1.本技术涉及工装设备技术领域,具体为一种薄壁管硬挤压工装。
背景技术:
2.薄壁管是指壁厚比较薄的金属管件,可以弯折形成特定的形状,且其端部一般设置有用于连通其它结构的接头,被广泛应用于汽车、船舶等领域。
3.如图1所示的是一种现有的薄壁管件,包括管体(管体的附图标记为100)、第一接头(第一接头的附图标记为200)以及第二接头(第二接头的附图标记为300),第一接头以及第二接头分别安装在管体的两端,以便实现管体与其它管路之间的安装固定。
4.现有技术中,第一接头以及第二接头一般需要采用激光焊接的工艺安装在薄壁管的端部,但是采用这种激光焊工艺主要存在以下缺陷:1、焊接设备的成本高,维护保养成本以及损耗大;2、由于管壁比较薄,焊接难度大,容易出现虚焊或者焊穿等现象;3、对产品的形位配合要求较高,焊点范围容易跑偏;4、整体的报废率比较高。
技术实现要素:
5.本技术的一个目的在于提供一种操作简单,便于加工,效率高,成本低,装配精度高,且产品的一致性好、合格率高的薄壁管硬挤压工装。
6.为达到以上目的,本技术采用的技术方案为:一种薄壁管硬挤压工装,包括工作台、夹紧定位机构、第一压装机构以及第二压装机构,第一压装机构、所述夹紧定位机构以及第二压装机构自左向右依次设置于所述工作台上;所述夹紧定位机构用于将管体定位在所述工作台上,所述第一压装机构用于将第一接头压装到所述管体的左端,所述第二压装机构用于将第二接头压装到所述管体的右端。
7.优选的,所述第一压装机构包括第一定位架以及第一涨紧杆;所述第一涨紧杆可左右活动地设置于所述工作台上,所述第一涨紧杆的右端设有第一涨紧部,所述第一涨紧部与所述管体的左端对齐;所述第一定位架可左右活动地设置于所述工作台上,所述第一定位架的右端设有用于定位所述第一接头的第一定位槽,所述第一定位架上与所述第一涨紧部对应的位置上左右贯穿设有第一让位孔;当所述第一定位架向右滑动时,所述第一定位槽内的所述第一接头得以定位到所述管体的左端;当所述第一涨紧杆向右滑动时,所述第一涨紧部得以伸入所述管体的内部并径向挤压所述管体。
8.优选的,所述第一压装机构还包括第一弹簧以及第一限位柱,所述第一限位柱设置于所述第一涨紧杆的左端,所述第一弹簧的左端固定于所述第一限位柱上,所述第一弹簧的右端固定于所述第一定位架上。
9.优选的,所述第一压装机构还包括第一导向架,所述第一导向架设置于所述工作台上,所述第一导向架上左右贯穿设有第一滑孔,所述第一限位柱左右滑动连接于所述第一滑孔内。
10.优选的,所述第二压装机构包括第二定位架以及第二涨紧杆;所述第二涨紧杆可
左右活动地设置于所述工作台上,所述第二涨紧杆的左端设有第二涨紧部,所述第二涨紧部与所述管体的右端对齐;所述第二定位架可左右活动地设置于所述工作台上,所述第二定位架的左端设有用于定位所述第二接头的第二定位槽,所述第二定位架上与所述第二涨紧部对应的位置上左右贯穿设有第二让位孔;当所述第二定位架向左滑动时,所述第一定位槽内的所述第二接头得以定位到所述管体的右端;当所述第二涨紧部向左滑动时,所述第二涨紧部得以伸入所述管体的内部并径向挤压所述管体。
11.优选的,所述第二压装机构还包括第二弹簧以及第二限位柱,所述第二限位柱设置于所述第二涨紧杆的右端,所述第二弹簧的右端固定于所述第二限位柱上,所述第二弹簧的左端固定于所述第二定位架上。
12.优选的,所述第二压装机构还包括第二导向架,所述第二导向架设置于所述工作台上,所述第二导向架上左右贯穿设有第二滑孔,所述第二限位柱左右滑动连接于所述第二滑孔内。
13.优选的,所述夹紧定位机构包括上模以及下模,所述下模安装于所述工作台上,所述上模可上下活动地设置于所述下模的上方,且所述上模以及所述下模之间设有用于夹紧所述管体的固定槽。
14.优选的,所述夹紧定位机构还包括定位滑杆,所述上模上设有定位滑孔,所述定位滑杆的下端设置于所述下模上,所述定位滑杆的上端上下滑动连接于所述定位滑孔内;所述上模以及所述下模上设有用于取出所述管体的缺口。
15.优选的,所述第一定位架的右端和/或所述第二定位架的左端设有挂接部;当所述挂接部滑动至与所述上模的上端接触时,得以限制所述上模与所述下模分离。
16.与现有技术相比,本技术的有益效果在于:
17.(1)装配时,先通过所述夹紧定位机构将所述管体夹紧定位在所述工作台上,再通过所述第一压装机构将所述第一接头压装到所述管体的左端,并通过所述第二压装机构将所述第二接头压装到所述管体的右端,即可实现对所述第一接头以及所述第二接头的装配;
18.(2)先将所述第一接头放入所述第一定位槽内,并控制所述第一定位架向右滑动,得以使所述第一定位槽内的所述第一接头定位到所述管体的左端,即可完成所述第一接头与所述管体之间的装配定位;再控制所述第一涨紧杆向右滑动,使得所述第一涨紧部伸入所述管体的内部并径向挤压所述管体,所述管体得以发生径向形变,从而夹紧所述第一接头,即可完成所述第一接头与所述管体之间的装配固定。
19.(3)先将所述第二接头放入所述第二定位槽内,并控制所述第二定位架向左滑动,得以使所述第二定位槽内的所述第二接头定位到所述管体的右端,即可完成所述第二接头与所述管体之间的装配定位;再控制所述第二涨紧杆向左滑动,使得所述第二涨紧部伸入所述管体的内部并径向挤压所述管体,所述管体得以发生径向形变,从而夹紧所述第二接头,即可完成所述第二接头与所述管体之间的装配固定。
20.综上所述,采用该薄壁管硬挤压工装对所述第一接头以及所述第二接头进行装配时,操作简单,便于加工,效率高,成本低,装配精度高,且产品的一致性好、合格率高。
附图说明
21.图1为现有技术中的管体、第一接头以及第二接头的装配示意图。
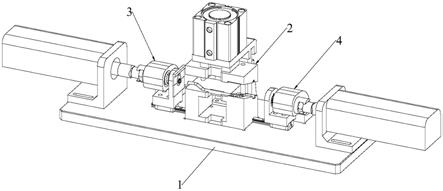
22.图2为本技术提供的一种薄壁管硬挤压工装的立体图。
23.图3为本技术提供的图2中的部分结构的放大图,展示了夹紧定位机构。
24.图4为本技术提供的图3中的夹紧定位机构的夹紧状态图。
25.图5为本技术提供的图2中的部分结构的放大图,展示了第一压装机构。
26.图6为本技术提供的图5中的部分结构的爆炸图。
27.图7为本技术提供的图6中i处的局部放大图。
28.图8为本技术提供的图6中的结构的剖视图,展示了第一压装机构的工作原理。
29.图9为本技术提供的图2中的部分结构的放大图,展示了第二压装机构。
30.图10为本技术提供的图9中部分结构的爆炸图。
31.图11为本技术提供的图10中ii处的局部放大图。
32.图12为本技术提供的图9的结构的剖视图,展示了第二压装机构的工作原理。
33.图13为本技术提供的图2中部分结构的放大图,展示了薄壁管硬挤压工作的工作原理。
34.图14为本技术提供的图13中的俯视图。
35.图15为本技术提供的图14中沿a
‑
a的剖视图。
36.图16为本技术提供的图15中iii处的局部放大图。
37.图17为本技术提供的图15中iv处的局部放大图。
38.图中:1、工作台;2、夹紧定位机构;21、上模;22、下模;23、固定槽;24、定位滑杆;25、定位滑孔;26、缺口;27、驱动气缸;3、第一压装机构;31、第一定位架;311、第一定位槽;312、第一让位孔;32、第一涨紧杆;321、第一涨紧部;322、第一凹槽;33、第一弹簧;34、第一限位柱;35、第一导向架;351、第一滑孔;36、第一伸缩气缸;37、第一滑轨;38、第一滑块;4、第二压装机构;41、第二定位架;411、第二定位槽;42、第二涨紧杆;421、第二涨紧部;422、第二凹槽;43、第二弹簧;44、第二限位柱;45、第二导向架;451、第二滑孔;46、第二伸缩气缸;47、第二滑轨;48、第二滑块;5、挂接部;100、管体;200、第一接头;300、第二接头。
具体实施方式
39.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
40.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
41.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
42.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备
不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
43.参照图2
‑
17,本技术的一个实施例提供一种薄壁管硬挤压工装,包括工作台1、夹紧定位机构2、第一压装机构3以及第二压装机构4,第一压装机构3、夹紧定位机构2以及第二压装机构4自左向右依次设置于工作台1上;夹紧定位机构2用于将管体100定位在工作台1上,第一压装机构3用于将第一接头200压装到管体100的左端,第二压装机构4用于将第二接头300压装到管体100的右端。装配时,先通过夹紧定位机构2将管体100夹紧定位在工作台1上,再通过第一压装机构3将第一接头200压装到管体100的左端,并通过第二压装机构4将第二接头300压装到管体100的右端,即可实现对第一接头200和第二接头300的装配。
44.参照图3
‑
4,在本技术的一些实施例中,夹紧定位机构2包括上模21以及下模22,下模22安装于工作台1上,上模21可上下活动地设置于下模22的上方,且上模21以及下模22之间设有用于夹紧管体100的固定槽23。需要说明的是,本技术对上模21的可上下活动安装方式不进行限定,例如可以采用驱动气缸27驱动的方式,当驱动气缸27驱动上模21向上活动时,上模21以及下模22之间的固定槽23得以打开,以便正常放入管体100;放入管体100后,再通过驱动气缸27驱动上模21向下活动完成合模操作,得以将管体100夹紧在固定槽23内,从而完成管体100与工作台1之间的定位。
45.参照图3
‑
4,在本技术的一些实施例中,夹紧定位机构2还包括定位滑杆24,上模21上设有定位滑孔25,定位滑杆24的下端设置于下模22上,定位滑杆24的上端上下滑动连接于定位滑孔25内。通过定位滑杆24与定位滑孔25之间的限位滑动配合,得以提高上模21的活动精度,从而提高上模21与下模22的合模精度,进而提高对管体100的定位精度。进一步地,上模21以及下模22上设有用于取出管体100的缺口26,通过缺口26既有利于将管体100放入固定槽23内,又有利于将管体100从固定槽23内取出。
46.参照图5
‑
8,在本技术的一些实施例中,第一压装机构3包括第一定位架31以及第一涨紧杆32;第一涨紧杆32可左右活动地设置于工作台1上,第一涨紧杆32的右端设有第一涨紧部321,第一涨紧部321与管体100的左端对齐;第一定位架31可左右活动地设置于工作台1上,第一定位架31的右端设有用于定位第一接头200的第一定位槽311,第一定位架31上与第一涨紧部321对应的位置上左右贯穿设有第一让位孔312;当第一定位架31向右滑动时,第一定位槽311内的第一接头200得以定位到管体100的左端;当第一涨紧杆32向右滑动时,第一涨紧部321得以伸入管体100的内部并径向挤压管体100。装配时,先将第一接头200放入第一定位槽311内,并控制第一定位架31向右滑动,得以使第一定位槽311内的第一接头200定位到管体100的左端,即可完成第一接头200与管体100之间的装配定位;再控制第一涨紧杆32向右滑动,使得第一涨紧部321伸入管体100的内部并径向挤压管体100,管体100得以发生径向形变,从而夹紧第一接头200,即可完成第一接头200与管体100之间的装配固定。需要说明的是,本技术对第一定位架31的左右活动安装方式不进行限定,例如,参照图6,在第一定位架31的下端设置第一滑块38,并在工作台1上沿左右方向设置第一滑轨37,第一滑块38左右滑动连接于第一滑轨37上,得以通过人为或者气缸等控制第一定位架31的滑动。另外,本技术对第一涨紧杆32的左右活动安装方式不进行限定,例如可以采用第一伸缩气缸36进行驱动。
47.参照图6,在本技术的一些实施例中,第一压装机构3还包括第一弹簧33以及第一
限位柱34,第一限位柱34设置于第一涨紧杆32的左端,第一弹簧33的左端固定于第一限位柱34上,第一弹簧33的右端固定于第一定位架31上。当控制第一定位架31向右滑动时,第一弹簧33得以推动第一定位架31向右运动,直至第一定位槽311与上模21、下模22接触时(如图16所示),第一接头200与管体100之间完成定位;在上模21以及下模22的限位下,第一定位架31不能继续向右滑动,但在第一弹簧33作用下,第一涨紧杆32仍然可以继续向右滑动,第一涨紧部321得以伸入管体100的内部,并径向挤压管体100,得以夹紧第一接头200,即完成第一接头200与管体100之间的装配;完成装配后,只需控制第一限位柱34向左滑动,即可通过第一弹簧33带动第一定位架31向左滑动。
48.参照图6以及图8,在本技术的一些实施例中,第一压装机构3还包括第一导向架35,第一导向架35设置于工作台1上,第一导向架35上左右贯穿设有第一滑孔351,第一限位柱34左右滑动连接于第一滑孔351内。通过第一滑孔351得以对第一导向架35的滑动进行限位,得以提高第一涨紧杆32的活动精度,从而提高了第一涨紧部321与管体100之间的定位精度。
49.参照图9
‑
12,在本技术的一些实施例中,第二压装机构4包括第二定位架41以及第二涨紧杆42;第二涨紧杆42可左右活动地设置于工作台1上,第二涨紧杆42的左端设有第二涨紧部421,第二涨紧部421与管体100的右端对齐;第二定位架41可左右活动地设置于工作台1上,第二定位架41的左端设有用于定位第二接头300的第二定位槽411,第二定位架41上与第二涨紧部421对应的位置上左右贯穿设有第二让位孔412;当第二定位架41向左滑动时,第一定位槽311内的第二接头300得以定位到管体100的右端;当第二涨紧部421向左滑动时,第二涨紧部421得以伸入管体100的内部并径向挤压管体100。装配时,先将第二接头300放入第二定位槽411内,并控制第二定位架41向左滑动,得以使第二定位槽411内的第二接头300定位到管体100的右端,即可完成第二接头300与管体100之间的装配定位;再控制第二涨紧杆42向左滑动,使得第二涨紧部421伸入管体100的内部并径向挤压管体100,管体100得以发生径向形变,从而夹紧第二接头300,即可完成第二接头300与管体100之间的装配固定。需要说明的是,本技术对第二定位架41的左右活动安装方式不进行限定,例如,参照图10,在第二定位架41的下端设置第二滑块48,并在工作台1上沿左右方向设置第二滑轨47,第二滑块48左右滑动连接于第二滑轨47上,得以通过人为或者气缸等控制第二定位架41的滑动。另外,本技术对第二涨紧杆42的左右活动安装方式不进行限定,例如可以采用第二伸缩气缸46进行驱动。
50.参照图10以及图12,在本技术的一些实施例中,第二压装机构4还包括第二弹簧43以及第二限位柱44,第二限位柱44设置于第二涨紧杆42的右端,第二弹簧43的右端固定于第二限位柱44上,第二弹簧43的左端固定于第二定位架41上。当控制第二定位架41向左滑动时,第二弹簧43得以推动第二定位架41向左运动,直至第二定位槽411与上模21、下模22接触时(如图17所示),第二接头300与管体100之间完成定位;在上模21以及下模22的限位下,第二定位架41不能继续向左滑动,但在第二弹簧43作用下,第二涨紧杆42仍然可以继续向左滑动,第二涨紧部421得以伸入管体100的内部,并径向挤压管体100,得以夹紧第二接头300,即完成第二接头300与管体100之间的装配;完成装配后,只需控制第二限位柱44向右滑动,即可通过第二弹簧43带动第二定位架41向右滑动。
51.在本技术的一些实施例中,第二压装机构4还包括第二导向架45,第二导向架45设
置于工作台1上,第二导向架45上左右贯穿设有第二滑孔451,第二限位柱44左右滑动连接于第二滑孔451内。通过第二滑孔451得以对第二导向架45的滑动进行限位,得以提高第二涨紧杆42的活动精度,从而提高了第二涨紧部421与管体100之间的定位精度。
52.参照图6以及图16,在本技术的一些实施例中,第一定位架31的右端设有挂接部5,当挂接部5滑动至与上模21的上端接触时(如图16所示),得以限制上模21与下模22分离。在挂接部5的作用下,当装配结束后,需要先控制第一定位架31向左滑动,使得挂接部5与上模21的上端分离后,才能正常打开上模21,即可以避免因先开上模21而使得上模21与第一定位架31之间发生磨损,又可以避免先打开上模21。同理,挂接部5也适用于设置在第二定位架41的左端。
53.参照图13
‑
16,装配时,先打开上模21,将管体100放入下模22上的固定槽23内,再控制上模21向下完成合模,得以将管体100夹紧定位在工作台1上;接着,分别将第一接头200以及第二接头300装配到第一定位槽311以及第二定位槽411内,再同时控制第一限位柱34以及第二限位柱44沿左右方向相向运动,直至第一定位架31的右端以及第二定位架41的左端与上模21、下模22接触,此时,第一定位槽311内的第一接头200得以与管体100的左端完成定位,第二定位槽411内的第二接头300得以与管体100的右端完成定位;在上模21以及下模22的限位下,第一定位架31以及第二定位架41不能继续运动,但在第一弹簧33以及第二弹簧43的作用下,第一涨紧部321以及第二涨紧部421得以同时伸入管体100的内部,从而同时径向挤压管体100的内壁,得以同步完成第一接头200以及第二接头300的装配。
54.参照图7以及图11,第一涨紧部321以及第二涨紧部421为锥状结构,有利于伸入管体100的内部。另外,第一涨紧部321的周向等间隔设置多个第一凹槽322,第一凹槽322轴向延伸至第一涨紧杆32上,则相邻的两个第一凹槽322之间的部位得以涨紧管体100的内壁,同时,第一凹槽322的内部可以容纳管体100的内壁上发生变形部位,避免因过渡挤压而使管体100发生破裂。同理,第二涨紧部421的轴向等间隔设置多个第二凹槽422,第二凹槽422轴向延伸至第二涨紧杆42上。
55.综上所述,采用该薄壁管硬挤压工装对第一接头200以及第二接头300进行装配时,操作简单,便于加工,效率高,有利于提升装配工序及焊接工序的合格率,减少成本;而且可以同步实现第一接头200以及第二接头300的装配,同步成型保证了产品的一致性,且成型的过程中同时对产品进行了形位校正,有利于提高产品的成型质量。另外,上模21与下模22之间的固定槽23均衡了管体100上的张力与阻力的分配,避免管体100在装配过程中发生变形。此外,上模21与下模22可以做成标准件,既可对应不同型号的管体100,又可随时进行更换与维护。通过此项工艺的突破,大大降低了客户投诉,保证了产品质量,同时大大提升了生产效率,为公司取得了较高的生产效益;该工艺经验成熟后已广泛应用于公司其他同类产品,且稳定性、一致性及高效性得到保障。优于原先工艺效果的同时,也优化了后续公司设备投入,并降低了设备投入成本。
56.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。