1.本发明涉及机床加工技术领域,具体是一种高效薄质材料组合式激光快速切割设备。
背景技术:
2.目前已有的切割机床设备主要采用电加热,激光切割,刀具切割等方式,并且为了提高效率在切割作业的一端采用了多组并联的方式,实现高效切割作业。但其本质仍为一种点/线式加工方法,只是采用的加工点或者加工线数量多少的问题,其本质没有区别,并且加工效率过低。而对于薄质材料的加工,主要多采用高效的激光加工的方式,而激光加工的方式为一种点加工方式,其本质的加工效率过低。
技术实现要素:
3.本发明提供一种高效薄质材料组合式激光快速切割设备,解决了上述背景技术中所提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种高效薄质材料组合式激光快速切割设备,包括机架,所述机架的两侧均设有x方向同步带传动机构,两个x方向同步带传动机构之间连接有y方向丝杆传动机构,y方向丝杆传动机构上连接有z方向丝杆传动机构,z方向丝杆传动机构连接组合式激光平面切割模块,所述机架内固定连接柔性切割面板,柔性切割面板上放置有待切割薄质材料;
6.所述组合式激光平面切割模块包括位移载体,位移载体与z方向丝杆传动机构固定相连接,位移载体上安装有滑动套,位移载体上安装有气压缸,气压缸连接气压推杆,气压推杆的下方固定连接壳体,壳体的内部上方固定设有反射棱镜控制单元。
7.作为本发明的一种优选技术方案,所述气压缸连接外部气压设备。
8.作为本发明的一种优选技术方案,所述反射棱镜控制单元包括固定设置于壳体内部上方的上下控制磁铁,上下控制磁铁连接永磁推柱,永磁推柱的底端连接反光棱镜,所述壳体内的底端设有透镜固定板,透镜固定板上固定设有多个与反光棱镜相对应的凸透镜。
9.作为本发明的一种优选技术方案,所述壳体的一端固定连接组合激光固定壳,组合激光固定壳远离壳体一端的内壁上安装有左右控制磁铁,左右控制磁铁连接永磁推杆,永磁推杆连接活动反光板。
10.作为本发明的一种优选技术方案,所述组合激光固定壳内的顶部安装有高功率激光模组,所述组合激光固定壳外的顶端固定连接有散热片。
11.本发明具有以下有益之处:
12.本发明采用激光面阵列的方式可以实现快速高效的激光切割,大大缩短了加工路径。通过利用活动反光板与反光棱镜配合实现激光的行列选择,在降低成本的同时,也保证了加工效率。通过采用的激光面阵列的方式,可以用于加工边线特别复杂的材料,其加工轮廓空间曲线拟合度高,同样的激光加工方式,能够明显提高加工精度。
附图说明
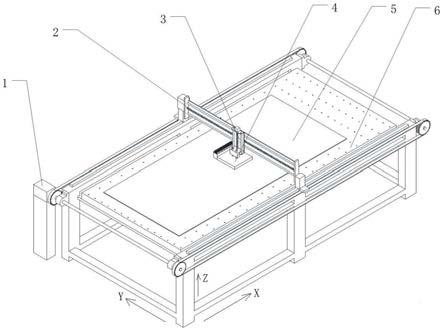
13.图1为高效薄质材料组合式激光快速切割设备的结构示意图。
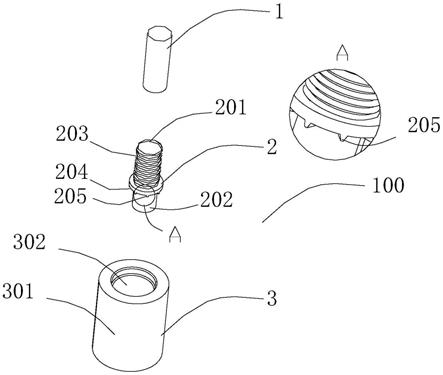
14.图2为高效薄质材料组合式激光快速切割设备中组合式激光平面切割模块的主视图。
15.图3为高效薄质材料组合式激光快速切割设备中组合式激光平面切割模块的俯视图。
16.图4为高效薄质材料组合式激光快速切割设备中组合式激光平面切割模块的剖视图。
17.图5为高效薄质材料组合式激光快速切割设备在快速切割时的示意图。
18.图中:1、x方向同步带传动机构;2、y方向丝杆传动机构;3、z方向丝杆传动机构;4、组合式激光平面切割模块;5、待切割薄质材料;6、柔性切割面板;4
‑
1、位移载体;4
‑
2、气压缸;4
‑
3、气压推杆;4
‑
4、组合激光固定壳;4
‑
5、左右控制电磁铁;4
‑
6、永磁推杆;4
‑
7、活动反光板;4
‑
8、高功率激光模组;4
‑
9、散热片;4
‑
10、反光棱镜;4
‑
11、永磁推柱;4
‑
12、上下控制电磁铁;4
‑
13、透镜固定板;4
‑
14、凸透镜。
具体实施方式
19.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
20.需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
21.请参阅图1
‑
5,一种高效薄质材料组合式激光快速切割设备,包括机架,所述机架的两侧均设有x方向同步带传动机构1,两个x方向同步带传动机构1之间连接有y方向丝杆传动机构2,y方向丝杆传动机构2上连接有z方向丝杆传动机构3,z方向丝杆传动机构3连接组合式激光平面切割模块4,z方向丝杆传动机构3可带动组合式激光平面切割模块4实现z方向的位移;
22.所述机架内固定连接柔性切割面板6,柔性切割面板6上放置有待切割薄质材料5,待切割薄质材料5放置在柔性切割面板6上;
23.所述组合式激光平面切割模块4包括位移载体4
‑
1,位移载体4
‑
1与z方向丝杆传动机构3固定相连接,配合z方向丝杆传动机构3实现z方向的调整,位移载体4
‑
1上安装有滑动套,位移载体4
‑
1上安装有气压缸4
‑
2,所述气压缸4
‑
2连接外部气压设备,实现气压推杆4
‑
3竖直方向快速位移,并可以施加微弱的向下压力。
24.气压缸4
‑
2连接气压推杆4
‑
3,气压推杆4
‑
3的下方固定连接壳体,壳体的内部上方固定设有反射棱镜控制单元。反射棱镜控制单元呈阵列排布,所述反射棱镜控制单元包括固定设置于壳体内部上方的上下控制磁铁4
‑
12,上下控制磁铁4
‑
12连接永磁推柱4
‑
11,永磁推柱4
‑
11的底端连接反光棱镜4
‑
10,上下控制电磁铁控制永磁推柱4
‑
11带动反光棱镜4
‑
10快速上下移动,所述壳体内的底端设有透镜固定板4
‑
13,透镜固定板4
‑
13上固定设有多个与反光棱镜4
‑
10相对应的凸透镜4
‑
14。凸透镜4
‑
14能够实现激光的聚焦。
25.所述壳体的一端固定连接组合激光固定壳4
‑
4,组合激光固定壳4
‑
4远离壳体一端的内壁上安装有左右控制磁铁,左右控制磁铁连接永磁推杆4
‑
6,永磁推杆4
‑
6连接活动反光板4
‑
7。所述组合激光固定壳4
‑
4内的顶部安装有高功率激光模组4
‑
8,所述组合激光固定壳4
‑
4外的顶端固定连接有散热片4
‑
9。其中高功率激光模组4
‑
8设有多组。散热片4
‑
9为高功率激光模组4
‑
8散热,高功率激光模组4
‑
8的激光发射点直对下面的活动反光板4
‑
7,所述的长方片状的活动反光板4
‑
7固定于左右控制电磁铁4
‑
5的右上端,通过铰接方式固定,在左右控制电磁铁4
‑
5中孔伸出的永磁推杆4
‑
6的带动下实现角度的变化。
26.以加工斜线路径为例,高功率激光模组4
‑
8发射的激光光路,由左右控制电磁铁4
‑
5与永磁推杆4
‑
6配合实现激光光路是否射入阵列反光棱镜4
‑
10的行中,再有上下控制电磁铁与永磁推柱4
‑
11配合实现反光棱镜4
‑
10是否伸出,将激光引入下方的凸透镜4
‑
14以实现加工点的提取。最终通过反光棱镜4
‑
10与活动反光板4
‑
7配合实现激光加工面上的行列选择,用以加工各种路径。
27.这里选择合适的加工关键点后配合x方向同步带传动机构1,y方向丝杆传动机构2和z方向丝杆传动机构3实现各种路径的加工。
28.若这里加工路径为v型,则采用快速控制两侧的反光棱镜4
‑
10伸出实现,左侧与右侧分开快速加工。
29.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。