1.本实用新型属于抛丸设备技术领域,具体涉及一种整模连续通过式抛丸机。
背景技术:
2.目前一般情况下,整模铸件成型后,经过冷却滚筒冷却,再将浇冒口与铸件分离,然后分别对浇冒口和铸件进行抛丸清理,在高温下要将未经清理的铸件进行分离,由于环境恶劣,人工分离的工作效率很低,在分离后,还需要分别对工件和浇冒口花费时间进行清理,浪费了能源。
技术实现要素:
3.针对上述技术问题,本实用新型的目的是提供一种整模连续通过式抛丸机,对工件进行抛丸清理,减少了工人劳动强度,提高了劳动效率,同时节约了能源。
4.实现本实用新型的技术方案如下
5.整模连续通过式抛丸机,至少包括第一抛丸机、第二抛丸机、以及处于第一抛丸机、第二抛丸机之间的翻转振动输送机;
6.第一抛丸机的进料口供抛丸工件进入,第一抛丸机对进入的抛丸工件进行抛丸处理,第一抛丸机的出料口与翻转振动输送机的进料口连通;
7.翻转振动输送机的出料口与第二抛丸机的进料口形成连通,第二抛丸机的出料口供抛丸工件排出;
8.所述翻转振动输送机将从第一抛丸机出料口排出的抛丸工件翻转后,输送到第二抛丸机内;第二抛丸机对翻转后的抛丸工件进行抛丸处理。
9.作为一种优选的实施方式,所述第一抛丸机的出料口高度不低于翻转振动输送机的进料口高度;翻转振动输送机的出料口高度不低于第二抛丸机的进料口高度;
10.翻转振动输送机中设置有从第一抛丸机出料口向第二抛丸机进料口方向高度逐渐降低的翻转阶梯。
11.所述第一抛丸机包括抛丸室、抛丸器、工件振动输送机、丸料筛分振动输送机、斗提机、磁选装置、风选装置、储料斗、丸料阀;
12.工件振动输送机处于抛丸室底部;
13.工件振动输送机的底部溜槽口连通丸料筛分振动输送机的进料口;
14.丸料筛分振动输送机的侧溜槽口与斗提机的底部接料口连通;
15.斗提机的顶部出料口与磁选装置的进入口形成连通;
16.磁选装置的排出口与风选装置形成连通,风选装置下方连通储料斗;
17.储料斗的出料口与抛丸器的进丸口形成连通;
18.丸料阀处于储料斗的出料口与抛丸器的进丸口之间,以控制储料斗中的丸料进入抛丸器中。
19.作为一种优选的实施方式,所述抛丸室内布置有前后布置的两组抛丸器,两组抛
丸器的进丸口前分别设置丸料阀,两组抛丸器所对应的丸料阀通过不同的电磁阀控制。
20.作为一种优选的实施方式,所述工件振动输送机为摆杆式振动输送机,其采用的电机为变频电机;工件振动输送机的进料口与出料口在同一直线上。
21.作为一种优选的实施方式,所述工件振动输送机内壁铺设有高锰钢板。
22.作为一种优选的实施方式,所述第二抛丸机的结构与第一抛丸机的结构相同。
23.采用了上述技术方案,抛丸工件进入第一抛丸机内,通过第一抛丸机对抛丸工件的进行抛丸清理,然后从第一抛丸机的出料口排入翻转振动输送机中,通过翻转振动输送机将抛丸工件翻转,即将工件翻转到第一抛丸机内未抛丸清洁的一面,然后再进入第二抛丸机内,进行抛丸清理,抛丸清理后,从第二抛丸机出料口排出。本抛丸机可与disa造型线直接对接,实现整模铸件在经冷却滚筒冷却后,工件与浇冒口同时进行抛丸清理,当整模工件清理完成,整模工件也冷却至较低温度,此时对工件进行分离,减少了工人劳动强度,提高了劳动效率,同时节约了能源。
附图说明
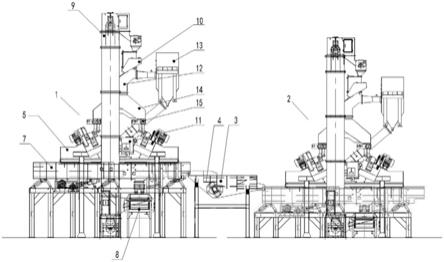
24.图1为本实用新型的结构示意图;
25.图2为图1的侧视结构示意图;
26.图3为本实用新型中工件振动输送机的结构示意图;
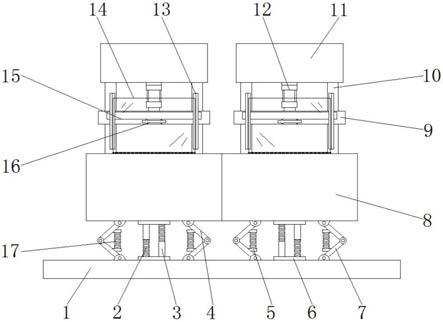
27.图4为本实用新型中抛丸室处的结构示意图;
28.附图中,1为第一抛丸机,2为第二抛丸机,3为翻转振动输送机,4为翻转阶梯,5为抛丸室,6为抛丸器,7为工件振动输送机,8为丸料筛分振动输送机,9为斗提机,10为主磁选装置,11为副磁选装置,12为风选装置,13为膨胀箱,14为储料斗,15为丸料阀,16为风管阀门,17为检修门,18为左侧橡胶帘,19为右侧橡胶帘,20为左侧挡板,21为右侧挡板,22为振动床床体,23为弹簧,24为支腿,25为变频电机,26为床体底部溜槽口,27为平台。
具体实施方式
29.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.如图1
‑
4所示,整模连续通过式抛丸机,包括第一抛丸机1、第二抛丸机2、以及处于第一抛丸机、第二抛丸机之间的翻转振动输送机3;第一抛丸机1的进料口供抛丸工件进入,第一抛丸机1对进入的抛丸工件进行抛丸处理,第一抛丸机1的出料口与翻转振动输送机3的进料口连通;翻转振动输送机3的出料口与第二抛丸机2的进料口形成连通,第二抛丸机2的出料口供抛丸工件排出;翻转振动输送机3将从第一抛丸机1出料口排出的抛丸工件翻转后,输送到第二抛丸机3内;第二抛丸机2对翻转后的抛丸工件进行抛丸处理。抛丸工件进入第一抛丸机1内,通过第一抛丸机1对抛丸工件的进行抛丸清理,然后从第一抛丸机1的出料口排入翻转振动输送机3中,通过翻转振动输送机3将抛丸工件翻转,即将工件翻转到第一抛丸机内未抛丸清洁的一面,然后再进入第二抛丸机2内,进行抛丸清理,抛丸清理后,从第
二抛丸机出料口排出。
31.本技术中,以方便从第一抛丸机1排出的工件顺畅地通过翻转振动输送机3进入第二抛丸机2内,第一抛丸机1的出料口高度不低于翻转振动输送机3的进料口高度;翻转振动输送机3的出料口高度不低于第二抛丸机2的进料口高度;翻转振动输送机3中设置有从第一抛丸机1出料口向第二抛丸机2进料口方向高度逐渐降低的翻转阶梯4,即第一抛丸机排出的工件,通过翻转阶梯时,产生翻转,将工件的底面翻转到顶面后,输送给第二抛丸机。翻转阶梯主要适用于所有扁平状铸件的翻滚,在经过抛丸室抛丸对工件一面抛丸后,工件经过工件翻转振动输送机翻转,工件的另一面朝上,然后工件进入抛丸室进行抛丸,工件翻转振动输送机确保工件均匀有序的经过抛丸区域,从而保证铸件抛丸的清洁效果和均匀性。
32.本技术中,第二抛丸机2的结构与第一抛丸机1采用相同的结构;下面仅对第一抛丸机的结构进行描述,第二抛丸机的结构不再赘述。
33.第一抛丸机1包括抛丸室5、抛丸器6、工件振动输送机7、丸料筛分振动输送机8、斗提机9、主磁选装置10、副磁选装置11、风选装置12、膨胀箱13、储料斗14、丸料阀15;工件振动输送机7处于抛丸室5底部;工件振动输送机7的底部溜槽口连通丸料筛分振动输送机8的进料口;丸料筛分振动输送机8出口处前端是一段钢丝网,负责分离丸料和大的飞边杂质,钢丝网下方是一溜槽,丸料通过溜槽流入斗提机。丸料筛分振动输送机8的侧溜槽口与斗提机9的底部接料口连通;丸料途经丸料筛分振动输送机8的侧溜槽口进入斗提机9的底部接料口,由斗提机9提升到顶部出料口;斗提机9的顶部出料口与主磁选装置10的进入口形成连通;与主磁选装置10的螺旋给料器联接的副磁选装置11,使用过的丸料经主磁选装置10一次分离后再经副磁选装置11二次分离后,可确保丸料的质量在循环使用的过程中不受影响。
34.主磁选装置10下方是风选装置12,膨胀箱15与风选装置12相连接,通过膨胀箱13上预留的风道进行抽风,风选装置12下方连通储料斗14;储料斗14的出料口与抛丸器6的进丸口形成连通;丸料阀15处于储料斗14的出料口与抛丸器6的进丸口之间,以控制储料斗中的丸料进入抛丸器中。工作时丸料阀打开,储料斗14里的丸料通过丸料阀15流入抛丸器中,不工作则处于关闭状态,丸料被封闭在储料斗14内,通过丸料阀15的开关实现对抛丸器6的供丸与停丸。
35.抛丸室内布置有前后布置的两组抛丸器,每组有两个抛丸器并且对称分布在抛丸室的两端,储料斗中丸料经丸料阀分流进入抛丸室顶部的各个抛丸器。两组抛丸器的进丸口前分别设置丸料阀,两组抛丸器所对应的丸料阀通过不同的电磁阀控制,可以实现不同的开启时间,由于工件通过振动床输送先进先出,丸料阀不同的开启时间可以确保丸料完全抛射在工件上而不是床体上,从而延长设备的使用寿命,减少能源及丸料消耗。
36.如图4所示,整模连续通过式抛丸机的抛丸室5,除了有抛丸器6、电机、风管阀门16、检修门17以外,还有左侧橡胶帘18、右侧橡胶帘19,左侧挡板20、右侧挡板21、两侧均使用多重橡胶帘和挡板,是为了有效防止丸料的飞溅,除此之外抛丸热区布置有可以更换的左侧耐磨衬板和右侧耐磨衬板,中间部位是风道,粉尘等杂质由位于抛丸室顶上的抽风口排出。
37.如图3所示,整模通过式抛丸清理机的工件振动输送机7采用摆杆式振动输送机,包括振动床床体22、弹簧23、支腿24、变频电机25、床体底部溜槽口26,采用变频电机25可以
通过变频调节电机转速,从而控制振动床振动频率和铸件移动速度,根据工艺调整抛丸时间,达到抛丸最佳效果。工件振动输送机7的进料口和出料口在同一直线上,输送机内壁均有高锰钢板,正对抛丸区域另外多铺设了一层高锰钢板,均由耐磨螺母固定,便于更换。
38.抛丸机具有三层平台27,均由钢结构框架、护栏、爬梯和栅格板组成,每层平台均通过带有安全护栏爬梯进行爬升,平台区域可达到抛丸设备的各主要部件处,便于各部件的观测和检修。
39.本实用新型的工作原理如下:
40.第一抛丸机内的工件振动输送机7入口端带工件光电检测装置,判别是否有工件来料,当抛丸区域有工件时随即打开丸料阀进行抛丸,铸件在工件振动输送机7是先进先出,因此设定丸料阀15分为前后各两组,实现不同的抛丸时间,这样可确保丸料完全抛射在工件上而不是床体上,工件一面抛丸完成后,铸件从工件振动输送机的出口处振出,经过铸件翻转振动输送机13将铸件翻转,将已抛丸面朝下,未抛丸面朝上,然后铸件进入第二抛丸机内的工件振动输送机入口,抛丸室对铸件抛丸后排出,工件完成抛丸,从抛丸过程中产生的掺有杂质的丸料从工件振动输送机7的间隙中流入底部溜槽26,然后流入丸料筛分振动输送机8,丸料经过丸料筛分振动输送机8从侧溜槽口流入斗提机底部入料口,经斗提机将丸料提升至顶部出料口,然后流入再途径主磁选、副磁选、风选装置进入储料斗,风选装置与膨胀箱相连接,负责把进入风选装置丸料中掺杂的粉尘抽出,保证进入储料斗的丸料基本清洁干净,可以进入抛丸机使用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。