一种双输液软管与接头的插装装置
[技术领域]
[0001]
本实用新型涉及双输液软管与接头的组装设备,尤其涉及一种双输液软管与接头的插装装置。
[
背景技术:
]
[0002]
医用pvc直三通接头在医疗耗材组件中起到连接、转接的作用。医用pvc直三通接头可用于一次性使用塑料血袋,医用pvc直三通接头在使用前需要将输液软管插入到直三通接头的内孔中组装并粘接。
[0003]
直三通接头的一端为单孔,另一端为平行布置的双孔,输液软管与直三通接头内孔的尺寸配合为过渡配合,而且输液软管较软,端部难以保持足够的圆度,很难插入到直三通接头的内孔中。直三通接平行布置的双孔端需要与平行的两根输液软管插接,装配难度比单孔端与单输液软管插接难度更大。
[0004]
因为装配难度大,难以实现耍机械化插装,传统的直三通接头与输液软管的组装方法是手工方式插装和粘接,劳动强度大,组装效率低、组装质量差,不适合大规模生产。
[
技术实现要素:
]
[0005]
本实用新型要解决的技术问题是提供一种组装效率高的双输液软管与接头的插装装置。
[0006]
为了解决上述技术问题,本实用新型采用的技术方案是,一种双输液软管与接头的插装装置,包括机架、第四台板、第六直线导轨副、第二机座、双管前端缩管机构、双管预装进给机构、双管二次插装机构和第四电机,双管预装进给机构和双管二次插装机构由第四电机驱动;第四台板安装在机架上,第六直线导轨副沿双输液软管与接头的插装装置轴方向布置在第四台板上,第二机座固定在第六直线导轨副的滑块上;双管前端缩管机构、双管预装进给机构和双管二次插装机构安装在第二机座上,双管前端缩管机构沿双输液软管与接头的插装装置轴布置在双管二次插装机构的前方。
[0007]
以上所述的插装装置,双管前端缩管机构包括双管缩管夹,立板和第五直线模组、第五直线模组沿y轴方向安装在第二机座上,双管前端缩管机构的立板固定在第五直线模组的滑块上,双管缩管夹安装在双管前端缩管机构的立板上。
[0008]
以上所述的插装装置,双管缩管夹包括上夹、下夹和双管缩管夹驱动机构,双管缩管夹下夹的夹头包括两个向上开口的u形槽,双管缩管夹上夹的夹头包括两个向下凸出的v形凸起,双管缩管夹的上夹和下夹扣合时,v形凸起的下端插入到对应u形槽的上部;双管缩管夹下夹u形槽的顶部包括v形的开口,u形槽的宽度小于输液软管的直径。
[0009]
以上所述的插装装置,双管缩管夹驱动机构包括上手指气缸和下手指气缸,双管缩管夹驱动机构上手指气缸和下手指气缸沿y轴方向竖立布置,固定在双管前端缩管机构的立板上;双管缩管夹的上夹固定在上手指气缸的下手指上,双管缩管夹的下夹固定在下手指气缸的上手指上。
[0010]
以上所述的插装装置,第五直线模组包括第五单杆气缸、第七直线导轨副,第五单杆气缸和第七直线导轨副的导轨沿y轴方向固定在第二机座的底板上,双管前端缩管机构的立板固定在第七直线导轨副的滑块上,并与第五单杆气缸的活塞杆连接。
[0011]
以上所述的插装装置,双管预装进给机构包括第二主动锥齿轮、第二锥齿轮轴、第二齿条和第二支座,第二主动锥齿轮沿双输液软管与接头的插装装置轴方向布置,第二主动锥齿轮的轮毂固定在第四电机的轴上,第四电机固定在第二机座的立板上;第二锥齿轮轴沿y轴方向布置,中部由第二机座上的第三轴承座支承,前端的被动锥齿轮与第二主动锥齿轮啮合,后端的齿轮轴与第二齿条啮合;第二齿条沿双输液软管与接头的插装装置轴方向固定在第二支座的顶部,第二支座固定在第四台板上。
[0012]
以上所述的插装装置,双管二次插装机构包括第四三杆气缸、齿轮轴、双管搓管夹、第三齿条、齿条支架和第七直线导轨副;第七直线导轨副沿y轴方向布置在第二机座上,齿轮轴固定在第二主动锥齿轮上,与第二主动锥齿轮同轴;第三齿条上固定在齿条支架的顶部,齿条支架固定在第七直线导轨副的滑块上;齿轮轴上的圆柱齿轮与第三齿条啮合,双管搓管夹的上夹头固定在第三齿条上;双管搓管夹的下夹头固定在第四三杆气缸活塞杆的顶部,第四三杆气缸竖直固定在第二机座上。
[0013]
以上所述的插装装置,双管搓管夹的上夹头的底面包括橡胶上搓板,双管搓管夹的下夹头包括u形支架、橡胶下搓板和条形滑块,u形支架凹槽的底部包括滑道,u形支架的凹槽沿y轴方向布置,条形滑块与滑道滑动配合;橡胶下搓板布置在u形支架的凹槽中,固定在条形滑块的顶部;u形支架两块立板的顶部包括两个沿y轴方向分开布置弧形槽,橡胶下搓板的顶面高于弧形槽的底部。
[0014]
以上所述的插装装置,包括第八直线导轨副和第六单杆气缸,第八直线导轨副和第六单杆气缸沿双输液软管与接头的插装装置轴方向布置,第八直线导轨副的导轨固定在机架上,第四台板固定在第八直线导轨副的滑块上;第六单杆气缸固定在机架上,第六单杆气缸的活塞杆与第四台板连接。
[0015]
本实用新型双输液软管前端通过双管前端缩管机构缩管后再进行插装,组装效率高、组装质量好,适合于大规模生产。
[附图说明]
[0016]
下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
[0017]
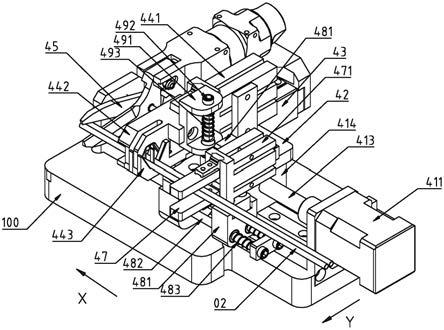
图1是本实用新型实施例双输液软管与接头的组装装置的立体图。
[0018]
图2是本实用新型实施例双输液软管与接头的组装装置的主视图。
[0019]
图3是本实用新型实施例双输液软管与接头的组装装置的俯视图。
[0020]
图4是本实用新型实施例双输液软管输送装置的主视图。
[0021]
图5是本实用新型实施例双输液软管输送装置的立体图。
[0022]
图6是本实用新型实施例第四气动夹头的立体图。
[0023]
图7是本实用新型实施例第四气动夹头另一视角的立体图。
[0024]
图8是本实用新型实施例第四气动夹头上夹头的立体图。
[0025]
图9是本实用新型实施例第四气动夹头下夹头的立体图。
[0026]
图10是本实用新型实施例双输液软管插装装置的主视图。
[0027]
图11是本实用新型实施例双输液软管插装装置的后视图。
[0028]
图12是本实用新型实施例双输液软管插装装置的立体图。
[0029]
图13是本实用新型实施例双输液软管插装装置的左视图。
[0030]
图14是本实用新型实施例双输液软管插装装置的俯视局部结构图。
[0031]
图15是本实用新型实施例双管缩管夹的结构图。
[0032]
图16是本实用新型实施例双管搓管夹的分解图。
[具体实施方式]
[0033]
本实用新型实施例双输液软管与接头的组装装置是输液软管与直三通接头组装设备的一部分,用于两根并行的输液软管与直三通接头01双孔端的组装。
[0034]
本实用新型实施例单输液软管与接头的组装装置的结构如图1至图16所示,包括机架台板100,直三通接头01的夹具70、双输液软管输送装置40、双输液软管插装装置50和点胶装置60。
[0035]
双输液软管输送装置40包括直线模组41、台板42、三杆气缸43、沿x轴正方向依次布置的气动夹头44、气动剪45、支架46和输液软管张紧机构。
[0036]
直线模组41包括电机411、第二丝杆螺母副和沿x轴方向布置的带有第五直线导轨副的支座412,支座412固定在机架台板100上,电机411和第二丝杆螺母副安装在支座412上,第二丝杆螺母副的丝杆413由电机411驱动,第二丝杆螺母副的螺母固定在第五直线导轨副的滑块414上,台板42固定在第五直线导轨副的滑块414上。
[0037]
三杆气缸43固定在台板42上,沿y轴方向布置,气动剪45的电机端固定在三杆气缸43的活塞杆上。
[0038]
驱动气动夹头44的手指气缸441沿y轴方向安装在支架46上,支架46固定在台板42上。
[0039]
气动夹头44(第四气动夹头)包括双v形夹口448和平夹口449,双v形夹口448远离气动剪45,平夹口449靠近气动剪45。
[0040]
气动夹头44的上夹头442有两块竖直布置的夹片4421,气动夹头44的下夹头443有两块竖直布置的夹片4431和一块竖直布置的夹片4432,两块夹片4421之间沿x轴方向有大于夹片4431厚度的间隙,两块夹片4431之间、以及夹片4431与夹片4432之间沿x轴方向各有大于夹片4421厚度的间隙。上夹头的夹片4421与下夹头的夹片4431沿x轴方向错开。气动夹头44上夹头442的夹片4421和下夹头443远离气动剪45的两块夹片4431各有突出部444。突出部444中有v形凹槽445,气动夹头44下夹头443的v形凹槽445中有竖直布置的隔板446,隔板446将v形凹槽445分隔成双v形槽。双v形槽两个v形槽的底部各包括弧面,v形槽的斜面与弧面连接。气动夹头44上夹头442的突出部444v形凹槽445的底部为平底。上夹头442v形凹槽445底部的平底与v形凹槽的两个斜面分别通过弧面连接。
[0041]
气动夹头44夹合时,上夹头442的夹片4421的突出部插入下夹头443夹片间的间隙中,下夹头443的夹片4431的突出部插入上夹头442夹片间的间隙中,构成双v形夹口448。
[0042]
气动夹头44夹合时,气动夹头44下夹头443的夹片4431与上夹头442的非突出部位4422构成平夹口449。
[0043]
输液软管张紧机构包括气动夹头47、导向支架48和推力滚轮49,气动夹头47布置
在气动夹头44沿x轴方向的后方。推力滚轮49安装在气动夹头44的上夹头442上,位于气动夹头44与气动夹头47之间。导向支架48包括立板481,两个导杆482和两个压簧483,导杆482沿x轴方向布置,立板481的下部有两个导杆孔,导杆482沿x轴正方向的前端穿过立板481的导杆孔与台板42固定,且与立板481的导杆孔滑动配合。压簧483套在导杆482上,一端抵在导杆482后端的头部,另一端抵在立板481的下部,压簧483的推力使立板481向气动夹头44的方向靠拢。驱动气动夹头47的手指气缸471固定在立板481上,立板481靠近气动夹头44一侧的中部有一个与推力滚轮49配合的斜面凸台4811。
[0044]
推力滚轮49包括u形支架491、滚轮导杆492、压簧493和滚轮494,滚轮494可转动地安装在滚轮导杆492的下端。u形支架491包括底板和上下布置的两块翼板,u形支架491的底板固定在四气动夹头上夹头靠近手指气缸471的一侧,上下两块翼板各包括导杆孔,滚轮导杆492穿过两块翼板的导杆孔,与两块翼板的导杆孔滑动配合。压簧493套在滚轮导杆492上,上端抵在u形支架491的上翼板上,下端抵在滚轮导杆492的突缘上。滚轮494靠在斜面凸台4811上。
[0045]
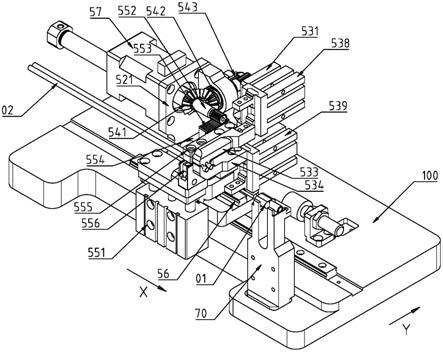
双输液软管插装装置50包括台板51、直线导轨副56、机座52、双管前端缩管机构53、双管预装进给机构54、双管二次插装机构55、直线导轨副58、单杆气缸59、和电机57,双管预装进给机构54和双管二次插装机构55由电机57驱动。台板51安装在机架台板100上,直线导轨副56的导轨561沿x轴方向布置在台板51的顶面,机座52的底板523固定在直线导轨副56的滑块562上。
[0046]
双管前端缩管机构53、双管预装进给机构54和双管二次插装机构55安装在机座52上,双管前端缩管机构53沿x轴布置在双管二次插装机构55的前方,接头夹具70布置在双管前端缩管机构53的前方。直线导轨副58和单杆气缸59沿x轴方向布置,直线导轨副58的导轨581固定在机架台板100上,台板51固定在直线导轨副58的滑块上。单杆气缸59固定在机架台板100上,单杆气缸59的活塞杆与台板51连接。
[0047]
双管前端缩管机构53包括双管缩管夹53a,立板531和第五直线模组532。
[0048]
第五直线模组532包括单杆气缸5321、第七直线导轨副,单杆气缸5321通过支架5325沿y轴方向固定在机座52的底板523上,第七直线导轨副的导轨5322沿y轴方向固定在机座52的底板523上,与单杆气缸5321平行。双管前端缩管机构53的立板531固定在第七直线导轨副的第一滑块5323上,并通过连接板5324与单杆气缸5321的活塞杆连接。
[0049]
双管缩管夹53a安装在立板531上。双管缩管夹53a包括上夹533、下夹534和双管缩管夹驱动机构,双管缩管夹53a下夹534的夹头有两个向上开口的u形槽535,上夹533的夹头有两个向下凸出的v形凸起536,双管缩管夹53a的上夹533和下夹534扣合时,v形凸起536的下端插入到对应u形槽535的上部。双管缩管夹53a下夹534u形槽535的顶部有v形的开口,每个u形槽535的宽度小于输液软管的直径。
[0050]
双管缩管夹驱动机构包括两个上下分开布置的手指气缸538和手指气缸539,双管缩管夹驱动机构上手指气缸538和下手指气缸539沿y轴方向竖立布置,固定在立板531上。双管缩管夹53a的上夹533固定在上手指气缸538的下手指上,双管缩管夹53a的下夹534固定在下手指气缸539的上手指上。
[0051]
双管预装进给机构54包括主动锥齿轮541、锥齿轮轴542、齿条543和支座544,主动锥齿轮541沿x轴方向布置,主动锥齿轮541的轮毂固定在电机57的轴上,电机57固定在机座
52的立板521上。锥齿轮轴542沿y轴方向布置,中部由机座52上的轴承座522支承,锥齿轮轴542前端的被动锥齿轮5421与主动锥齿轮541啮合,后端的齿轮轴5422与齿条543啮合。齿条543沿x轴方向固定在支座544的顶部,支座544固定在台板51上。
[0052]
双管二次插装机构55包括三杆气缸551、齿轮轴552、双管搓管夹55a、齿条553和齿条支架554。齿轮轴552固定在主动锥齿轮541沿x轴方向的前端,与主动锥齿轮541同轴。齿条553沿y轴方向上固定在齿条支架554的顶部,齿条支架554的底部固定在第七直线导轨副的第二滑块上(第七直线导轨副的第二滑块图中未示出)。齿轮轴552前端的圆柱齿轮与齿条553啮合。双管搓管夹55a的上夹头555固定在齿条553上。
[0053]
双管搓管夹55a的下夹头556固定在三杆气缸551活塞杆的顶部,三杆气缸551竖直固定在机座52上。双管搓管夹55a的上夹头555的底面装有橡胶上搓板5551,双管搓管夹55a的下夹头556包括u形支架5541、橡胶下搓板5562和条形滑块5563,u形支架5561凹槽的底部有一条滑道,u形支架5561的凹槽和滑道沿y轴方向布置,条形滑块5563与滑道滑动配合。橡胶下搓板5562布置在u形支架5561的凹槽中,固定在条形滑块5563的顶部。u形支架5561两块立板的顶部各有两个沿y轴方向分开布置弧形槽5564,橡胶下搓板5562的顶面高于弧形槽5564的底部。
[0054]
两套点胶装置60各包括点胶枪61、三杆气缸62、三杆气缸安装板63和z形连接板64,点胶枪61固定在z形连接板64的上端,z形连接板64的下端固定在三杆气缸62活塞杆的上端,三杆气缸62固定在三杆气缸安装板63上,三杆气缸安装板63固定在机架台板100上。点胶枪61与水平面的夹角为30
°
。点胶枪61的枪头位于接头夹具70与双输液软管插装装置50之间,靠近接头夹具70。分别位于两根双输液软管的上方。
[0055]
本实用新型实施例两根并列的输液软管02与直三通接头01双孔端的组装的工作过程如下:
[0056]
(1)沿x轴的方向输入的、直径为4.00mm的两根并列的输液软管02从软管支承架91的两个滚动柱中穿过,两个滚动柱之间的间隙略小于输液软管02的外径。这两个滚动柱可以起到一定程度的校直的效果,同时也可保证输液软管02在竖直方向的高度,有助于后面各种夹爪的夹持工作。
[0057]
(2)上一周期组装好的、两侧输液软管02已剪断的直三通接头01组装产品从夹具70中取出之后,气动剪45在三杆气缸43的推动下,沿y轴负方向移动让出空间。然后,直线模组41驱动台板42及台板42上的机件沿x轴正方向前进,气动夹头44和气动夹头47夹住两根输液软管02并将两根输液软管02的前端插入到双管前端缩管机构53双管缩管夹53a张开的夹孔中。
[0058]
(3)双管缩管夹驱动机构下手指气缸539的手指张开,驱动下夹534向上运动,使两根输液软管02分别贴在下夹534u形槽535上部的侧壁上;然后,上手指气缸538的手指张开,驱动上夹533向下运动,上夹533两个向下凸出的v形凸起536分别压在两根输液软管02的上部,在两个向下凸出的v形凸起536的挤压下,两根输液软管02的上部分别被两个v形凸起536压扁(向下凹陷),同时,两根输液软管02分别被挤压到下夹534两个u形槽535底部,由于u形槽535的宽度为3.80mm,此时,直径4.00mm的输液软管02的外径尺寸缩减至3.80mm(输液软管02的横向宽度已经缩减至3.80mm,竖向高度也小于3.80mm)。
[0059]
(4)双输液软管输送装置40的气动夹头44和气动夹头47分别松开两根输液软管
02。电机57转动,主动锥齿轮541通过被动锥齿轮5421带动锥齿轮轴542转动。锥齿轮轴542后端的齿轮轴5422在齿条543上滚动,带动机座52以及机座52上的所有部件沿x轴正方向运动,双管前端缩管机构53的双管缩管夹53a夹着两根输液软管02插入到直三通接头01双孔端的两个内孔中。插入深度约为1.00mm,两根输液软管02的预插装工作完成。
[0060]
(5)双管缩管夹53a仍然夹着两根输液软管02,三杆气缸551驱动双管搓管夹55a下夹头556上升,与上夹头555一起夹住两根输液软管02,两根输液软管02分别落入到下夹头556的两个弧形槽5564中。
[0061]
(6)双管缩管夹驱动机构的下手指气缸539和上手指气缸538的手指分别闭合,双管缩管夹53a的上夹533和下夹534张开,释放两根输液软管02。单杆气缸5321带动双管前端缩管机构53的立板531和双管缩管夹53a沿y轴正方向运动,为二次插装工作避让出空间。
[0062]
(7)与此同时,双输液软管输送装置40的直线模组41带动台板42和台板42上的机件沿x轴负方向后撤至初始位置。
[0063]
(8)气动夹头47先夹紧两根输液软管02。然后气动夹头44动作,气动夹头44的上夹头442下降时,带动输液软管张紧机构动作。在气动夹头44还没有完全夹紧前,推力滚轮49通过立板481上的斜面凸台4811推动气动夹头47夹住两根输液软管02沿x轴负方向移动,将气动夹头47至双管搓管夹55a之间两根输液软管02张紧。
[0064]
(9)气动剪45在三杆气缸43的驱动下,沿y轴正方向推出,气动剪45将两根输液软管02剪断。至此,双输液软管输送装置40一个周期的工作任务完成。
[0065]
(10)两套点胶装置60的三杆气缸62收缩,驱动点胶枪61下降,两个点胶枪61的出胶口刚好搭在两根输液软管02的外表面。进行注胶。
[0066]
(11)电机57再次转动,齿轮轴552前端的圆柱齿轮驱动齿条553沿y轴正方向水平移动,带动搓管夹55a的上夹头555沿y轴正方向水平移动。由于两根输液软管02夹在双管搓管夹55a的上夹头555与下夹头556之间,双管搓管夹55a的橡胶上搓板5551和橡胶下搓板5562有较大的表面摩擦系数,上夹头555相对于下夹头556沿y轴正方向作水平运动,使两根输液软管02在双管搓管夹55a的弧形槽5564中转动;另一方面,电机57转动时主动锥齿轮541通过被动锥齿轮5421带动锥齿轮轴542转动。锥齿轮轴542后端的齿轮轴5422在齿条543上滚动,带动机座52以及机座52上的所有部件,包括双管搓管夹55a沿x轴正方向运动。于是,两根输液软管02的前端以一边转动,一边插入的方式,插入直三通接头01双孔端的内孔中。
[0067]
(12)由于前面有预插装动作,两根输液软管02前端约有1mm长度的管材在预插装时候并未涂抹胶水。因此,在二次插装到底后,电机57需要反转一下,让两根输液软管02后退约1.5mm左右,使得预插装未涂抹胶水的一小段软管也沾上胶水。最后电机57再次正转,再次将两根输液软管02插到底。至此,至此,两根输液软管02与直三通接头的双孔端完成了组装工作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。