1.本发明涉及翅片冷冻蒸发器生产成型技术领域,具体为一种薄壁铝管拉伸胀接成型装置及其工艺。
背景技术:
2.在现有的翅片冷冻蒸发器或者换热器等相关设备中,常常需要将管道依次穿过翅片上开设的通孔,但是管道外壁和通孔内壁之间通常会存在间隙,导致传热效率低下,使用效果较差。
3.现有技术中,申请号为“201810330347.0”的一种胀接式焊接拉伸接管,及其两种拉伸成型工艺,采用不锈钢板材拉伸成型工艺包括备料、连续拉伸模拉伸板材、铣接管两端、旋压模成型、翻边模翻边接管底端、铣接管底端、挤压模挤压出限位槽、清洗胀接处、胀接、质检工序,该胀接式焊接拉伸接管具有简化接管的加工工艺,极大地降低了原材料和机加工的成本等优点。
4.但是,其在使用过程中,仍然存在较为明显的缺陷:1、上述装置在使用时对管道胀接的程度不能自由调节,因此其只能适应单一规格的管道,通用性较差;2、上述装置在使用后会将整个管道都进行胀管处理,使得管道整体都发生塑性形变,导致薄壁管道容易被过多的拉扯而出现损坏;3、对于具有多组翅片的蒸发器或者换热器而言,每个翅片上的通孔大小未必完全等同,因此采用一体式的直接胀管会导致部分管道和通孔形变过大、而另一部分管道和通孔之间仍存在间隙的情况,需要作出改进;4、当需要加工的工件数量较多时,难以直接通过外表对已完成胀接和未完成胀接的管道进行区分,容易导致混淆,因此在加工中需要额外花费时间进行分区,较为繁琐。
技术实现要素:
5.本发明的目的在于提供一种薄壁铝管拉伸胀接成型装置及其工艺,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种薄壁铝管拉伸胀接成型装置,包括:
8.定位管,所述定位管的端部固定设置有封板,所述封板远离定位管一侧的中间位置处固定设置有隔板,所述隔板的两侧对称连接设置有第一弹簧,两侧的所述第一弹簧上分别连接设置有上胀接板和下胀接板;
9.旋转杆,所述旋转杆铰接贯穿设置在隔板中,所述旋转杆的两端分别固定设置有上丝杆和下丝杆,所述上丝杆和下丝杆可被传动装置驱动进而发生旋转,所述上丝杆和下丝杆上均活动设置有螺母,所述螺母上固定设置有推杆,所述推杆远离隔板的一端均设置有推杆凸起,所述上胀接板和下胀接板的相对侧开设有卡槽,所述卡槽中固定设置有卡嵌部,所述推杆的端部连接有拉绳,所述上胀接板和下胀接板均开设有凹槽和收纳槽,所述凹槽的底部连接设置有第二弹簧,所述第二弹簧上连接设置有涂料板,所述收纳槽中连接设
置有第三弹簧,所述第三弹簧上连接设置有挡板,所述挡板用于对涂料板进行遮挡,且拉绳远离推杆的一端固定于挡板上;以及
10.连接环,所述连接环固定设置在封板靠近定位管的一侧,所述连接环上固定设置有拉杆,所述拉杆上设置有触控开关,所述触控开关和传动装置电性连接。
11.优选的,所述隔板中内嵌设置有轴承,所述旋转杆铰接设置在轴承中。
12.优选的,所述传动装置包括被动锥齿轮,所述被动锥齿轮固定套设在上丝杆靠近隔板的一端,所述被动锥齿轮的侧面啮合设置有主动锥齿轮,所述主动锥齿轮的中心处固定设置有传动杆,所述传动杆固定于微型旋转电机的输出端,所述微型旋转电机固定设置在隔板上,所述微型旋转电机和触控开关电性连接。
13.优选的,所述上丝杆和下丝杆远离隔板的一端均固定设置有限位块。
14.优选的,所述涂料板靠近收纳槽的一侧设置有涂料板倾斜面,所述挡板远离收纳槽的一侧设置有挡板倾斜面,使得所述挡板在向远离收纳槽的方向移动时能够将涂料板向下按压。
15.优选的,所述上胀接板、下胀接板远离定位管的一侧均固定设置有导向板。
16.优选的,所述上胀接板和下胀接板的相互远离侧均内嵌设置有压力传感器,所述拉杆上设置有警示灯,所述压力传感器和警示灯信号连接。
17.一种基于所述薄壁铝管拉伸胀接成型装置的工艺,包括以下步骤:
18.步骤一:将薄壁铝管依次穿过多个间隔排列的翅片的通孔中,再将拉杆穿过通孔,手持拉杆的末端;
19.步骤二:通过触控开关控制微型旋转电机,使得微型旋转电机正向旋转,间接带动上胀接板和下胀接板相互靠近;
20.步骤三:将此时的上胀接板和下胀接板通过拉杆拉至薄壁铝管处于通孔的位置处,再通过触控开关控制微型旋转电机,使得微型旋转电机反向旋转,导致上胀接板和下胀接板的间距增大,进而对薄壁铝管的内表面施加压力,使其发生塑性变形,翅片的通孔侧壁与薄壁铝管的间隙被消除,然后旋转拉杆,使得上胀接板和下胀接板对通孔中的薄壁铝管进行全方位的胀接;
21.步骤四:通过触控开关控制微型旋转电机,使得微型旋转电机正向旋转,间接带动上胀接板和下胀接板相互靠近,再通过拉杆拉动定位管,直至上胀接板和下胀接板处于下一个通孔的位置处;
22.步骤五:重复上述步骤三至步骤四,直至对所有处于通孔位置的薄壁铝管实现分段式胀接;
23.步骤六:在对最后一个通孔中的薄壁铝管进行胀接完成后,通过触控开关控制微型旋转电机使其正向旋转,直至推杆脱离卡槽,上胀接板和下胀接板被第一弹簧快速向外弹起,由于拉绳的绳长固定,此时挡板被拉至收纳槽中,涂料板被第二弹簧顶起,导致涂料板直接接触薄壁铝管的内壁,在拉出上胀接板和下胀接板的过程中可以将涂料涂抹在触薄壁铝管的内壁上。
24.与现有技术相比,本发明的有益效果是:
25.1、本发明中上胀接板和下胀接板的间距可以自由调节,因此能够对不同规格的薄壁铝管都进行有效胀接,调节操作简单,适用范围广;
26.2、本发明能够对薄壁铝管位于翅片通孔位置处的管壁进行胀接,对薄壁铝管的其他管段则保持其原样,由此实现分段式胀接,可以减小薄壁铝管整体的塑性形变程度,避免薄壁铝管因为过度形变而出现损坏、断裂;
27.3、本发明的胀接成型装置在通孔中时会扩大进而膨胀,在翅片之外会收缩,然后在进入下一个通孔时,会再次实现扩大膨胀,直至实现和上一次的膨胀压力程度相同为止,由此,即使同一个组件的不同翅片中通孔的直径差异过大,也可以通过独立胀接,最终达到相同的胀接效果,进而降低了对初始翅片通孔的加工精度要求,适应性更强;
28.4、本发明在完成对薄壁铝管的胀接之后,可以通过相关结构的配合,使得涂料板能够将涂料涂抹在触薄壁铝管的内壁上,便于对已完成胀接和未完成胀接的管道进行快速区分,避免了人工判断的误差。
29.本发明提供了薄壁铝管拉伸胀接成型装置及其工艺,能够自由调节胀接程度,实现分段式胀接,有效保护薄壁铝管,且胀接后能够对薄壁铝管进行涂抹标记,便于快速区分已完成和未完成胀接的工件,使用方便。
附图说明
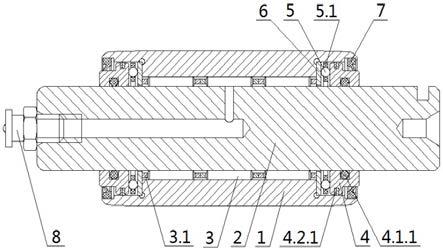
30.图1为本发明的胀接成型装置的主视剖面示意图;
31.图2为本发明的上胀接板和下胀接板的侧视剖面结构示意图;
32.图3为本发明的图2中的a处放大图;
33.图4为本发明的图2中的b处放大图;
34.图5为本发明的涂料板在上胀接板中安装位置的侧视剖面示意图;
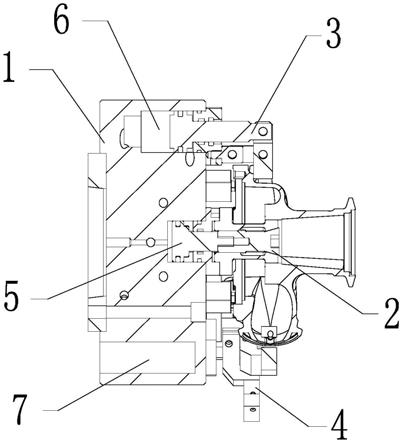
35.图6为本发明的胀接成型装置的使用状态示意图。
36.图中:1定位管、2封板、3隔板、4第一弹簧、5上胀接板、6下胀接板、7压力传感器、8旋转杆、9轴承、10上丝杆、11下丝杆、12被动锥齿轮、13主动锥齿轮、14传动杆、15微型旋转电机、16限位块、17螺母、18推杆、181推杆凸起、19卡槽、20卡嵌部、21拉绳、22凹槽、23收纳槽、24第二弹簧、25涂料板、251涂料板倾斜面、26第三弹簧、27挡板、271挡板倾斜面、28导向板、29连接环、30拉杆、31警示灯、32触控开关、33翅片、34薄壁铝管、35通孔。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.实施例:
39.请参阅图1至图6,本发明提供一种技术方案:
40.一种薄壁铝管拉伸胀接成型装置,包括:
41.定位管1,定位管1的端部固定设置有封板2,封板2远离定位管1一侧的中间位置处固定设置有隔板3,隔板3的两侧对称连接设置有第一弹簧4,两侧的第一弹簧4上分别连接设置有上胀接板5和下胀接板6,上胀接板5和下胀接板6均为圆弧形且均由硬性材料制成。
42.旋转杆8,旋转杆8铰接贯穿设置在隔板3中,因此旋转杆8能够在原处发生转动,旋
转杆8的两端分别固定设置有上丝杆10和下丝杆11,上丝杆10和下丝杆11可被传动装置驱动进而发生旋转,上丝杆10和下丝杆11上均活动套设有螺母17,当上丝杆10和下丝杆11发生旋转时,螺母17均会沿着上丝杆10和下丝杆11发生移动,螺母17上固定设置有推杆18,推杆18远离隔板3的一端均设置有推杆凸起181,推杆18和推杆凸起181一体成型,使得装置整体更加坚固,不易损坏,上胀接板5和下胀接板6的相对侧开设有卡槽19,卡槽19中固定设置有卡嵌部20,当推杆18延伸至卡槽19中时,推杆凸起181会和卡嵌部20相互卡嵌进而使得推杆18不会自发脱离卡槽19,推杆18的端部连接有拉绳21,上胀接板5和下胀接板6均开设有凹槽22和收纳槽23,凹槽22的底部连接设置有第二弹簧24,第二弹簧24上连接设置有涂料板25,涂料板25可以为蜡笔材质制成的板体,也可以是其他在剐蹭时会涂抹在薄壁铝管34内壁上的材料,使用时可选择鲜艳的颜色以便于观察和区分,收纳槽23中连接设置有第三弹簧26,第三弹簧26上连接设置有挡板27,挡板27用于对涂料板25进行遮挡,避免涂料板25始终处于和薄壁铝管34相接触的状态而导致其消耗过快、浪费严重的问题,且拉绳21远离推杆18的一端固定于挡板27上;以及
43.连接环29,连接环29固定设置在封板2靠近定位管1的一侧,连接环29上固定设置有拉杆30,拉杆30上设置有触控开关32,触控开关32和传动装置电性连接,具体地,触控开关32和传动装置中的微型旋转电机15电性连接,用于控制微型旋转电机15进行正转、反转和停止。
44.作为一个优选,隔板3中内嵌设置有轴承9,旋转杆8铰接设置在轴承9中,轴承9起到了对旋转杆8进行活动支撑的作用。
45.作为一个优选,传动装置包括被动锥齿轮12,被动锥齿轮12固定套设在上丝杆10靠近隔板3的一端,被动锥齿轮12的侧面啮合设置有主动锥齿轮13,主动锥齿轮13的中心处固定设置有传动杆14,传动杆14固定于微型旋转电机15的输出端,微型旋转电机15固定设置在隔板3上,微型旋转电机15和触控开关32电性连接,微型旋转电机15可以正转和反转,可以选用东莞市科华精密塑胶模具有限公司生产的gb10
‑
171
‑
md17001
‑2‑
m1.5型号或者其他适宜型号。
46.作为一个优选,上丝杆10和下丝杆11远离隔板3的一端均固定设置有限位块16,限位块16的作用是防止螺母17在移动时脱离上丝杆10或下丝杆11。
47.作为一个优选,涂料板25靠近收纳槽23的一侧设置有涂料板倾斜面251,挡板27远离收纳槽23的一侧设置有挡板倾斜面271,使得挡板27在向远离收纳槽23的方向移动时能够将涂料板25向下按压,进而对涂料板25进行收纳,避免涂料板25始终处于和薄壁铝管34相接触的状态而导致其消耗过快、浪费严重的问题。
48.作为一个优选,上胀接板5、下胀接板6远离定位管1的一侧均固定设置有导向板28,导向板28为曲面型长板,起到了导向作用。
49.作为一个优选,上胀接板5和下胀接板6的相互远离侧均内嵌设置有压力传感器7,拉杆30上设置有警示灯31,压力传感器7和警示灯31信号连接,压力传感器7也为微型传感器,可选用西安盖文电子科技有限公司生产的gml670型号或者其他适宜型号,当压力传感器7实时监测到的压力超过预定值时,即表明此时的胀接程度已经过大,若继续膨胀则可能会损坏薄壁铝管34或翅片33,因此此时的警示灯31会工作并发出信号,提醒使用者注意。
50.一种基于薄壁铝管拉伸胀接成型装置的工艺,包括以下步骤:
51.步骤一:将薄壁铝管34依次穿过多个间隔排列的翅片33的通孔35中,再将拉杆30穿过通孔35,手持拉杆30的末端,可通过拉杆30调整整个胀接成型装置的位置;
52.步骤二:通过触控开关32控制微型旋转电机15,使得微型旋转电机15正向旋转,微型旋转电机15通过传动杆14带动主动锥齿轮13旋转,主动锥齿轮13又通过被动锥齿轮12带动上丝杆10旋转,由于上丝杆10和下丝杆11之间通过旋转杆8固定连接,因此上丝杆10和下丝杆11都会发生转动,使得两个螺母17均发生移动,螺母17带动推杆18移动,使得推杆18同时带动两侧的上胀接板5和下胀接板6发生移动,由此导致上胀接板5和下胀接板6相互靠近,整体缩小;
53.步骤三:将此时的上胀接板5和下胀接板6通过拉杆30拉至薄壁铝管34处于通孔35的位置处,再通过触控开关32控制微型旋转电机15,使得微型旋转电机15反向旋转,导致上胀接板5和下胀接板6的间距增大,其中具体的工作原理和步骤二中相反,进而对薄壁铝管34的内表面施加压力,使其发生塑性变形,翅片33的通孔35侧壁与薄壁铝管34的间隙被消除,薄壁铝管34紧贴在翅片33的通孔35中,进而通过增加工件比表面积有效提高散热效果,然后旋转拉杆30,使得上胀接板5和下胀接板6对通孔35中的薄壁铝管34进行全方位的胀接,整体更加均匀;
54.步骤四:通过触控开关32控制微型旋转电机15,使得微型旋转电机15正向旋转,间接带动上胀接板5和下胀接板6相互靠近,再通过拉杆30拉动定位管1,直至上胀接板5和下胀接板6处于下一个通孔35的位置处;
55.步骤五:重复上述步骤三至步骤四,直至对所有处于通孔35位置的薄壁铝管34实现分段式胀接,需要注意的是,在该步骤中,对上胀接板5和下胀接板6间距的调节都是独立进行的,适用于同一个组件的不同翅片33的通孔35内径差异过大的情况,使得薄壁铝管34在多个翅片33中都能实现均匀地胀接,更加精准、稳定,此外,本装置可以实现分段式胀接,能够减小薄壁铝管34整体的塑性形变程度,避免薄壁铝管34因为过度形变而出现损坏、断裂,更加实用。
56.步骤六:在对最后一个通孔35中的薄壁铝管34进行胀接完成后,通过触控开关32控制微型旋转电机15使其正向旋转,直至上胀接板5、下胀接板6在收缩时受到隔板3的限制而不能继续移动,此时的推杆18会继续远离直至脱离卡槽19,使得上胀接板5和下胀接板6被第一弹簧4快速向外弹起,由于拉绳21的绳长固定,此时挡板27被拉至收纳槽23中,涂料板25被第二弹簧24顶起,导致涂料板25直接接触薄壁铝管34的内壁,在拉出上胀接板5和下胀接板6的过程中可以将涂料涂抹在触薄壁铝管34的内壁上,进行标记,便于对已完成胀接和未完成胀接的工件进行快速区分,避免了人工判断的误差,便于后续的清点和分类,使用更加方便。
57.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。