过转动,让工件可以全方位面向喷砂部,使得工
件可以实现全方位打磨,提高了打磨工作效率和打磨质量,传动皮带带动多个传动转轮转动,以此带动装夹座转动。打磨部在喷砂部加工过后对工件进行进一步打磨加工,将工件外壁上的杂质完全去除,在摩擦过程中,为了防止过热造成工件和设备损坏,通过喷水组件喷水对工件进行持续冷却。打磨部包括多个打磨筒、多个打磨杆和打磨支架,打磨支架与机体内壁滑动连接,多个打磨杆间隔均布置于打磨支架上,多个打磨杆与打磨支架转动连接,多个打磨筒分别置于打磨杆的外壁。打磨筒外壁设有多个环形均布的柔性打磨叶片,在高速转动过程中,不断与工件外壁摩擦接触,实现快速打磨。通过控制风机工作,持续对工作仓内的工件进行风干操作,便于进行后续喷涂加工工序;机体设置可拉出的抽拉部,实现拉开安装工件,闭合打磨工件的操作,打磨后的残渣废料从漏斗仓流出,防止加工过程汇中杂质细屑飞散造成操作人员的损伤。
附图说明
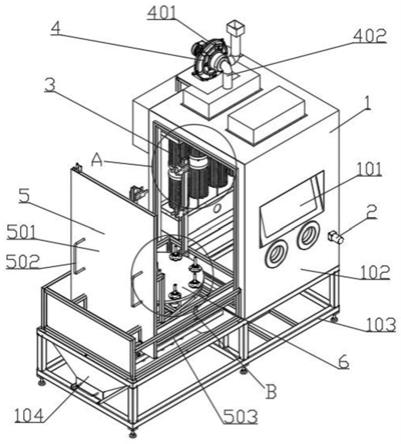
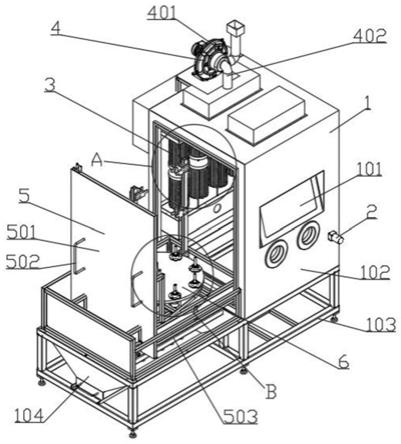
25.图1为本发明一种用于喷涂生产线的打磨装置的结构示意图;
26.图2为图1中a部位的局部放大图;
27.图3为图1中b部位的局部放大图;
28.图4为本发明一种用于喷涂生产线的打磨装置中喷砂部的结构示意图;
29.图5为图4中c部位的局部放大图;
30.附图中涉及到的附图标记有:
31.机体1;观察窗101;工作仓102;底座103;漏斗仓104;
32.喷砂部2;摆动电机201;摆动转盘202;摆动拉杆203;摆动拉板204;支撑转轴205;联动支杆206;摆动块207;连接摆杆208;喷嘴209;砂管210;传动拉板211;水管212;喷水枪体213;喷水口214;固定拉环215;
33.打磨部3;打磨筒301;打磨杆302;打磨支架303;
34.风干部4;风机401;风管402;
35.抽拉部5;抽拉门板501;抽拉把手502;抽拉架503;
36.装夹部6;装夹转盘601;传动皮带602;传动转轮603;装夹座604;扶正杆605;扶正块606。
具体实施方式
37.下面通过具体实施方式进一步详细的说明:
38.实施例一:
39.本发明提供一种用于喷涂生产线的打磨装置,该装置包括机体1、喷砂部2、打磨部3、风干部4、抽拉部5和装夹部6,喷涂是将一些油漆等融化物喷涂在金属表面,从而使金属具有防水功能和防锈功能,同时保证了金属的美观与避免空气对金属进行氧化,但是现在大多数的喷涂为人工喷涂,容易导致金属表面喷涂不均匀,而设备喷涂,由于金属板表面凹凸不平,经常出现有些金属存在喷涂缺陷,需要后期人工再次喷涂,加大工作难度,同时降低工作效率。
40.将抽拉部5与机体1滑动连接,喷砂部2置于机体1内部,喷砂组件包括摆动电机201、摆动转盘202、摆动拉杆203、摆动拉板204、多个支撑转轴205、联动支杆206、多个摆动
块207、多个连接摆杆208、多个喷嘴209、多个砂管210和多个传动拉板211,摆动转盘202置于摆动电机201的一端,摆动拉杆203一端与摆动转盘202的一侧转动连接,摆动拉杆203的另一端与摆动拉板204铰接,摆动拉板204的另一端固定在支撑转轴205上,多个支撑转轴205对称置于联动支杆206的两端,多个支撑转轴205分别通过多个传动拉板211与联动支杆206铰接。
41.多个摆动块207间隔均布置于支撑转轴205上,多个连接摆杆208中部分别置于多个摆动块207内,多个连接摆杆208的前端分别与多个喷嘴209的外壁铰接,多个喷嘴209的后端分别连接多个砂管210。
42.本发明利用高速砂流的冲击作用清理和粗化基体表面的过程。采用压缩空气为动力,以形成高速喷射束将喷料铜矿砂、石英砂、金刚砂、铁砂、海南砂等高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
43.装夹部6包括装夹转盘601、传动皮带602、多个传动转轮603和多个装夹座604,装夹转盘601与抽拉部5转动连接,多个装夹座604环形均布置于装夹转盘601上,多个传动转轮603分别置于多个装夹座604底部,传动皮带602与多个传动转轮603传动连接。
44.装夹部6用于装夹工件,装夹转盘601通过转动,让工件可以全方位面向喷砂部2,使得工件可以实现全方位打磨,提高了打磨工作效率和打磨质量,传动皮带602带动多个传动转轮603转动,以此带动装夹座604转动。
45.装夹部6还包括多个扶正杆605和多个扶正块606,多个扶正杆606对称置于装夹转盘601的顶部,多个扶正块606分别置于多个扶正杆605的顶部。多个扶正杆605和多个扶正块606用于安装不同型号的工件,实现该装置的多工件打磨加工。
46.打磨部3置于机体1的一侧,风干部4置于机体1的一侧,风干部4置于机体1的顶部,装夹部6置于抽拉部5上,喷砂部2包括往复摆动的喷砂组件和喷水组件。喷水组件包括喷水管212、喷水枪体213、喷水口214和固定拉环215,喷水枪体213与固定拉环215铰接,喷水口214置于喷水枪体213的前端,喷水管212置于喷水枪体213的后端。
47.打磨部3在喷砂部2加工过后对工件进行进一步打磨加工,将工件外壁上的杂质完全去除,在摩擦过程中,为了防止过热造成工件和设备损坏,通过喷水组件喷水对工件进行持续冷却。打磨部3包括多个打磨筒301、多个打磨杆302和打磨支架303,打磨支架303与机体1内壁滑动连接,多个打磨杆302间隔均布置于打磨支架303上,多个打磨杆302与打磨支架303转动连接,多个打磨筒301分别置于打磨杆302的外壁。打磨筒301外壁设有多个环形均布的柔性打磨叶片,在高速转动过程中,不断与工件外壁摩擦接触,实现快速打磨。
48.实施例二:
49.本发明提供一种用于喷涂生产线的打磨装置,该装置包括机体1、喷砂部2、打磨部3、风干部4、抽拉部5和装夹部6,喷涂是将一些油漆等融化物喷涂在金属表面,从而使金属具有防水功能和防锈功能,同时保证了金属的美观与避免空气对金属进行氧化,但是现在大多数的喷涂为人工喷涂,容易导致金属表面喷涂不均匀,而设备喷涂,由于金属板表面凹凸不平,经常出现有些金属存在喷涂缺陷,需要后期人工再次喷涂,加大工作难度,同时降
低工作效率。
50.将抽拉部5与机体1滑动连接,喷砂部2置于机体1内部,喷砂组件包括摆动电机201、摆动转盘202、摆动拉杆203、摆动拉板204、多个支撑转轴205、联动支杆206、多个摆动块207、多个连接摆杆208、多个喷嘴209、多个砂管210和多个传动拉板211,摆动转盘202置于摆动电机201的一端,摆动拉杆203一端与摆动转盘202的一侧转动连接,摆动拉杆203的另一端与摆动拉板204铰接,摆动拉板204的另一端固定在支撑转轴205上,多个支撑转轴205对称置于联动支杆206的两端,多个支撑转轴205分别通过多个传动拉板211与联动支杆206铰接。
51.多个摆动块207间隔均布置于支撑转轴205上,多个连接摆杆208中部分别置于多个摆动块207内,多个连接摆杆208的前端分别与多个喷嘴209的外壁铰接,多个喷嘴209的后端分别连接多个砂管210。
52.本发明利用高速砂流的冲击作用清理和粗化基体表面的过程。采用压缩空气为动力,以形成高速喷射束将喷料铜矿砂、石英砂、金刚砂、铁砂、海南砂等高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
53.装夹部6包括装夹转盘601、传动皮带602、多个传动转轮603和多个装夹座604,装夹转盘601与抽拉部5转动连接,多个装夹座604环形均布置于装夹转盘601上,多个传动转轮603分别置于多个装夹座604底部,传动皮带602与多个传动转轮603传动连接。
54.装夹部6用于装夹工件,装夹转盘601通过转动,让工件可以全方位面向喷砂部2,使得工件可以实现全方位打磨,提高了打磨工作效率和打磨质量,传动皮带602带动多个传动转轮603转动,以此带动装夹座604转动。
55.装夹部6还包括多个扶正杆605和多个扶正块606,多个扶正杆606对称置于装夹转盘601的顶部,多个扶正块606分别置于多个扶正杆605的顶部。多个扶正杆605和多个扶正块606用于安装不同型号的工件,实现该装置的多工件打磨加工。
56.打磨部3置于机体1的一侧,风干部4置于机体1的一侧,风干部4置于机体1的顶部,装夹部6置于抽拉部5上,喷砂部2包括往复摆动的喷砂组件和喷水组件。喷水组件包括喷水管212、喷水枪体213、喷水口214和固定拉环215,喷水枪体213与固定拉环215铰接,喷水口214置于喷水枪体213的前端,喷水管212置于喷水枪体213的后端。
57.打磨部3在喷砂部2加工过后对工件进行进一步打磨加工,将工件外壁上的杂质完全去除,在摩擦过程中,为了防止过热造成工件和设备损坏,通过喷水组件喷水对工件进行持续冷却。打磨部3包括多个打磨筒301、多个打磨杆302和打磨支架303,打磨支架303与机体1内壁滑动连接,多个打磨杆302间隔均布置于打磨支架303上,多个打磨杆302与打磨支架303转动连接,多个打磨筒301分别置于打磨杆302的外壁。打磨筒301外壁设有多个环形均布的柔性打磨叶片,在高速转动过程中,不断与工件外壁摩擦接触,实现快速打磨。
58.机体1包括观察窗101、工作仓102、底座103和多个漏斗仓104,风干部4包括风机401和风管402,风机401置于工作仓102的顶部,风机401通过风管402与工作仓102连通,观察窗101置于工作仓102的一侧,底座103置于工作仓102的底部,多个漏斗仓104分别置于抽
拉部5和工作仓102底部。
59.通过控制风机401工作,持续对工作仓内的工件进行风干操作,便于进行后续喷涂加工工序;机体设置可拉出的抽拉部5,实现拉开安装工件,闭合打磨工件的操作,打磨后的残渣废料从漏斗仓104流出,防止加工过程汇中杂质细屑飞散造成操作人员的损伤。
60.抽拉部5包括抽拉门板501、多个抽拉把手502和抽拉架503,抽拉架503与底座103滑动连接,抽拉门板501置于抽拉架503的一侧,多个抽拉把手502间隔均布置于抽拉门板501上,将抽拉架503推入工作仓102内时抽拉门板501将工作仓102封闭。
61.本发明还公开了一种用于喷涂生产线的打磨装置的使用方法:
62.s1.工件装夹:将多个工件分别安装在多个装夹座604上,通过传动皮带602控制装夹转盘601转动;
63.s2.封闭加工:将抽拉部5推入工作仓102内,使得抽拉门板501与工作仓102闭合;
64.s3.喷砂打磨:控制摆动电机201工作,带动转动转盘202转动,摆动拉杆203拉动摆动拉板204并带动支撑转轴205转动,安装在支撑转轴205上的多个摆动块207带动多个喷嘴209上下晃动,实现往复式全方位喷砂打磨除杂;
65.s4.二次打磨:控制打磨杆302转动,并带动打磨筒301外壁叶片对工件进行进一步打磨除杂,在摩擦过程中,为了防止过热造成工件和设备损坏,通过喷水组件喷水对工件进行持续冷却;
66.s5.工件风干:通过控制风机401工作,持续对工作仓内的工件进行风干操作,便于进行后续喷涂加工工序;
67.s6.工件取出:拉动抽拉把手502将抽拉架503拉出,将工件从装夹座604上取下。
68.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。