一种3d打印文件生成方法、装置、计算机设备及存储介质
技术领域
1.本发明实施例涉及3d打印文件生成技术领域,尤其涉及一种3d打印文件生成方法、装置、计算机设备及存储介质。
背景技术:
2.针对现有的熔融沉积成型(fdm)打印方法,打印机在打印完成当前打印路径并移动至下一打印路径的过程中,空驶的路径中喷嘴中的耗材会由于重力的作用溢出而导致拉丝。
3.目前的fdm切片软件算法主要是依靠回抽功能,即在打印完成当前打印路径后立即回抽耗材,并在空驶完成后并移动至下一打印路径之前再重新挤出之前已经回抽的长度。但是由于喷嘴中的耗材处于熔化状态,通常会造成回抽不完全,尤其针对创新型颗粒机,其并非使用fdm常用的线性耗材,而是使用颗粒耗材,同时打印机的喷嘴孔径更大,因此导致回抽的效果非常不好,从而严重影响打印效果。
技术实现要素:
4.本发明实施例提供一种3d打印文件生成方法、装置、计算机设备及存储介质,以解决创新型颗粒机打印过程中的拉丝问题。
5.第一方面,本发明实施例提供了一种3d打印文件生成方法,该方法包括:
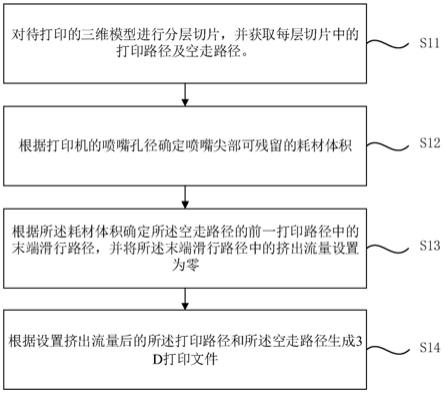
6.对待打印的三维模型进行分层切片,并获取每层切片中的打印路径及空走路径;
7.根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积;
8.根据所述耗材体积确定所述空走路径的前一打印路径中的末端滑行路径,并将所述末端滑行路径中的挤出流量设置为零;
9.根据设置挤出流量后的所述打印路径和所述空走路径生成3d打印文件。
10.可选的,在所述根据设置挤出流量后的所述打印路径和所述空走路径生成3d打印文件之前,还包括:
11.在所述空走路径中确定末端预打印路径;
12.根据所述末端预打印路径的长度和所述末端滑行路径的长度对所述末端预打印路径中的挤出流量进行设置。
13.可选的,所述在所述空走路径中确定末端预打印路径,包括:
14.若所述空走路径的长度小于等于预设长度,则将整个所述空走路径确定为所述末端预打印路径;
15.若所述空走路径的长度大于所述预设长度,则将所述空走路径末端的所述预设长度的路径确定为所述末端预打印路径。
16.可选的,所述根据所述末端预打印路径的长度和所述末端滑行路径的长度对所述末端预打印路径中的挤出流量进行设置,包括:
17.当所述空走路径的长度小于等于所述预设长度时,将所述末端预打印路径中的挤
出流量设置为:
[0018][0019]
当所述空走路径的长度大于所述预设长度时,将所述末端预打印路径中的挤出流量设置为:
[0020][0021]
其中,flow表示所述末端预打印路径中的挤出流量,l1表示所述末端滑行路径的长度,l2表示所述空走路径的长度,l3表示所述预设长度。
[0022]
可选的,所述预设长度为3毫米。
[0023]
可选的,所述根据所述耗材体积确定所述空走路径的前一打印路径中的末端滑行路径,包括:
[0024][0025]
其中,l1表示所述末端滑行路径的长度,v表示所述耗材体积,π表示圆周率,w表示打印所述三维模型的线宽的一半。
[0026]
可选的,所述根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积,包括:
[0027]
v=πr2*2r
[0028]
其中,v表示所述耗材体积,π表示圆周率,r表示所述喷嘴孔径的一半。
[0029]
第二方面,本发明实施例还提供了一种3d打印文件生成装置,该装置包括:
[0030]
路径获取模块,用于对待打印的三维模型进行分层切片,并获取每层切片中的打印路径及空走路径;
[0031]
耗材体积确定模块,用于根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积;
[0032]
末端滑行路径确定模块,用于根据所述耗材体积确定所述空走路径的前一打印路径中的末端滑行路径,并将所述末端滑行路径中的挤出流量设置为零;
[0033]
文件生成模块,用于根据设置挤出流量后的所述打印路径和所述空走路径生成3d打印文件。
[0034]
第三方面,本发明实施例还提供了一种计算机设备,该计算机设备包括:
[0035]
一个或多个处理器;
[0036]
存储器,用于存储一个或多个程序;
[0037]
当所述一个或多个程序被所述一个或多个处理器执行,使得所述一个或多个处理器实现本发明任意实施例所提供的3d打印文件生成方法。
[0038]
第四方面,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现本发明任意实施例所提供的3d打印文件生成方法。
[0039]
本发明实施例提供了一种3d打印文件生成方法,首先对待打印的三维模型进行分层切片,并获取每层切片中的打印路径及空走路径,然后根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积,再根据该耗材体积确定空走路径的前一打印路径中的末端滑行路
径,并将末端滑行路径中的挤出流量设置为零,最后即可根据完成设置后的打印路径和空走路径生成3d打印文件。本发明实施例所提供的3d打印文件生成方法,通过将每条空走路径的前一打印路径的最后一段变成空走的末端滑行路径,以消耗喷嘴内残留的已经熔化的耗材进行打印,并可以根据喷嘴尖部可残留的体积确定末端滑行路径的长度,使得前一打印路径打印完成后刚好不会继续出料,从而在保证打印三维模型的完整性的基础上,解决了应用fdm工艺在进行3d打印过程中存在的拉丝问题,提高了三维模型外观的打印效果。
附图说明
[0040]
图1为本发明实施例一提供的3d打印文件生成方法的流程图;
[0041]
图2为本发明实施例一提供的各路径结构示意图;
[0042]
图3为本发明实施例二提供的3d打印文件生成装置的结构示意图;
[0043]
图4为本发明实施例三提供的计算机设备的结构示意图。
具体实施方式
[0044]
下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
[0045]
在更加详细地讨论示例性实施例之前应当提到的是,一些示例性实施例被描述成作为流程图描绘的处理或方法。虽然流程图将各步骤描述成顺序的处理,但是其中的许多步骤可以被并行地、并发地或者同时实施。此外,各步骤的顺序可以被重新安排。当其操作完成时所述处理可以被终止,但是还可以具有未包括在附图中的附加步骤。所述处理可以对应于方法、函数、规程、子例程、子程序等等。
[0046]
实施例一
[0047]
图1为本发明实施例一提供的3d打印文件生成方法的流程图。本实施例可适用于在三维打印过程中去除拉丝的情况,该方法可以由本发明实施例所提供的3d打印文件生成装置来执行,该装置可以由硬件和/或软件的方式来实现,一般可集成于计算机设备中。如图1所示,具体包括如下步骤:
[0048]
s11、对待打印的三维模型进行分层切片,并获取每层切片中的打印路径及空走路径。
[0049]
具体的,可以采用现有的切片方法对待打印的三维模型进行分层切片,对于所使用的切片方法本实施例中不作具体的限制。具体可以在用户导入三维模型后,为用户提供一个用于配置切片参数的人机交互界面,当用户完成配置并提交进行切片后,可以自动的根据配置好的切片参数对三维模型进行切片,并可在切片完成后获得每层切片中的打印数据,该打印数据即可包括每层切片中的打印路径及空走路径,特别的,在某些层的切片中可能不存在空走路径,即所获取到的空走路径的数量为0,则在这种情况下,可以不对这些层的切片进行后续的处理,并在后续生成3d打印文件时直接使用这些层的打印数据即可,另外,打印数据还可以包括各路径的挤出流量等等。其中,空走路径可以理解为每两个连续打印的打印路径中前一打印路径的结束点到后一打印路径的起始点之间的路径,即该两个打印路径之间不需要进行出料的路径,一般为前一打印路径的结束点与后一打印路径的起始
点之间的直线路径。打印路径可以包括轮廓路径和内部填充路径等等,则空走路径可以包括两个轮廓路径之间的路径、两个内部填充路径之间的路径以及一个内部填充路径和一个轮廓路径之间的路径等。
[0050]
s12、根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积。
[0051]
具体的,一般3d打印机可以配套使用多种不同尺寸的喷嘴,在完成安装某一尺寸的喷嘴后,用户可以通过所提供的用于配置打印机参数的人机交互界面对喷嘴孔径进行录入,则可获取到当前所使用的喷嘴孔径。在获取到喷嘴孔径之后,即可根据喷嘴孔径确定喷嘴尖部可残留的耗材体积,从而确定在空走路径中可能会由于重力作用溢出的耗材量,以便后续对该部分耗材进行处理,以避免空走路径中出现拉丝。可选的,所述根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积,包括:
[0052]
v=πr2*2r
[0053]
其中,v表示所述耗材体积,π表示圆周率,r表示所述喷嘴孔径的一半。一般喷嘴尖部可残留的耗材体积不会少于根据该公式计算得到的结果,且比较接近,因此,通过该公式确定可残留的耗材体积在避免拉丝问题的同时,还可以保证每条前一打印路径打印的完整性,从而不对三维模型本身的打印产生影响。
[0054]
s13、根据所述耗材体积确定所述空走路径的前一打印路径中的末端滑行路径,并将所述末端滑行路径中的挤出流量设置为零。
[0055]
具体的,在确定了可残留的耗材体积之后,即可根据该耗材体积进一步确定每条空走路径的前一打印路径中的末端滑行路径。其中,末端滑行路径即在前一打印路径的最后截取一定长度的路径,并将该段路径变为空走,即将该段路径的挤出流量设置为零,使得该段路径仅滑行,然后可以通过消耗喷嘴内残留的已经熔化的耗材对该段路径进行打印。同时,可以根据所确定的耗材体积精确的确定每条末端滑行路径的长度,从而可以使得每条前一打印路径打印完成后刚好不会继续出料,以避免拉丝的出现。
[0056]
可选的,所述根据所述耗材体积确定所述空走路径的前一打印路径中的末端滑行路径,包括:
[0057][0058]
其中,l1表示所述末端滑行路径的长度,v表示所述耗材体积,π表示圆周率,w表示打印所述三维模型的线宽的一半。具体的,由于在末端滑行路径中是依靠重力自由挤出残留的耗材,因此末端滑行路径中的挤出流量可以为默认值1.0毫米每秒,其不会对末端滑行路径的长度计算造成影响。其中,半线宽也可以根据用户的配置来获得。在根据该公式计算得到末端滑行路径的长度l1之后,即可将前一打印路径中最后一段长为l1的路径确定为末端滑行路径,进而将该段末端滑行路径中的挤出流量设置为零。
[0059]
s14、根据设置挤出流量后的所述打印路径和所述空走路径生成3d打印文件。
[0060]
其中,可选的,3d打印文件可以是g代码文件,g代码(g
‑
code)是最为广泛使用的数控编程语言,主要在计算机辅助制造中用于控制自动机床,是数控程序中的指令。g代码文件即包含g代码的文件,3d打印机可基于对应的g代码文件对三维模型进行打印。具体的,可以在自动进行切片并获取到打印数据之后,根据上述过程对打印数据(即其中某些路径的挤出流量等)逐层切片的进行调整,然后自动生成相应的g代码文件,从而可以将该g代码文
件导出至3d打印机以打印所需的三维模型。
[0061]
在上述技术方案的基础上,可选的,在所述根据设置挤出流量后的所述打印路径和所述空走路径生成3d打印文件之前,还包括:在所述空走路径中确定末端预打印路径;根据所述末端预打印路径的长度和所述末端滑行路径的长度对所述末端预打印路径中的挤出流量进行设置。示例性的,如图2所示,第一轮廓路径11(即前一打印路径)和第二轮廓路径12之间可以存在一条空走路径13,第一轮廓路径11中包括末端滑行路径111(如图2中左边三角形虚线框内部在第一轮廓路径11上截取的部分),末端滑行路径111与空走路径13连接,空走路径13中包括末端预打印路径131(如图2中右边三角形虚线框内部在空走路径13上截取的部分),末端预打印路径131与第二轮廓路径12连接。具体的,针对每条空走路径,由于已经在其前一打印路径中将喷嘴中残留的耗材耗尽,而在对其后一打印路径开始打印时,需要重新挤出耗材使其充满喷嘴,以可以及时的出料,从而需要耗费一定的时间才可以开始正常进行出料,因此,可以在每条空走路径中确定末端预打印路径,并通过调整末端预打印路径中的挤出流量来使得刚好在每条后一打印路径的起始点开始出料。其中,末端预打印路径即在空走路径的最后截取一定长度的路径,并可根据该路径的长度和前一打印路径中的末端滑行路径的长度确定末端预打印路径中的挤出流量。末端预打印路径的作用即为提前将喷嘴尖部充满,从而避免因耗材挤出的延迟导致后一打印路径中出现缺口的问题,保证后一打印路径打印的完整性。即末端预打印路径中的挤出量与末端滑行路径中需要自由溢出的耗材量相同,而末端滑行路径中的挤出流量可以为默认值1.0毫米每秒,因此可以仅根据末端预打印路径的长度与末端滑行路径的长度之间的关系确定末端预打印路径中的挤出流量,末端预打印路径的长度越短,便需要一个更高的挤出流量来及时的充满喷嘴尖部。其中,可选的,末端预打印路径的长度可以与末端滑行路径的长度相同,同时便使用末端滑行路径中的挤出流量作为末端预打印路径中的挤出流量,从而无需重新确定末端预打印路径的长度,减少了计算时间,但是可能存在空走路径的长度小于末端滑行路径的长度的情况,在这种情况下,则可以将空走路径全部作为末端预打印路径,并根据空走路径的长度与末端滑行路径的长度之间的比例关系确定末端预打印路径中的挤出流量。
[0062]
进一步可选的,所述在所述空走路径中确定末端预打印路径,包括:若所述空走路径的长度小于等于预设长度,则将整个所述空走路径确定为所述末端预打印路径;若所述空走路径的长度大于所述预设长度,则将所述空走路径末端的所述预设长度的路径确定为所述末端预打印路径。其中,可选的,所述预设长度为3毫米。具体的,可以设置一个预设长度,并将该预设长度作为通常的末端预打印路径的长度,即将空走路径中最后一段长为预设长度的路径确定为末端预打印路径,以确定一个更加合适的末端预打印路径,可以使得喷嘴尖部以一个更加合适的速度充满,从而保证不会提前或延后挤出,但同样可能存在空走路径的长度小于预设长度的情况,则为了接近预设长度所带来的效果,可以将整个空走路径确定为末端预打印路径。具体在末端预打印路径中可以以一个较低的挤出流量进行挤出,如低于后一打印路径中的挤出流量,从而不会在后一打印路径的开始位置出现过度挤出而堆积的情况,以保证打印的质量。其中,一般空走路径中两个内部填充路径之间的路径长度均在3毫米以内,而其他类型的空走路径一般均大于3毫米,因此可以将预设长度设置为3毫米,以区别不同类型的空走路径,具体可以将两个内部填充路径之间的空走路径直接作为打印路径,并根据所确定的挤出流量进行挤出,而在其他类型的空走路径中,可以将其
分成两段,首先在第一段路径中进行空走,再将第二段路径直接作为打印路径,并根据所确定的挤出流量进行挤出。
[0063]
进一步可选的,所述根据所述末端预打印路径的长度和所述末端滑行路径的长度对所述末端预打印路径中的挤出流量进行设置,包括:当所述空走路径的长度小于等于所述预设长度时,将所述末端预打印路径中的挤出流量设置为:
[0064][0065]
当所述空走路径的长度大于所述预设长度时,将所述末端预打印路径中的挤出流量设置为:
[0066][0067]
其中,flow表示所述末端预打印路径中的挤出流量,l1表示所述末端滑行路径的长度,l2表示所述空走路径的长度,l3表示所述预设长度。具体的,当空走路径的长度小于等于预设长度时,末端预打印路径即该空走路径,同时末端滑行路径中的挤出流量可以为默认值1.0毫米每秒,而挤出流量与路径长度为反相关关系,因此,此时末端预打印路径中的挤出流量可以为l1与l2的比值。当空走路径的长度大于预设长度时,末端预打印路径的长度为固定值,即预设长度,因此,此时末端预打印路径中的挤出流量可以为l1与l3的比值。通过这两个公式即可确定对应末端预打印路径的长度所需的挤出流量,从而使得可以刚好在后一打印路径的起始点位置完成出料,来保证后一打印路径打印的完整性。
[0068]
本发明实施例所提供的技术方案,首先对待打印的三维模型进行分层切片,并获取每层切片中的打印路径及空走路径,然后根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积,再根据该耗材体积确定空走路径的前一打印路径中的末端滑行路径,并将末端滑行路径中的挤出流量设置为零,最后即可根据完成设置后的打印路径和空走路径生成3d打印文件。通过将每条空走路径的前一打印路径的最后一段变成空走的末端滑行路径,以消耗喷嘴内残留的已经熔化的耗材进行打印,并可以根据喷嘴尖部可残留的体积确定末端滑行路径的长度,使得前一打印路径打印完成后刚好不会继续出料,从而在保证打印三维模型的完整性的基础上,解决了应用fdm工艺在进行3d打印过程中存在的拉丝问题,提高了三维模型外观的打印效果。
[0069]
实施例二
[0070]
图3为本发明实施例二提供的3d打印文件生成装置的结构示意图,该装置可以由硬件和/或软件的方式来实现,一般可集成于计算机设备中。如图3所示,该装置包括:
[0071]
路径获取模块21,用于对待打印的三维模型进行分层切片,并获取每层切片中的打印路径及空走路径;
[0072]
耗材体积确定模块22,用于根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积;
[0073]
末端滑行路径确定模块23,用于根据所述耗材体积确定所述空走路径的前一打印路径中的末端滑行路径,并将所述末端滑行路径中的挤出流量设置为零;
[0074]
文件生成模块24,用于根据设置挤出流量后的所述打印路径和所述空走路径生成
3d打印文件。
[0075]
本发明实施例所提供的技术方案,首先对待打印的三维模型进行分层切片,并获取每层切片中的打印路径及空走路径,然后根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积,再根据该耗材体积确定空走路径的前一打印路径中的末端滑行路径,并将末端滑行路径中的挤出流量设置为零,最后即可根据完成设置后的打印路径和空走路径生成3d打印文件。通过将每条空走路径的前一打印路径的最后一段变成空走的末端滑行路径,以消耗喷嘴内残留的已经熔化的耗材进行打印,并可以根据喷嘴尖部可残留的体积确定末端滑行路径的长度,使得前一打印路径打印完成后刚好不会继续出料,从而在保证打印三维模型的完整性的基础上,解决了应用fdm工艺在进行3d打印过程中存在的拉丝问题,提高了三维模型外观的打印效果。
[0076]
在上述技术方案的基础上,可选的,该3d打印文件生成装置,还包括:
[0077]
末端预打印路径确定模块,用于在所述根据设置挤出流量后的所述打印路径和所述空走路径生成3d打印文件之前,在所述空走路径中确定末端预打印路径;
[0078]
挤出流量设置模块,用于根据所述末端预打印路径的长度和所述末端滑行路径的长度对所述末端预打印路径中的挤出流量进行设置。
[0079]
在上述技术方案的基础上,可选的,末端预打印路径确定模块,包括:
[0080]
第一确定单元,用于若所述空走路径的长度小于等于预设长度,则将整个所述空走路径确定为所述末端预打印路径;
[0081]
第二确定单元,用于若所述空走路径的长度大于所述预设长度,则将所述空走路径末端的所述预设长度的路径确定为所述末端预打印路径。
[0082]
在上述技术方案的基础上,可选的,挤出流量设置模块,包括:
[0083]
第一设置单元,用于当所述空走路径的长度小于等于所述预设长度时,将所述末端预打印路径中的挤出流量设置为:
[0084][0085]
第二设置单元,用于当所述空走路径的长度大于所述预设长度时,将所述末端预打印路径中的挤出流量设置为:
[0086][0087]
其中,flow表示所述末端预打印路径中的挤出流量,l1表示所述末端滑行路径的长度,l2表示所述空走路径的长度,l3表示所述预设长度。
[0088]
在上述技术方案的基础上,可选的,所述预设长度为3毫米。
[0089]
在上述技术方案的基础上,可选的,末端滑行路径确定模块23具体用于:
[0090][0091]
其中,l1表示所述末端滑行路径的长度,v表示所述耗材体积,π表示圆周率,w表示打印所述三维模型的线宽的一半。
[0092]
在上述技术方案的基础上,可选的,耗材体积确定模块22具体用于:
[0093]
v=πr2*2r
[0094]
其中,v表示所述耗材体积,π表示圆周率,r表示所述喷嘴孔径的一半。
[0095]
本发明实施例所提供的3d打印文件生成装置可执行本发明任意实施例所提供的3d打印文件生成方法,具备执行方法相应的功能模块和有益效果。
[0096]
值得注意的是,在上述3d打印文件生成装置的实施例中,所包括的各个单元和模块只是按照功能逻辑进行划分的,但并不局限于上述的划分,只要能够实现相应的功能即可;另外,各功能单元的具体名称也只是为了便于相互区分,并不用于限制本发明的保护范围。
[0097]
实施例三
[0098]
图4为本发明实施例三提供的计算机设备的结构示意图,示出了适于用来实现本发明实施方式的示例性计算机设备的框图。图4显示的计算机设备仅仅是一个示例,不应对本发明实施例的功能和使用范围带来任何限制。如图4所示,该计算机设备包括处理器31、存储器32、输入装置33及输出装置34;计算机设备中处理器31的数量可以是一个或多个,图4中以一个处理器31为例,计算机设备中的处理器31、存储器32、输入装置33及输出装置34可以通过总线或其他方式连接,图4中以通过总线连接为例。
[0099]
存储器32作为一种计算机可读存储介质,可用于存储软件程序、计算机可执行程序以及模块,如本发明实施例中的3d打印文件生成方法对应的程序指令/模块(例如,3d打印文件生成装置中的路径获取模块21、耗材体积确定模块22、末端滑行路径确定模块23及文件生成模块24)。处理器31通过运行存储在存储器32中的软件程序、指令以及模块,从而执行计算机设备的各种功能应用以及数据处理,即实现上述的3d打印文件生成方法。
[0100]
存储器32可主要包括存储程序区和存储数据区,其中,存储程序区可存储操作系统、至少一个功能所需的应用程序;存储数据区可存储根据计算机设备的使用所创建的数据等。此外,存储器32可以包括高速随机存取存储器,还可以包括非易失性存储器,例如至少一个磁盘存储器件、闪存器件、或其他非易失性固态存储器件。在一些实例中,存储器32可进一步包括相对于处理器31远程设置的存储器,这些远程存储器可以通过网络连接至计算机设备。上述网络的实例包括但不限于互联网、企业内部网、局域网、移动通信网及其组合。
[0101]
输入装置33可用于获取待打印的三维模型以及产生与计算机设备的用户设置和功能控制有关的键信号输入等。输出装置34可用于生成3d打印机使用的g代码文件等等。
[0102]
实施例四
[0103]
本发明实施例四还提供一种包含计算机可执行指令的存储介质,该计算机可执行指令在由计算机处理器执行时用于执行一种3d打印文件生成方法,该方法包括:
[0104]
对待打印的三维模型进行分层切片,并获取每层切片中的打印路径及空走路径;
[0105]
根据打印机的喷嘴孔径确定喷嘴尖部可残留的耗材体积;
[0106]
根据所述耗材体积确定所述空走路径的前一打印路径中的末端滑行路径,并将所述末端滑行路径中的挤出流量设置为零;
[0107]
根据设置挤出流量后的所述打印路径和所述空走路径生成3d打印文件。
[0108]
存储介质可以是任何的各种类型的存储器设备或存储设备。术语“存储介质”旨在包括:安装介质,例如cd
‑
rom、软盘或磁带装置;计算机系统存储器或随机存取存储器,诸如
dram、ddr ram、sram、edo ram、兰巴斯(rambus)ram等;非易失性存储器,诸如闪存、磁介质(例如硬盘或光存储);寄存器或其它相似类型的存储器元件等。存储介质可以还包括其它类型的存储器或其组合。另外,存储介质可以位于程序在其中被执行的计算机系统中,或者可以位于不同的第二计算机系统中,第二计算机系统通过网络(诸如因特网)连接到计算机系统。第二计算机系统可以提供程序指令给计算机用于执行。术语“存储介质”可以包括可以驻留在不同位置中(例如在通过网络连接的不同计算机系统中)的两个或更多存储介质。存储介质可以存储可由一个或多个处理器执行的程序指令(例如具体实现为计算机程序)。
[0109]
当然,本发明实施例所提供的一种包含计算机可执行指令的存储介质,其计算机可执行指令不限于如上所述的方法操作,还可以执行本发明任意实施例所提供的3d打印文件生成方法中的相关操作。
[0110]
计算机可读的信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机可读的程序代码。这种传播的数据信号可以采用多种形式,包括但不限于电磁信号、光信号或上述的任意合适的组合。计算机可读的信号介质还可以是计算机可读存储介质以外的任何计算机可读介质,该计算机可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。
[0111]
计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括但不限于无线、电线、光缆、rf等等,或者上述的任意合适的组合。
[0112]
通过以上关于实施方式的描述,所属领域的技术人员可以清楚地了解到,本发明可借助软件及必需的通用硬件来实现,当然也可以通过硬件实现,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,如计算机的软盘、只读存储器(read
‑
only memory,rom)、随机存取存储器(random access memory,ram)、闪存(flash)、硬盘或光盘等,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本发明各个实施例所述的方法。
[0113]
注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。