1.本发明涉及航空发动机叶片加工技术领域,具体涉及一种航空发动机高温合金磨削加工用冷却喷嘴。
背景技术:
2.数控成型磨削具有加工效率高、尺寸精度好、表面质量优的特点,广泛应用于涡轮叶片加工生产中。涡轮叶片是航空发动机中的关键零件,工作在高温高压的恶劣环境中,一般采用高温合金材料。高温合金材料强度好,散热性能差,属于典型的难加工材料。研究表明,超过80%的高温合金磨削烧伤问题,都是磨削过程中冷却不当造成的。现有的冷却系统冷却效果差,容易烧伤;且针对不同的零件加工需要更换与零件相同形状的冷却喷洒装置,使用不方便,同时高温合金磨削烧伤会降低零件的性能。
技术实现要素:
3.本发明的目的在于提供一种航空发动机高温合金磨削加工用冷却喷嘴,以解决现有高温合金叶片成型磨削过程中由于冷却不当导致零件磨削烧伤,从而降低零件性能的问题。
4.本发明解决上述技术问题的技术方案如下:
5.一种航空发动机高温合金磨削加工用冷却喷嘴,包括:壳体、与壳体连接的盖板,壳体上设置有进液通孔,盖板靠近壳体的一侧设置有与进液通孔连通的凹槽,凹槽内壁设置有多个出液通孔,出液通孔可拆卸连接有喷洒管,喷洒管为两端开口的空腔结构并与出液通孔连通。
6.采用上述技术方案的有益效果为:壳体与数控加工磨床上的冷却系统相连接,冷却系统的冷却液通过壳体上的进液通孔再到盖板上的凹槽内,并从凹槽内的出液通孔到喷洒管,然后对加工的高温合金叶片进行冷却降温。通过设置多个出液通孔,出液通孔上可拆卸连接有喷洒管,提高冷却液覆盖区域,改善成型磨削冷却效果,解决高温合金叶片成型磨削过程中的磨削烧伤问题;通过设置出液通孔和喷洒管,使喷洒出的冷却液更集中,不会散发开,运用范围广,可以适用于不同形状的工件磨削。
7.进一步地,壳体和盖板之间倾斜设置有增压导流壳体,增压导流壳体为两端开口的箱体结构,增压导流壳体的高端与壳体连通,增压导流壳体的底端与盖板连通。
8.采用上述技术方案的有益效果为:通过倾斜设置增压导流壳体,当冷却系统向壳体的进液通孔供入冷却液时,通过倾斜的增压导流壳体,可以改变冷却液的流动轨迹,从而使冷却液在倾斜的方向产生冲击力,增加了增压导流壳体中的冷却液的压力,从而起到缓冲增压的效果,提高喷洒管的喷洒效果。
9.进一步地,增压导流壳体靠近壳体一侧的连接面的尺寸大于增压导流壳体靠近盖板一侧的连接面的尺寸。
10.采用上述技术方案的有益效果为:当冷却系统向壳体上的进液通孔供入冷却液
时,增压导流壳体靠近壳体一侧的连接面会进入较多的冷却液,会使增压导流壳体靠近盖板一侧的连接面的压力增加,从而提高了出液通孔的冷却液的压力,增强了增压效果。
11.进一步地,盖板靠近增压导流壳体一侧的安装面倾斜连接在增压导流壳体上。
12.采用上述技术方案的有益效果为:通过倾斜设置,有利于喷洒管喷洒出的冷却液到达数控加工磨床的磨削区。
13.进一步地,盖板靠近增压导流壳体一侧的安装面的倾斜角度为10
°
至30
°
。
14.采用上述技术方案的有益效果为:通过将盖板靠近增压导流壳体一侧的安装面设置倾斜角度,在磨削圆弧工件时,能有效防止圆弧面旋转时阻挡冷却液喷入磨削区域,从而提高冷却效果,避免了由于冷却不充分造成的工件烧伤。
15.进一步地,壳体内部开设有与进液通孔连通的连接槽,增压导流壳体的高端配合连接在所述连接槽内。
16.采用上述技术方案的有益效果为:通过设置连接槽,方便增压导流壳体与壳体焊接,留有加工空间,使增压导流壳体与壳体连接更紧密。
17.进一步地,出液通孔的内壁设置有内螺纹,喷洒管与出液通孔的连接处设置有与内螺纹配合的外螺纹。
18.采用上述技术方案的有益效果为:通过在出液通孔内壁设置内螺纹,在喷洒管的与出液通孔的连接处设置外螺纹,实现了螺纹连接方式,方便安装和更换,使用更方便。
19.进一步地,喷洒管为空心不锈钢钢管。
20.采用上述技术方案的有益效果为:空心不锈钢钢管的抗磨性、抗疲劳强度高,且耐热性能、抗腐蚀性能好,由于喷洒管在数控加工磨床加工高温合金叶片时,可以减少喷洒管的损坏几率,避免了钢材的浪费,提高了使用寿命。
21.与现有技术相比,本发明具有以下有益效果:
22.1.本发明的冷却喷嘴主要是针对航空发动机高温合金难加工材料,同时可以适合不同形状的工件磨削,不用根据零件形状更换相同形状喷嘴,适用性高;
23.2.设置的喷洒管,喷出的冷却液更集中,不会发散开;
24.3.增压导流壳体倾斜设置可以用于增加壳体和盖板之间冷却液的压力,起到缓冲增压的效果;
25.4.盖板的安装面设置为倾斜角度,在磨削圆弧工件时,有利于防止圆弧面旋转时阻挡冷却液喷入磨削区域,提高了冷却效果,避免了由于冷却不充分造成的工件烧伤。
26.5.本发明通过设置多个出液通孔,出液通孔上可拆卸连接有喷洒管,可拆卸的连接方式,方便喷洒管的拆卸和安装。出液通孔、喷洒管提高了冷却液覆盖区域,改善成型磨削冷却效果,解决高温合金叶片成型磨削过程中的磨削烧伤问题。
附图说明
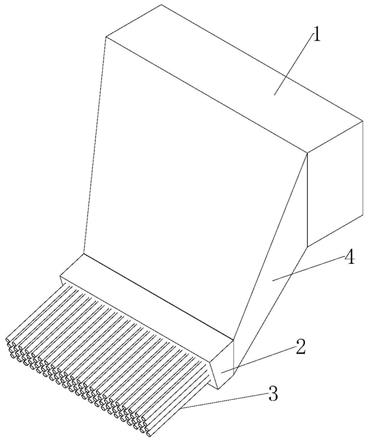
27.图1为冷却喷嘴整体结构示意图;
28.图2为壳体具体结构示意图;
29.图3为盖板具体结构示意图;
30.图4为增压导流壳体具体结构示意图。
31.图1至图4中所示附图标记分别表示为:1
‑
壳体、101
‑
进液通孔、102
‑
连接槽、2
‑
盖
板、201
‑
凹槽、202
‑
出液通孔、3
‑
喷洒管、4
‑
增压导流壳体。
具体实施方式
32.以下结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.实施例
34.如图1至4所示,一种航空发动机高温合金磨削加工用冷却喷嘴,包括:壳体1、与壳体1连接的盖板2,壳体1用于与数控加工磨床上的冷却系统相连接。壳体1上设置有进液通孔101,盖板2靠近壳体1的一侧设置有与进液通孔101连通的凹槽201,凹槽201内壁设置有多个出液通孔202,出液通孔202可拆卸连接有喷洒管3,喷洒管3为两端开口的空腔结构并与出液通孔202连通。出液通孔202远离壳体1的一侧与喷洒管3可拆卸连接。冷却系统的冷却液通过壳体1上的进液通孔101再到盖板2上的凹槽201内,并从凹槽201内的出液通孔202流入到喷洒管3,然后对加工的高温合金叶片进行冷却降温。
35.通过设置多个出液通孔202,出液通孔202上可拆卸连接有喷洒管3,提高冷却液覆盖区域,改善成型磨削冷却效果,解决高温合金叶片成型磨削过程中的磨削烧伤问题;通过设置出液通孔202和喷洒管3,使喷洒出的冷却液更集中,出液通孔202有多个,喷洒管3的数量与出液通孔对应,多个喷洒管3喷洒的冷却液不会散发开,运用范围广,且可以适用于不同形状的工件磨削。
36.如图1所示,壳体1和盖板2之间倾斜设置有增压导流壳体4,增压导流壳体4为两端开口的箱体结构,增压导流壳体4的高端与壳体1连通,增压导流壳体4的底端与盖板2连通。通过倾斜设置增压导流壳体4,当冷却系统向壳体1的进液通孔101供入冷却液时,通过倾斜的增压导流壳体4,可以改变冷却液的流动轨迹,从而使冷却液在倾斜的方向产生冲击力,增加了增压导流壳体4中的冷却液的压力,从而起到缓冲增压的效果,提高喷洒管3的喷洒效果。
37.优选地,增压导流壳体4靠近壳体1一侧的连接面的尺寸大于增压导流壳体4靠近盖板2一侧的连接面的尺寸。增压导流壳体4靠近壳体1一侧的连接面的尺寸与壳体1的尺寸相匹配;增压导流壳体4靠近盖板2的一侧的连接面的尺寸与盖板2的尺寸相匹配。当冷却系统向壳体1上的进液通孔101供入冷却液时,增压导流壳体4靠近壳体1一侧的连接面会进入较多的冷却液,会使增压导流壳体4靠近盖板2一侧的连接面的冷却液压力增加,从而提高了出液通孔202的冷却液的压力,增强了增压效果。
38.如图3所示,盖板2靠近增压导流壳体4一侧的安装面倾斜连接在增压导流壳体4上。盖板2靠近增压导流壳体4的一侧与增压导流壳体4倾斜连接,通过倾斜设置,有利于喷洒管3喷洒出的冷却液到达数控加工磨床的磨削区。
39.优选地,盖板2靠近增压导流壳体4一侧的安装面的倾斜角度为10
°
至30
°
。通过将盖板2靠近增压导流壳体4一侧的安装面设置倾斜角度,该倾斜角度为沿增压导流壳体4的竖直方向的角度。在磨削圆弧工件时,能有效防止圆弧面旋转时阻挡冷却液喷入磨削区域,从而提高冷却效果,避免了由于冷却不充分造成的工件烧伤。在本实施例中,盖板2的安装面的倾斜角度为优选为17
°
,在本发明的其他实施例中,盖板2安装面的倾斜角度为10
°
至
30
°
。安装面为的倾斜角度为17
°
时,有利于磨削圆弧工件时防止圆弧面旋转时阻挡冷却液喷入磨削区域。
40.如图2所示,壳体1内部开设有与进液通孔101连通的连接槽102,增压导流壳体4的高端配合连接在连接槽102内。通过设置连接槽102,方便工作人员将增压导流壳体4的与壳体1焊接,使壳体1上留有加工空间,使增压导流壳体4与壳体1连接更紧密。
41.优选地,出液通孔202的内壁设置有内螺纹,喷洒管3与出液通孔202的连接处设置有与内螺纹配合的外螺纹。通过在出液通孔202内壁设置内螺纹,在喷洒管3的与出液通孔202的连接处设置外螺纹,实现了螺纹连接方式,从而实现了可拆卸的连接方式,方便安装和更换,使用更方便。
42.优选地,喷洒管3为空心不锈钢钢管。空心不锈钢钢管的抗磨性、抗疲劳强度高,且耐热性能、抗腐蚀性能好,由于喷洒管在数控加工磨床加工高温合金叶片时,可以减少喷洒管的损坏几率,避免了钢材的浪费,提高了使用寿命。
43.本发明的航空发动机高温合金磨削加工用冷却喷嘴通过将壳体1与数控加工磨床上的冷却系统连接固定,在数控加工磨床上输入冷却喷嘴的位置参数,并根据需要调整冷却喷嘴的位置和角度,通过多通道的密排式的冷却喷嘴,提高冷却液覆盖区域和冷却液出口压力,改善成型磨削冷却效果,解决高温合金叶片成型磨削过程中的磨削烧伤问题。
44.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。